



模塑式电缆附件主要用在35kV及以上交联电缆直通型接头上。它是利用辐照交联或化学交联的聚乙烯薄膜带材绕包在经过处理后的电缆接头处,借助于专用模具(铝模或耐热张力带)压紧,并加热成型的接头。
辐照交联聚乙烯带材在生产过程中,经过预拉伸处理(在100℃下拉伸30%,再冷却切卷),绕包成接头后,经加热有回缩的作用,使绕包的带材层间气隙受到压缩,从而有提高气隙放电电压的作用。因此这种接头的局部放电水平较高,适合于制作电压等级较高的电缆接头。由于绕包和加热时间长,对35kV以下电缆一般都不采用这种接头。即使35kV电缆接头,因为绕包式和预制式接头工艺都比较方便,模塑式接头也用得不多了。
35kV电缆模塑式接头是现场绕包成型的,因此除了要求操作人员严格按照图样规定的尺寸和要求施工,还与施工时的环境条件(湿度和灰尘等)有关,湿度不宜过大,施工现场应有防雨防尘的帐篷,绕包时应戴橡皮手套等。接头的结构尺寸,国内和国外有关厂家规定有所差异,以下对35kV电缆模塑接头的常用结构和工艺进行介绍。
1)剥切电缆可按图14-2-39a所示尺寸剥去电缆外护层、屏蔽铜带、外半导电层、末端绝缘和反应力锥,要求绝缘和反应力锥表面光滑圆整,不留半导电残迹和刀痕,内半导电层应留出5mm。
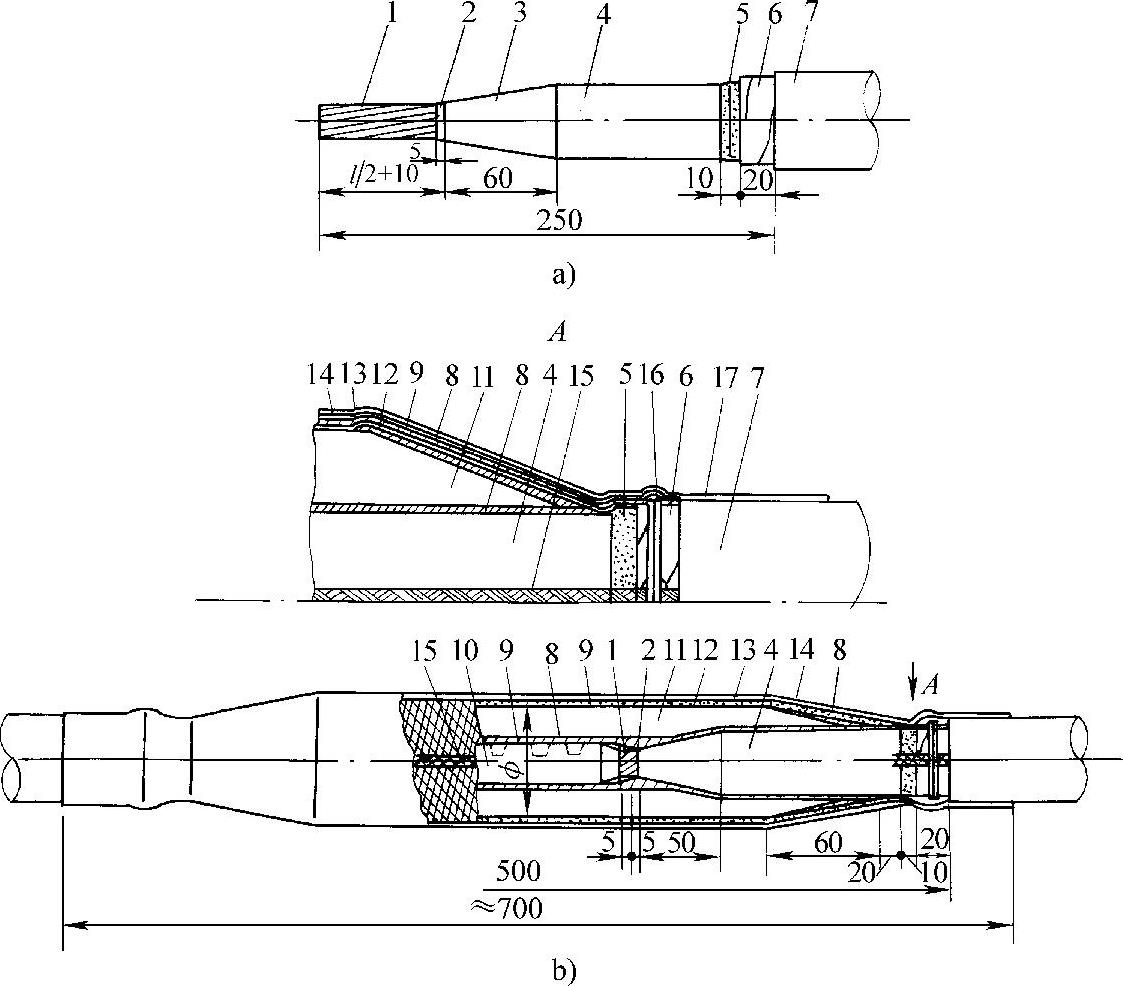
图14-2-39 35kV模塑式接头
1—导体 2—内半导电层 3—反应力锥 4—绝缘线芯 5—外半导电层 6—屏蔽铜带 7—外护层 8—乙丙橡胶带 9—半导电带 10—导体连接管 11—交联聚乙烯带 12—屏蔽铜丝网 13—PVC带 14—热缩护套管 15—接头过桥线 16—铜扎线 17—热熔胶
2)将屏蔽铜丝网和热缩护套管套在一端电缆上。
3)压接导体连接管之后应除去飞边和毛刺,清除金属屑。
4)进行预热去潮时,要安装加热模具,加热温度为120℃,保持1h,然后冷却至70℃以下,即可脱模。本道工序对提高接头电气性能有一定好处,但增加了施工时间。因此当电缆在制造、贮存和运输过程中严格控制,不使其受潮,施工时环境湿度又很低的情况下,免去本道工序是允许的。
5)用半导电带填平接头压坑,并包绕1~2层,使之圆整包,绕的半导电带应与电缆线芯内半导电带搭接,不可包到反应力锥绝缘上去。
6)用未硫化的乙丙橡胶带从一端电缆半导电层末端到另一端电缆半导电层末端沿电缆绝缘、反应力锥及导体连接管表面包绕两层,再将导体连接管和反应力锥处的凹陷部分包绕填平。(https://www.xing528.com)
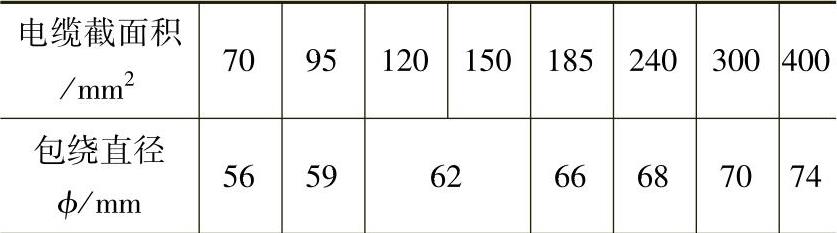
7)用辐照交联聚乙烯带从接头中心向两端各200mm(总长400mm)范围内半搭盖式来回包绕,两端包绕成60mm长的锥形,包绕后的直径可见表14-2-12。
表14-2-12 35kV模塑接头绝缘外径尺寸
8)在接头两端锥面上包绕2~3层未硫化的乙丙橡胶带。
9)以半搭盖式在整个接头表面包绕一层聚四氟乙烯带。
10)装好加热模具,接通电源进行加热。先从室温升到120℃,保持2h,然后升到150℃,保持1.5h,再逐渐升到165℃保持3h,即可切断电源。待冷却到70℃后,方可脱模。采用铝模(又称硬模),操作比较麻烦,每一截面电缆都需要一个模衬。瑞典卡勃顿公司和日本昭和公司采用耐热张力带拉伸绕包在接头表面,再加热,可达到硬模同样的效果,而不需要配置很多的随电缆截面而变化的模衬。模塑接头的加热温度和时间,各公司也有一些差异。加热温度不可过高过快,否则接头内外温差太大,造成外层过热烧焦,而内层温度还未达到规定要求。
11)脱模后拆除聚四氟乙烯带,用半导电带在接头表面半搭盖包绕两层,两端与电缆绝缘外半导电屏蔽层搭盖,也有用半导电交联聚乙烯带包绕,再进行一次模塑。
12)将铜屏蔽网移至接头中间位置,向两端拉伸,使其收缩紧贴在接头半导电层上,然后将过桥线(铜编织丝)沿着接头轴向平行的敷设在屏蔽铜网外面,两端用铜丝将过桥线与屏蔽铜网一起绑扎在电缆铜带上,并用锡焊焊牢。
13)安装热缩护套管时,要先在屏蔽铜网外绕包两层PVC带,将两端电缆外护层表面打毛,再将热缩护套管移到接头部位,用喷灯从中间向两端均匀加热收缩,若护套管两端内壁未预涂热熔胶时,需先在电缆外护套上绕包热熔胶带,再收缩热缩管。
14)当接头为直埋式敷设时,需加保护盒,一般用水泥保护盒或环氧玻璃钢保护盒(见本章2.2.3节和2.3.5节第4条)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。