



1.磨耗要求
铜接触线磨耗要求见表13-4-2;钢铝接触线要求见表13-4-3。
2.磨耗测量与换算
利用游标卡尺或螺旋千分卡尺测出接触线的垂直剩余高度,并对照换算表来确定磨耗面积。游标卡尺的准确度要求为0.02mm,螺旋千分卡尺的准确度要求为0.01mm。
四种接触线磨耗换算表分别见表13-4-4~表13-4-7。
3.补强
铜接触线电气补强时,即将相当长度的相同标称截面积的铜接触线作补强线,用补强线类与磨耗超限的本线并接在一起,补强线应处于工作状态,即应与电力机车受电弓接触,而使磨耗超限的本线脱离接触。补强线安装示意图如图13-4-24所示。
钢铝接触线的铝截面积部分损伤需要电气补强时,应采用截面积不小于95mm2的硬铝绞线,用钢铝接触线电连接线夹夹在需要进行补强部分的两端,补强线不得与受电弓接触,安装示意图如图13-4-25所示。
当接触线磨耗超限采用补偿措施不能满足要求时,如果磨耗长度较长,通常采取更换部分导线的办法,如果磨耗只是局部,长度较短,可采用将磨耗严重处切断,重做接头。
表13-4-2 铜接触线磨耗要求
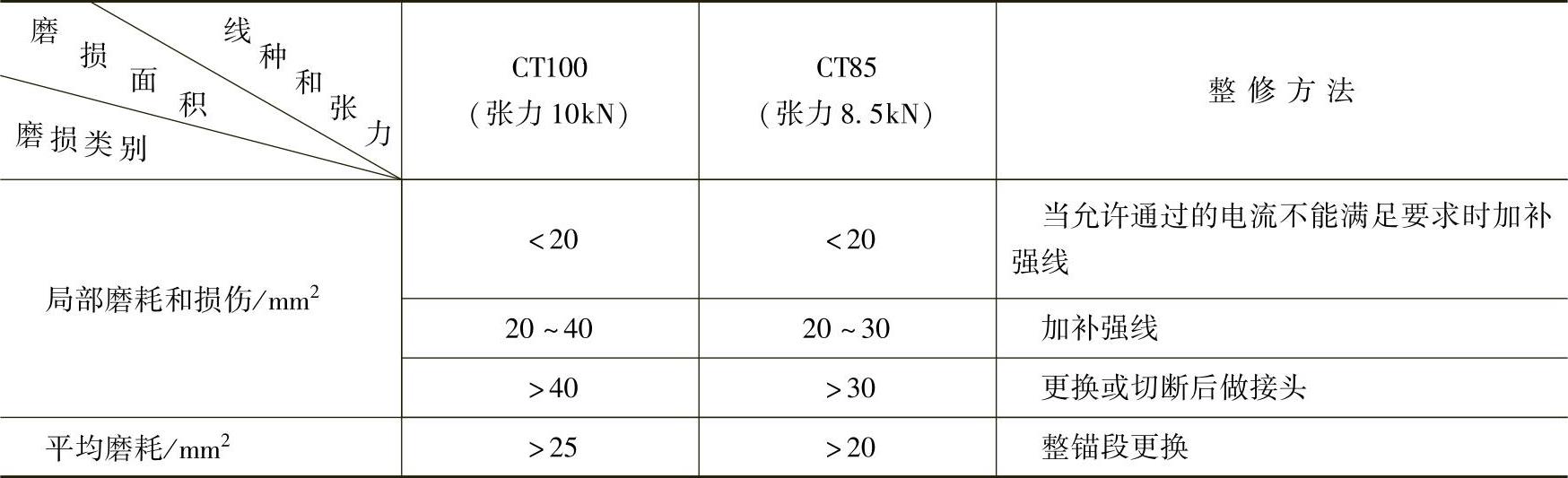
注:加电气补强线时,要使补强线处于工作状态,即与受电弓接触。
表13-4-3 钢铝接触线磨耗要求
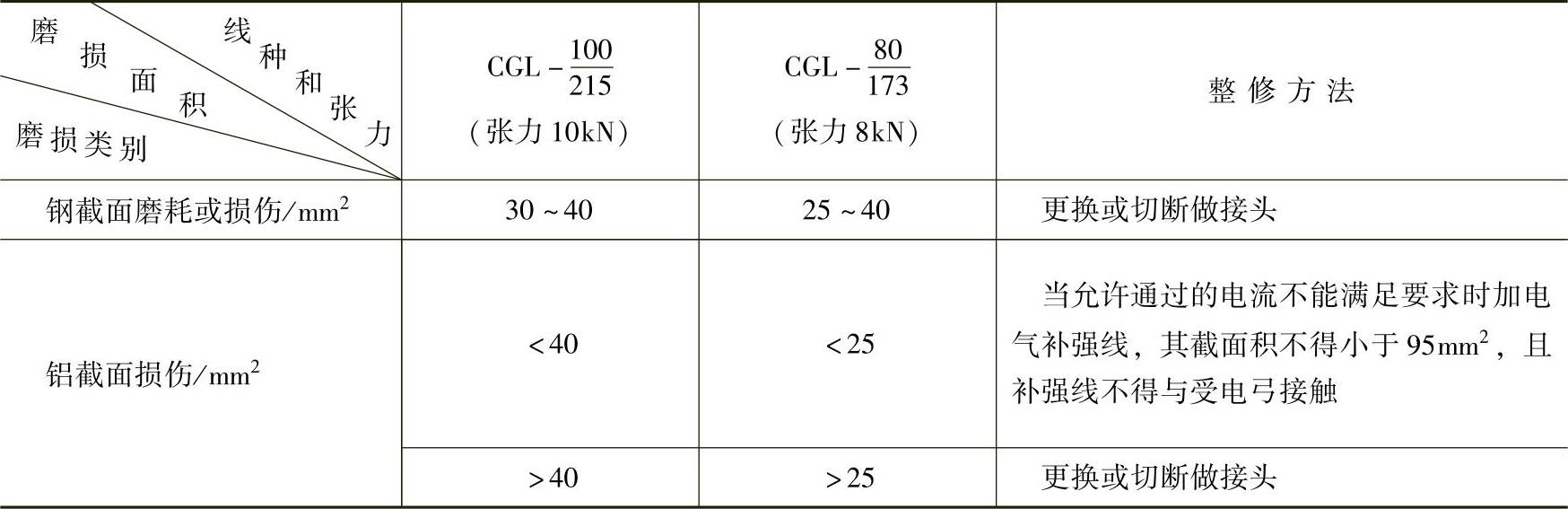
注:钢铝接触线磨耗或损伤使受电弓与铝面接触时,应更换或切断做接头。
表13-4-4 CT-85接触线磨耗换算表 (单位:%)
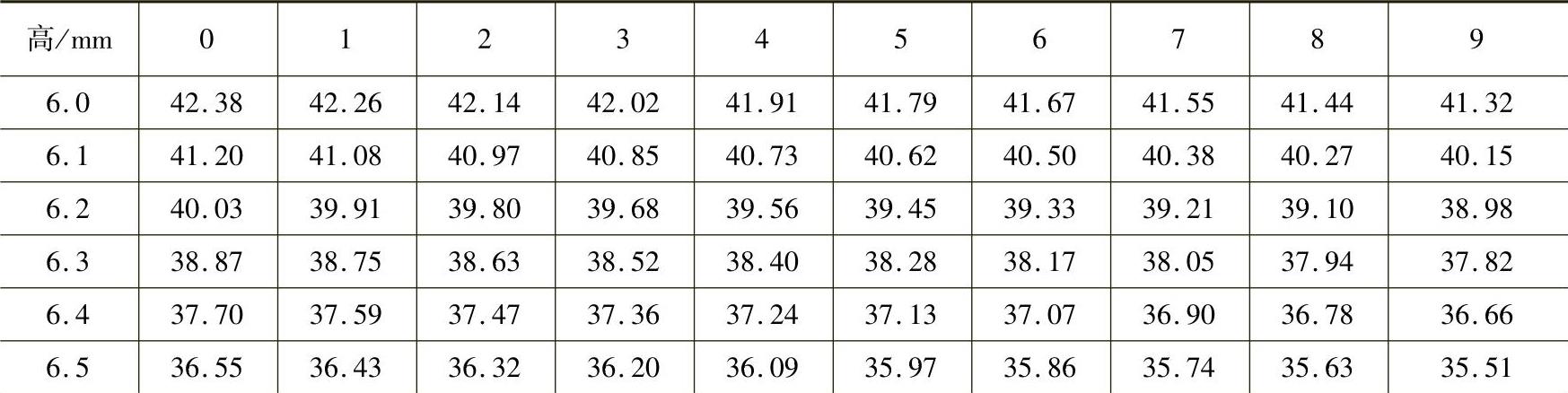
(续)
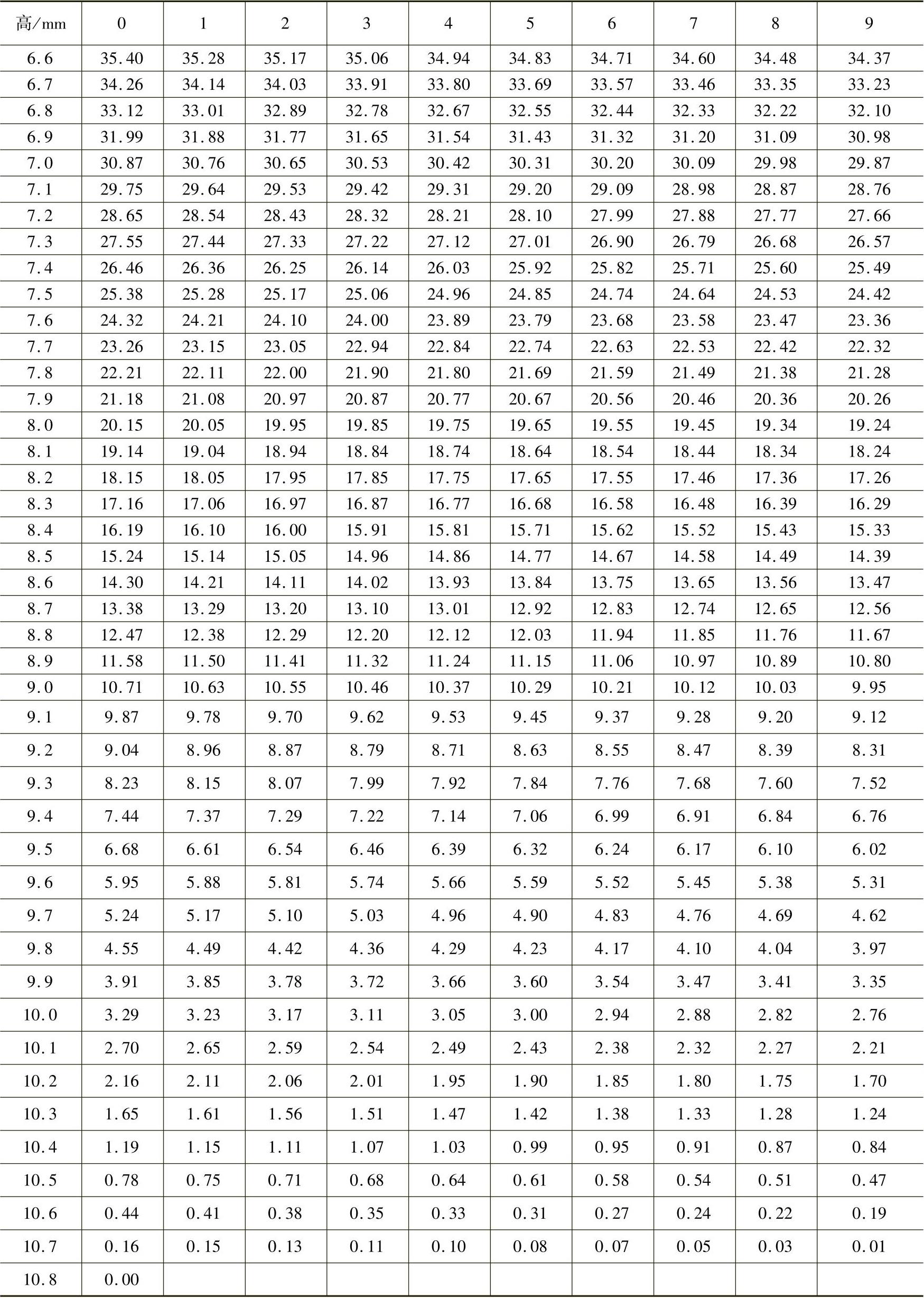
表13-4-5 CT-100接触线磨耗换算表 (单位:%)
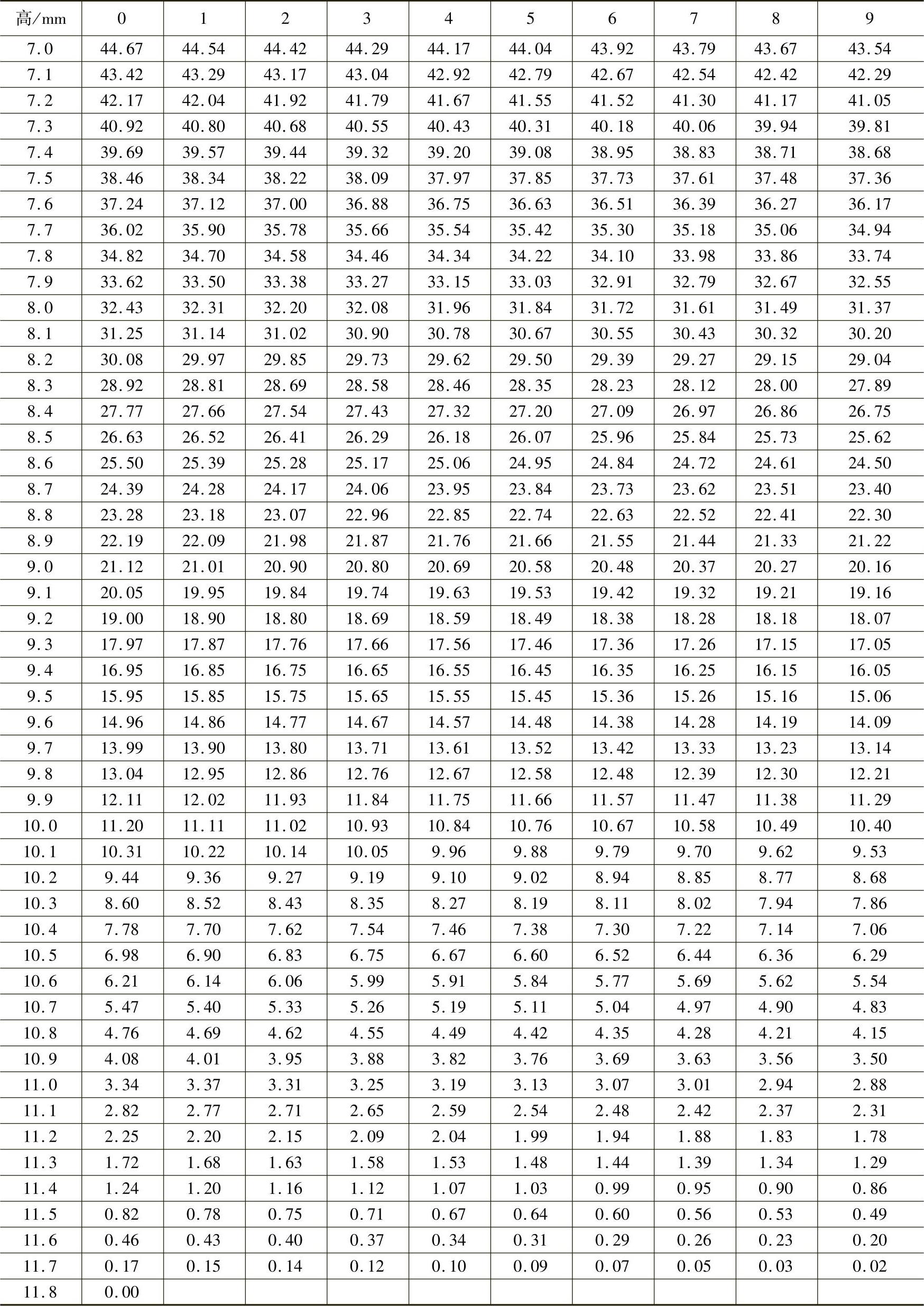
表13-4-6 CGL 80/173钢铝接触线磨耗换算表
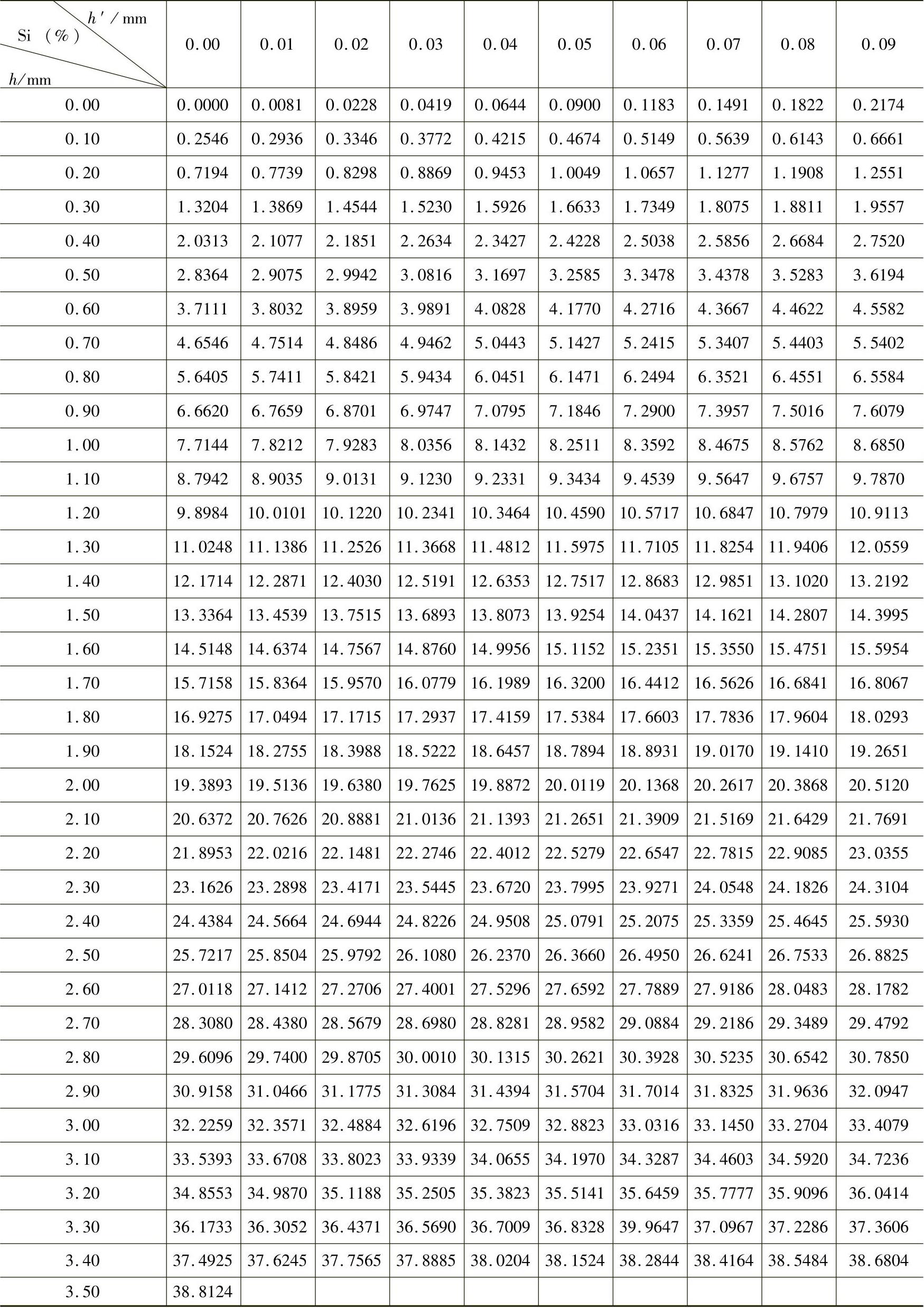 (https://www.xing528.com)
(https://www.xing528.com)
表13-4-7 CGL 100/215钢铝接触线磨耗换算表
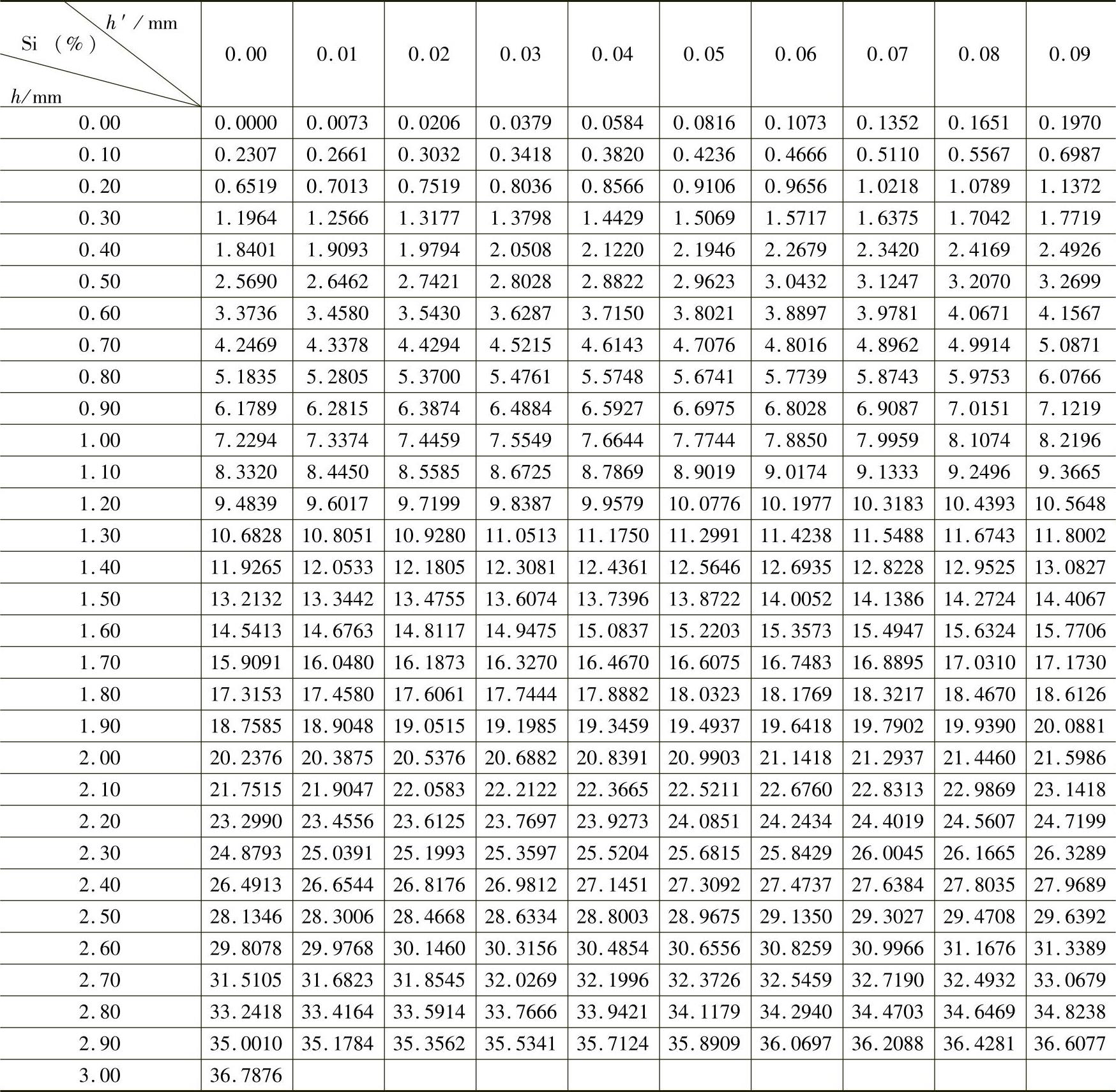
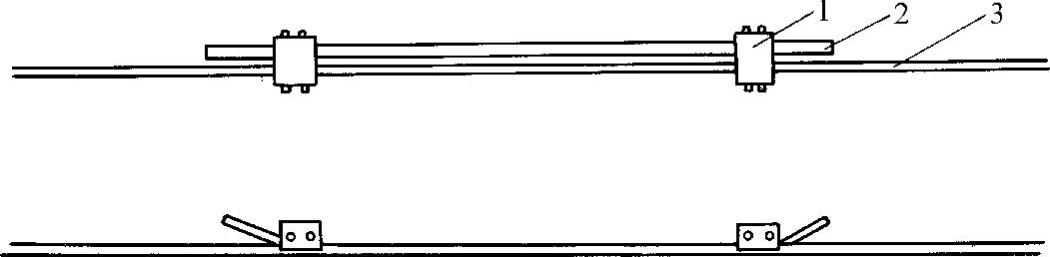
图13-4-24 铜接触线电气补强安装示意图
1—补强线夹 2—补强线段 3—接触线本体

图13-4-25 钢铝接触线电气补强安装示意图
1—电气连接线夹 2—补强绞线 3—铝面损伤部分 4—接触线本体
4.校正
接触线截面不正,产生偏磨,可用如图13-4-26所示的校正扳手进行校正。
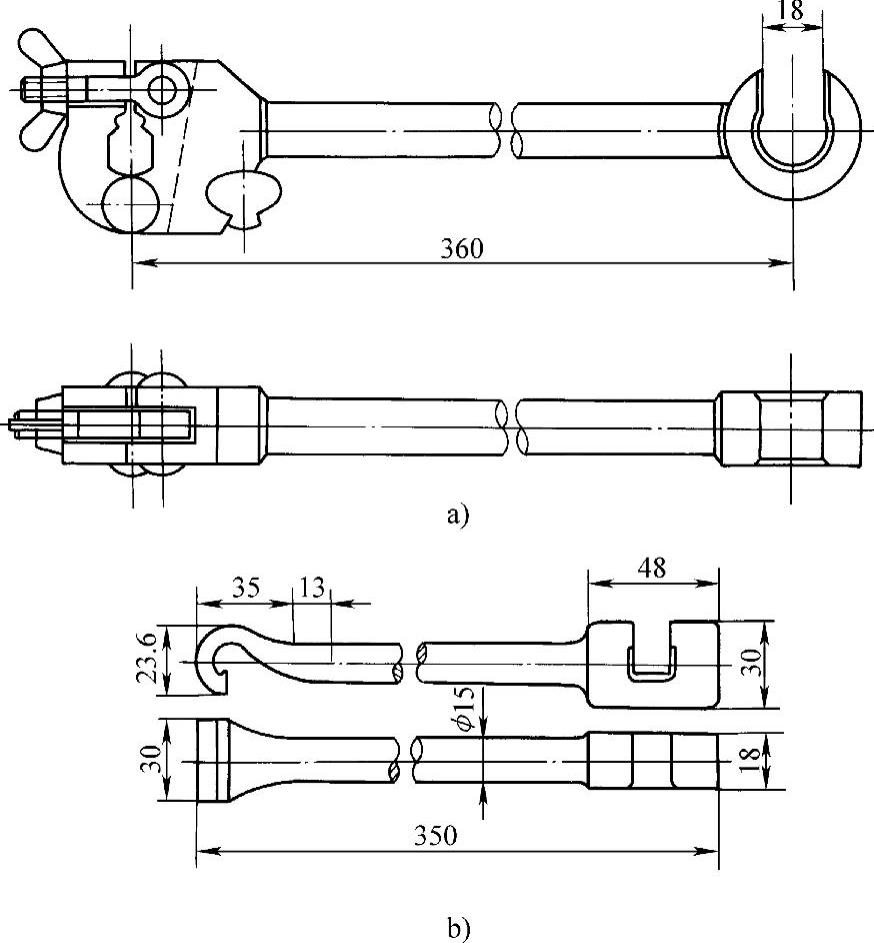
图13-4-26 接触线校正扳手
a)适用于钢铝接触线的校正扳手 b)适用于铜接触线的校正扳手
接触线在垂直方向或水平方向发生扭曲时,容易产生加重局部磨耗,应予以校正。铜接触线材质较软,可用硬木垫在扭曲处,用硬质木槌敲平。钢铝接触线较硬,通常用直弯器来校正。直弯器外形如图13-4-27所示。
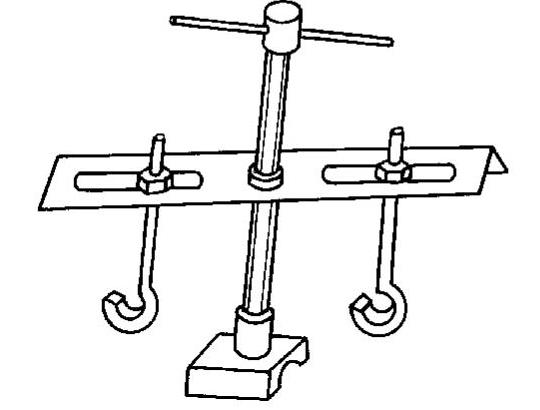
图13-4-27 钢铝接触线用直弯器
5.受电弓滑板的配合选用
不同材质的接触线应采用不同材质的受电弓滑板,以便两者之间的磨耗相适应。
碳滑板具有良好的自润滑性、摩擦系数小、抗磨性能好,适用于铜接触线。国产碳滑板型号为C21,适用于干线电力机车。
钢铝接触线由于工作面为耐大气腐蚀好的磷铜稀土钢,硬度较大,且在生产过程中表面易产生毛刺,运行中也容易生锈,不适于使用碳滑板。目前多采用钢滑板,即采用普通碳素钢带(A3型扁钢)。
粉末冶金滑板主要以铜粉或铁粉作为基体,再加以适量的金属及非金属粉末经压制烧结而成。滑板经润滑油浸渍,有利于减小磨耗。铜接触线宜采用铜基粉末冶金滑板。钢铝接触线宜采用铁基粉末冶金滑板。为减少磨耗,目前广泛采用粉末冶金滑板加装固体润滑剂形式。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。