



表14-1-14 围压模具规格及结构尺寸

注:表中括号内数字表示推荐的压接次数,T300及以上的可自行选择。
表14-1-15 部分进口液压钳型号及性能
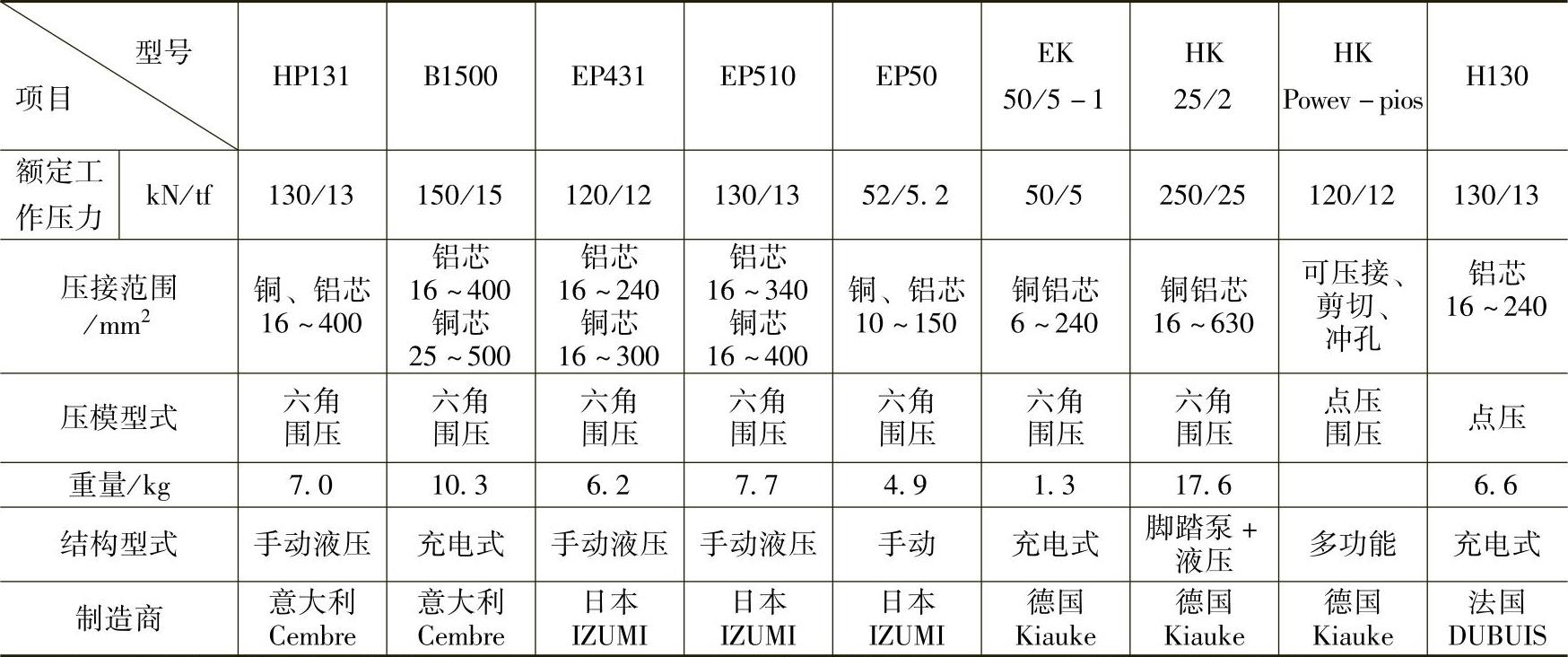
注:上述液压钳是当前实际应用品种,表14-1-10手动机械压钳及表14-1-12压接枪已基本停用。
1.准备阶段
1)检查、核对连接用的金具和压模的型号规格,它应与被连接的电缆导体标称截面积、导体结构种类(紧压或非紧压)及导体硬度相符。
2)剥除被连接电线电缆的端部绝缘,剥除绝缘的长度,如没有设计另行规定外,一般为连接管端头至截止坑或堵油栅的长度再加上5~10mm;对接线端子(线鼻子)剥去绝缘的长度即为接线端子圆筒部分导体所能插入的长度加上5~10mm。
3)铝连接管或端子圆筒内壁若没有预涂导电油脂,应先用蘸有干净汽油的棉布揩擦其内壁油污,再用金属砂纸擦去管内壁的氧化膜,随即均匀涂上一层薄薄的导电油脂。铜管内壁应有镀锡层,以后应严禁沾污内壁。
4)用鲤鱼钳将扇形导电线芯夹圆(圆形芯则不必),并用铜丝做扎线将导电线芯端头扎紧后锯齐锉平,然后用蘸有汽油的棉布擦洗导电线芯表面油污,用细钢丝刷进行表面刷芯。若是油纸电缆,应先解开导芯,擦净单根导线和间隙中的浸渍剂后再刷芯,最后涂上导电油脂。
5)将导电线芯插入连接管或端子圆筒内。电缆中间连接时,导电线芯插入至截止坑或连接管的中心部位,端子连接时,应充分插入到端子圆筒内。对于三芯电缆的中间连接,应先将一根电缆的三芯分别插好,然后,再将另一根电缆的三芯按相位对应分别插入连接管的另一端。
2.压接
1)压接顺序按图14-1-10所示进行。每道压痕位置的选择应按连接管或端子圆筒上标定的位置和表14-1-16的规定进行,局部压接的压坑轴向中心线或六角形整体压接中其内接圆对边的中心线均应在同一直线上。压接程度以上下模接触(指液压钳)或达到压钳规定的有效行程为准。每压完一个压痕,应停留10~15s,然后除去压力。压钳操作方法应按压钳生产厂压钳说明书规定的程序进行。
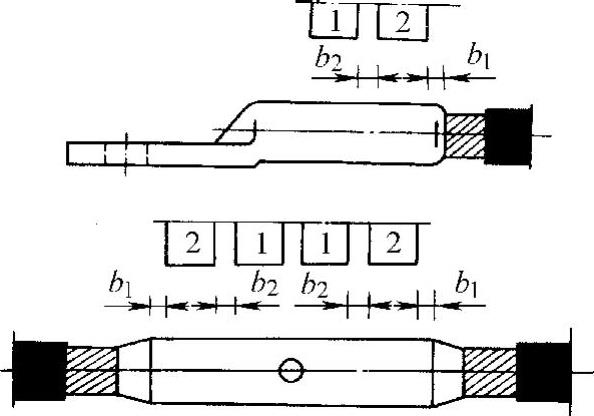
图14-1-10 压接连接时的压接顺序和压痕间距
2)压好后用细齿锉刀锉去压坑边缘及连接管端部因受压而翘起的棱角,并用砂纸打光,然后用蘸有汽油的棉布揩干净。对油浸纸绝缘电缆的导体连接接头用加热到120~130℃的电缆油冲洗,以除去潮气及污秽,然后再包绕接头处的绝缘。
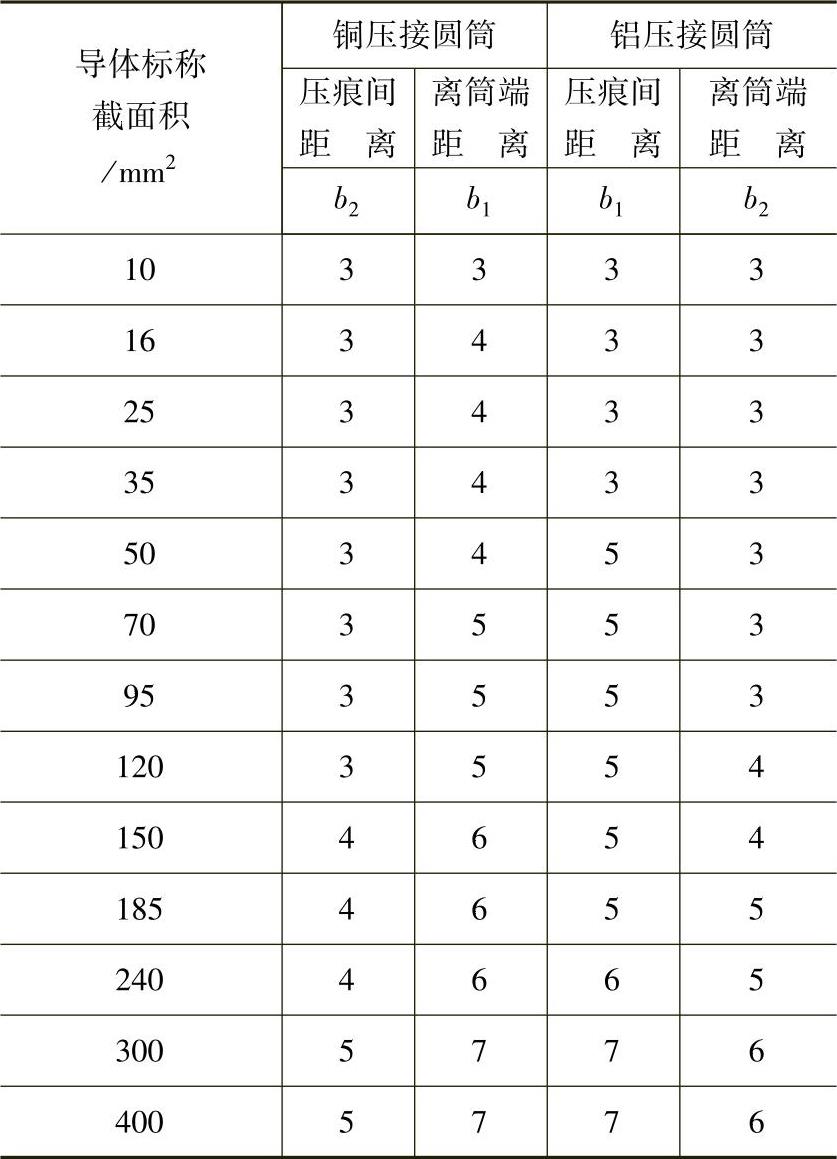
表14-1-16 压痕位置 (单位:mm)
3)对6kV及以上的电缆,若采用局部压接,其压接后应在连接管表面包一层金属化纸或两层铝箔,以消除因压坑引起电场畸变的作用,对于纸绝缘电缆应先用沥青绝缘胶(或环氧树脂)填实压坑,然后再绕包金属屏蔽。接线端子则可根据要求,不一定要填实压坑和包铝箔等。
3.压接后质量检查
1)压接部位表面应光滑,不应有裂纹和毛刺,所有边缘处不应有尖端。(https://www.xing528.com)
2)坑压的压坑深度应与阳模应有的压入部位高度一致,坑底部应平坦无损。
3)压接接头的电气和力学性能应符合GB/T 9327—2008的规定。
4.进口压接工具品种及特点
近十年来,国外电力电缆施工工具制造商制造的多种电缆压接工具已经进入我国市场。目前各地供电公司所使用的压接工具大部分为进口产品。
1)进口压接钳的品种:进口压接钳的主要品种比较多,包括手动机械压接钳、电动机械压接钳、可充电机械压接钳;手动液压钳、电动液压钳、钳头与液压泵分离型液压钳(手动及脚踏式);多功能压接钳、可充电并可更换钳头式压接钳。
2)使用进口压接钳应该注意的事项:进口压接钳加工质量比较稳定,使用比较方便,从而得到广大用户的采用。但是有两个问题必须引起重视。
a)进口压钳的模具宽度与我国相关标准规定不一致(见表14-1-17),与表14-1-14围压模具规格及结构尺寸不相同。
表14-1-17 围压模宽度尺寸比较

b)进口机械压钳与充电式压钳模具宽度也不相同(进口充电式压钳模具宽度比较窄)。
在使用进口机械式压接钳时可以按照图14-1-10的规定进行,在使用充电式压钳压接185mm2及以上截面积的产品时应该增加一道压接次数,如图14-1-11所示。
3)使用数量较多的进口压接钳实物图片,如图14-1-12所示。
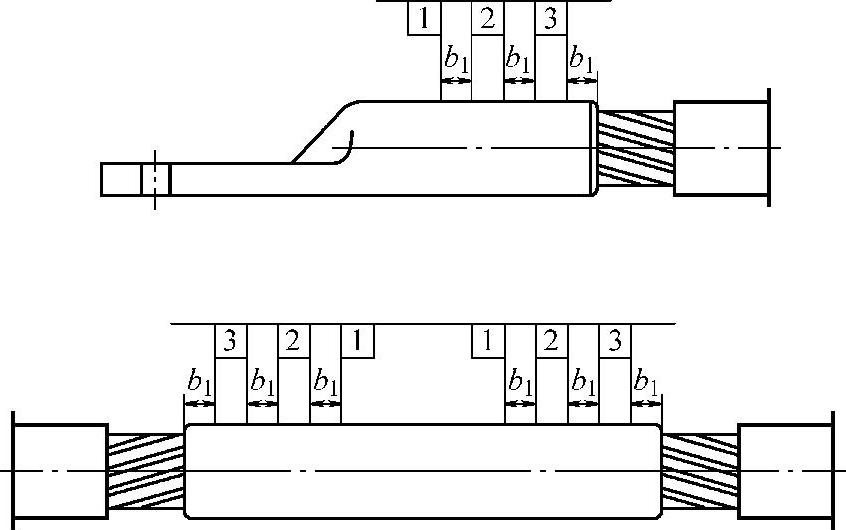
图14-1-11 进口压钳压接示意图

图14-1-12 使用数量较多的进口压接钳
a)德国Kiauke多功能德国KiaukeEK50 b)意大利CembreHP131 c)意大利CembreHP1500 d)日本IZUMI EP431
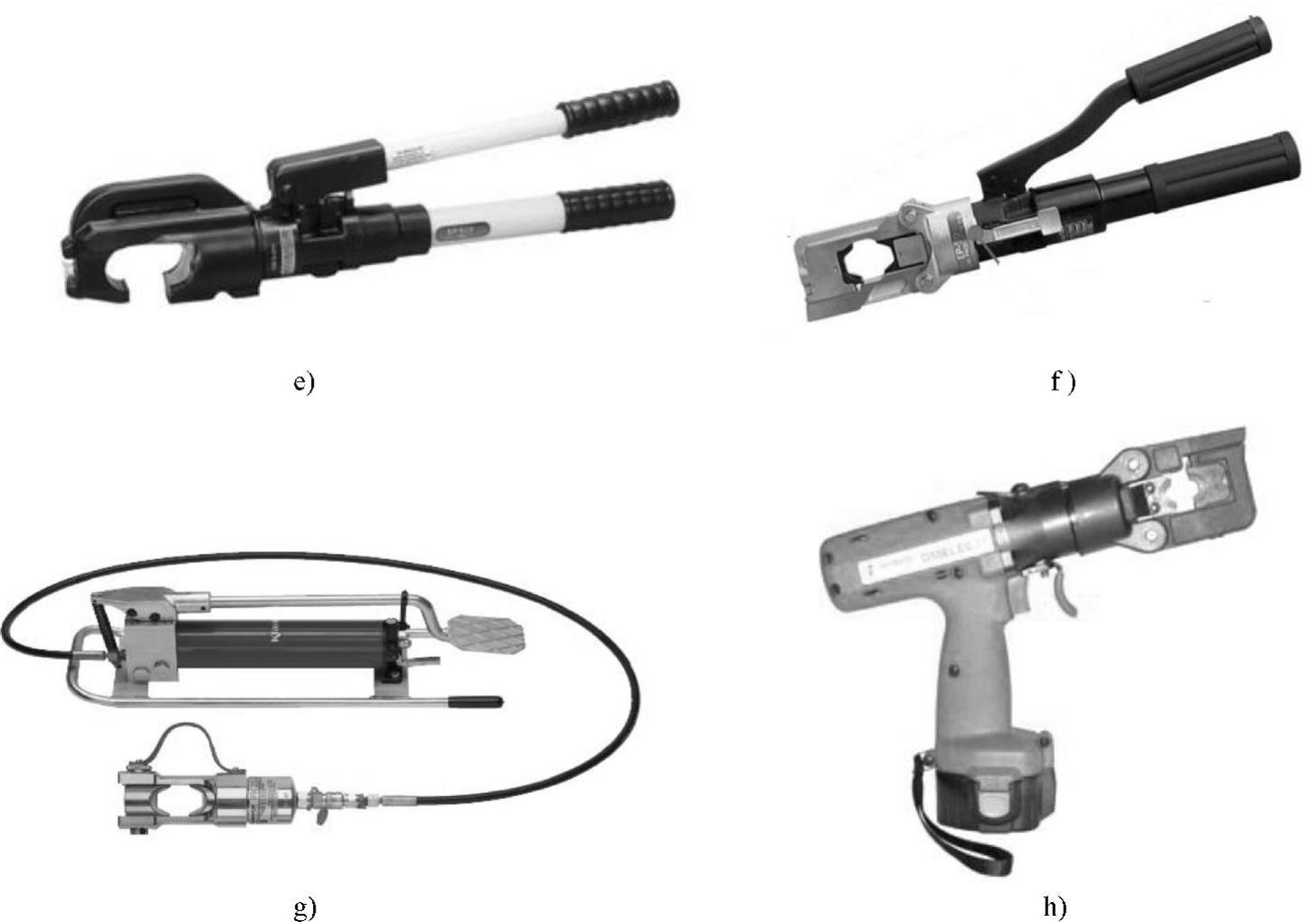
图14-1-12 使用数量较多的进口压接钳(续)
e)日本IZUMI EP510 f)日本IZUMI EP50 g)德国Kiauke脚踏泵+液压 h)法国DUBUIS充电式D55
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。