



图5-18所示为异形轴阀芯,是用在热轧带钢机上的高压进水口的阀芯,外形由两个方程曲线及圆锥螺纹构成,尺寸要求较高,材质为20MnMoNb。毛坯为锻件,外形尺寸为φ80mm×160mm。试制订加工工艺方案,并用华中HNC-21M数控系统指令格式编制零件的加工程序。
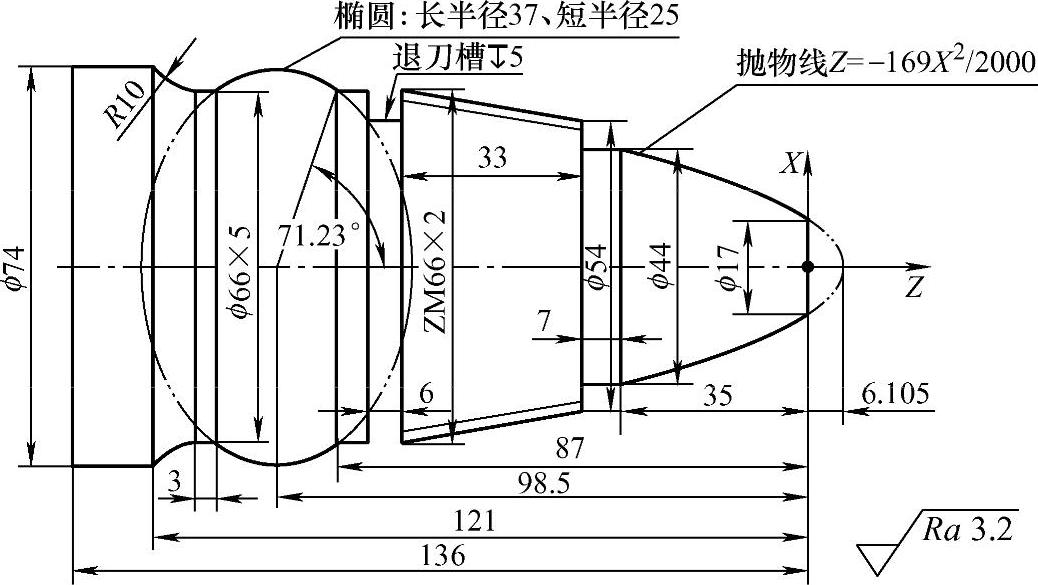
图5-18 异形轴阀芯
1.工艺分析
1)加工工艺路线 采取粗车与精车方式,粗加工调固定循环。
2)工件装夹方案 该零件毛坯是φ80mm×160mm的棒料。分粗、精加工两步完成。采用通用自定心卡盘“一夹一顶”方式装夹。根据零件的尺寸标注特点及基准统一的原则,编程原点选择零件左端面。
(3)选择刀具 加工此零件所用车刀如下:T01号端面车刀、T02号75°外圆车刀、T03号93°外圆车刀、T04号60°外圆车刀、T05号55°螺纹车刀。
刀具材料:粗加工,材料为WAP10;精加工,材料为WAK10。
刀片选择:粗加工,选择DNMG 110408-NM7;精加工,选择DNMG 110408-NS4。
(4)确定切削用量 根据粗加工背吃刀量为3mm,进给量为0.4mm/r,选择负型刀片NM7槽型,切削速度为320m/min;根据精加工背吃刀量为0.5mm,进给量为0.1mm/r,选择正型刀片NS4槽型,选择切削速度为400m/min。
2.零件粗加工工艺与程序
用自定心卡盘夹工件一头,粗车端面及外圆,外圆按φ74mm粗车,表面粗糙度Ra值按3.2μm控制。考虑工件一次装夹完成全部加工,留有夹头与切断量,端面见光即可,保证总长在156~158mm。打中心孔,上顶尖,对A、B两个区域进行粗加工,如图5-19所示,图中涂黑部分就是精加工的余量。

图5-19 粗加工固定循环(https://www.xing528.com)
1)粗加工程序 程序如下
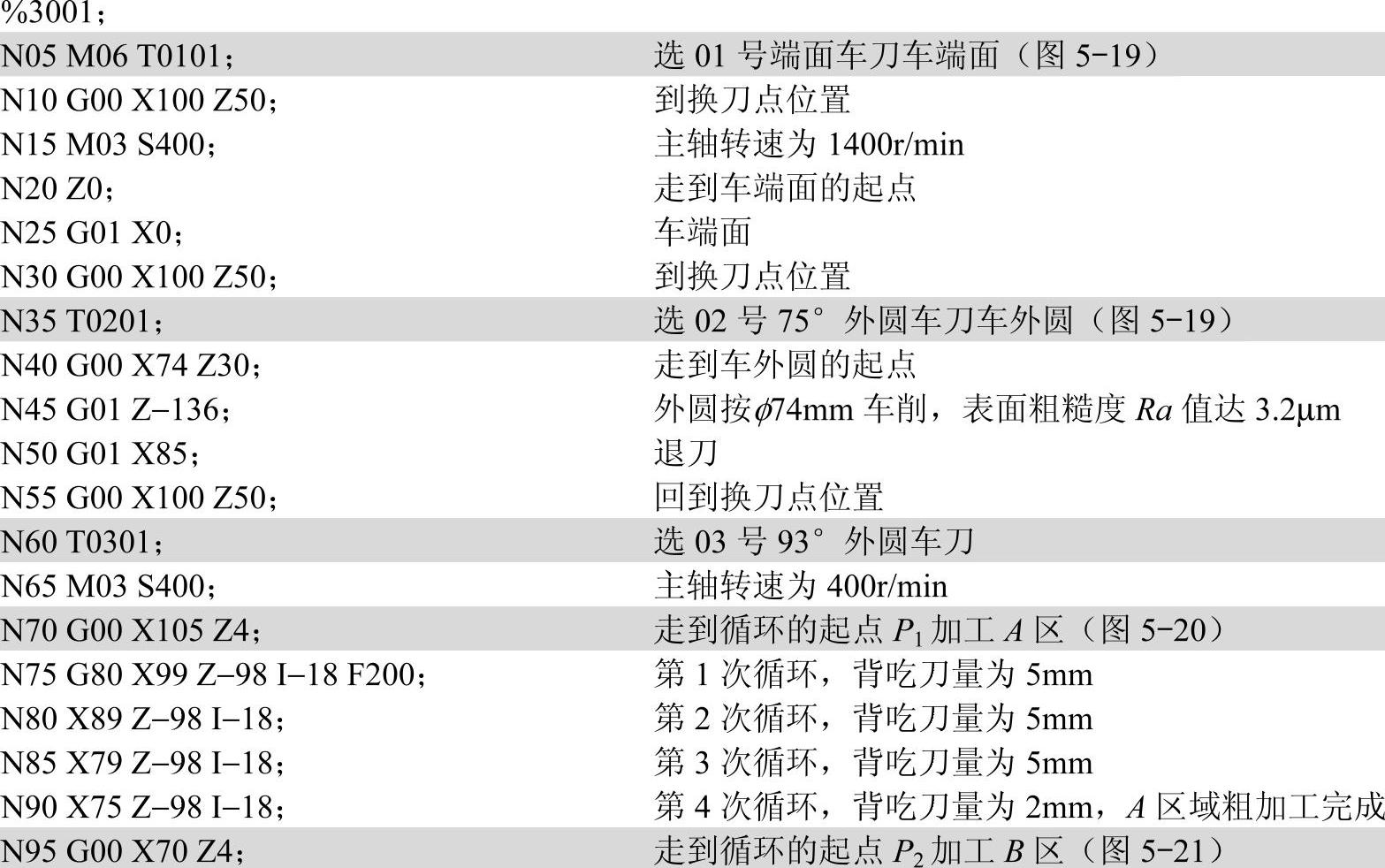


图5-20 A区域粗加工固定循环进给路线及坐标

图5-21 B区域进给路线及坐标
(2)精加工程序 程序如下:
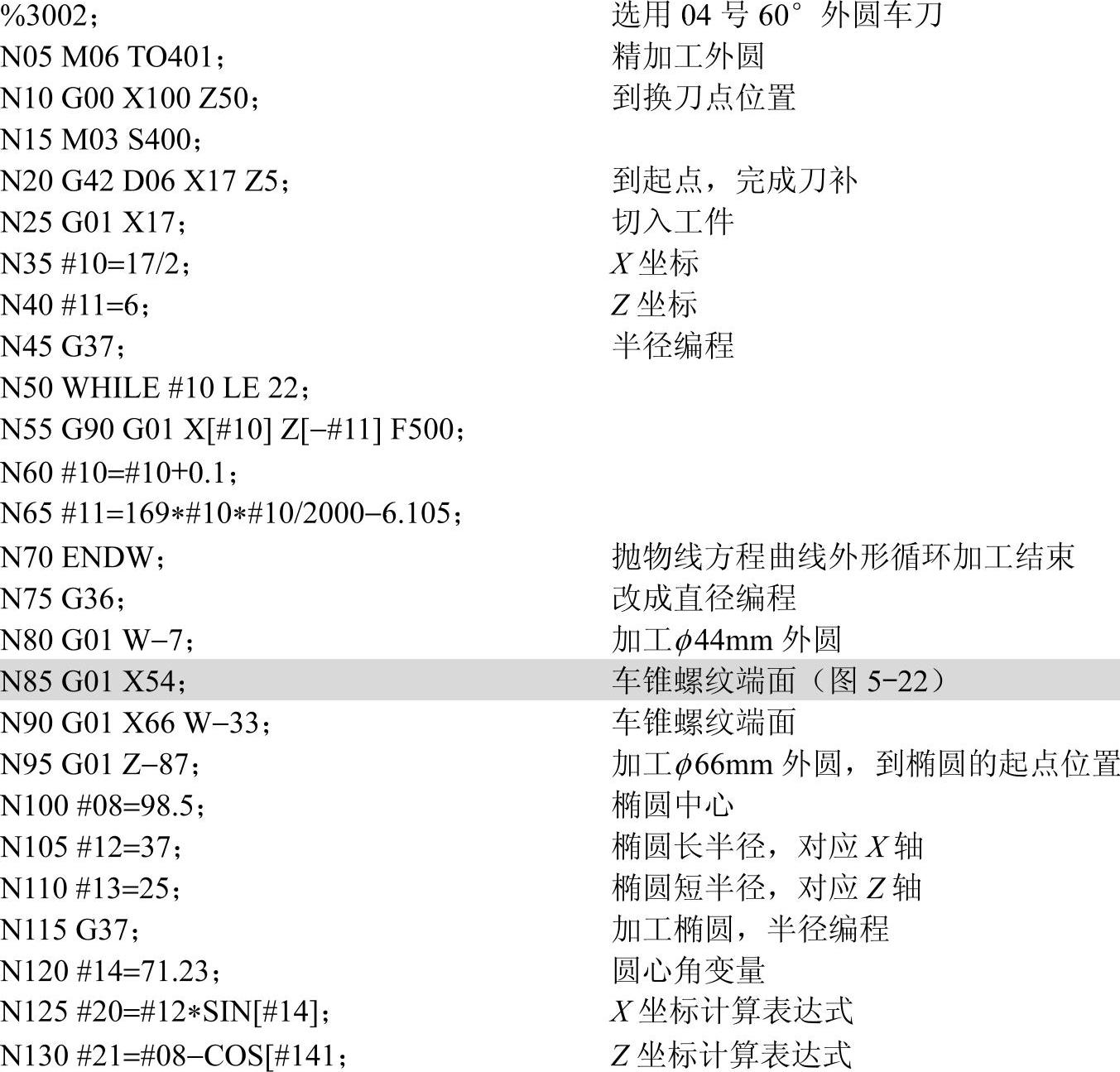


图5-22 锥螺纹加工循环
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。