



图5-16所示为冷冲压金属模具,模具上面分布着三个冲压凸台及三个孔,材质为40CrMoV2。毛坯为锻件,外形尺寸为200mm×200mm×35mm,已加工到尺寸,且表面粗糙度Ra值已达3.2μm。试制订加工工艺方案,并用华中HNC-21M数控系统指令格式编制零件的加工程序。
1.工艺分析
(1)加工工艺路线 采取粗加工、半精加工及精加工方式,粗加工、半精加工手动进行
(2)工件装夹方案 毛坯铣削完毕后,在铣床工作台上放上专用夹具,找正专用夹具水平及高度,在专用夹具中放上垫块,垫块厚度以保证工件露出夹具表面不少于10mm为准,同时垫块的位置还要避开三个φ31mm孔的位置。工件装夹之前用百分表检测垫块表面的平面度,然后再放上工件,利用木锤或铜棒敲击工件,使平行垫块不能移动后,再夹紧工件。找正工件X轴、Y轴零点位于工件对称中心位置。工件上表面为执行刀具长度补偿后的Z零点表面。工件最窄外宽度为13mm,因此选用的刀具直径不得大于φ13mm。
(3)刀具选择 粗加工及半精加工主要是去掉大部分加工余量,要选用较大直径的刀具粗加工时3点处的窄槽不加工,采用MDI方式。注意不要伤及1点处。精加工只是针对三个冲压凸台及三个孔。
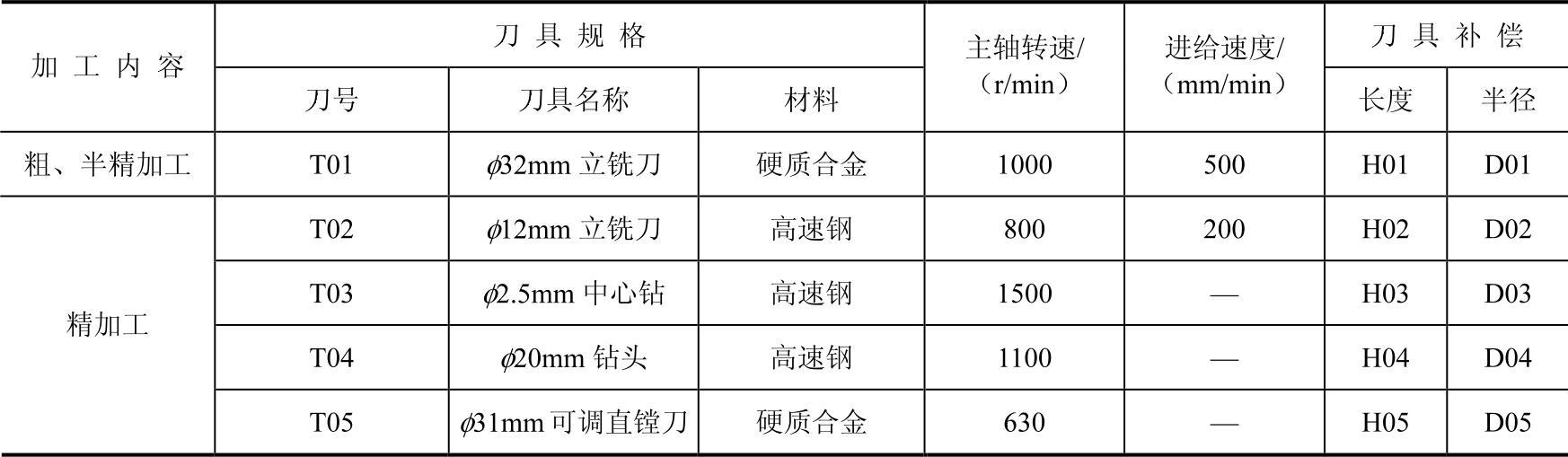
2.刀具及参数
刀具及切削参数见表5-2。
表5-2 刀具及切削参数
3.数学计算
坐标值计算结果见表5-3。
表5-3 坐标值计算结果(单位:mm)

4.编制程序
(1)子程序部分
加工“月牙台”方法一:(https://www.xing528.com)


加工“腰形台”方法一:
上述子程序的共同特点是:以工件中心位置(X0,Y0)作为子程序的起点和终点,编程及对刀均很方便。仔细分析一下,就会发现存在的问题,那就是工件中部出现了多次重复加工,其结果是出现“刀花或刀痕”等波纹现象,表面质量差,严重影响工件质量,这种情况应该避免。因此将上述子程序的进给轨迹进行重新设计,改进后的加工轨迹如图5-17所示,改进后子程序如下:
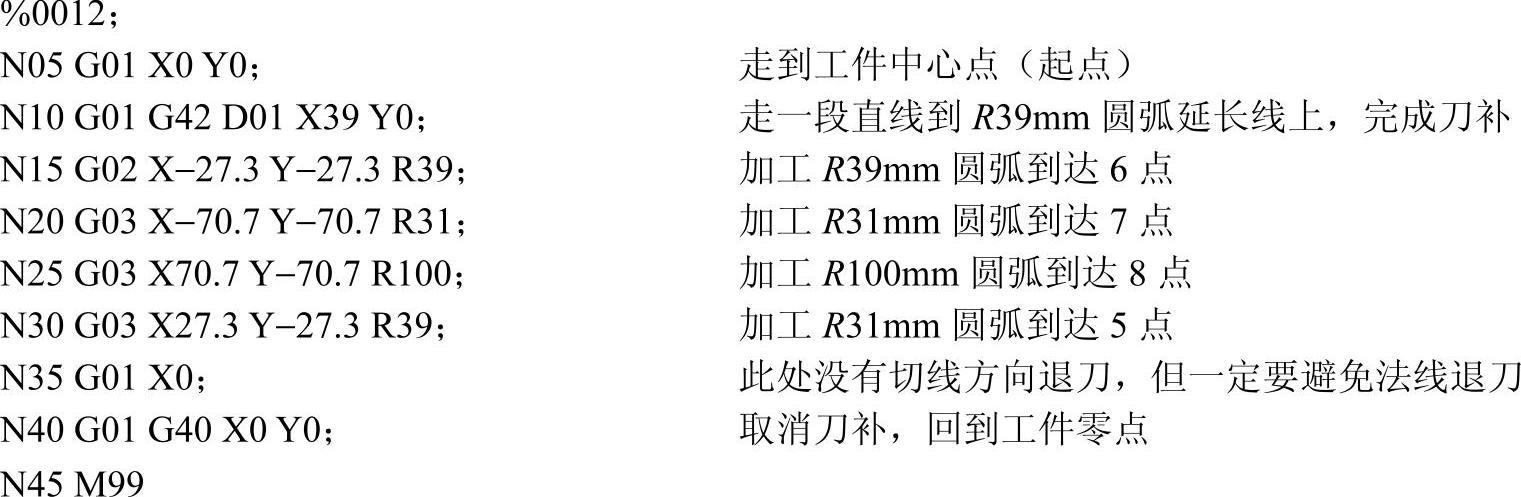
加工“月牙台”方法二:
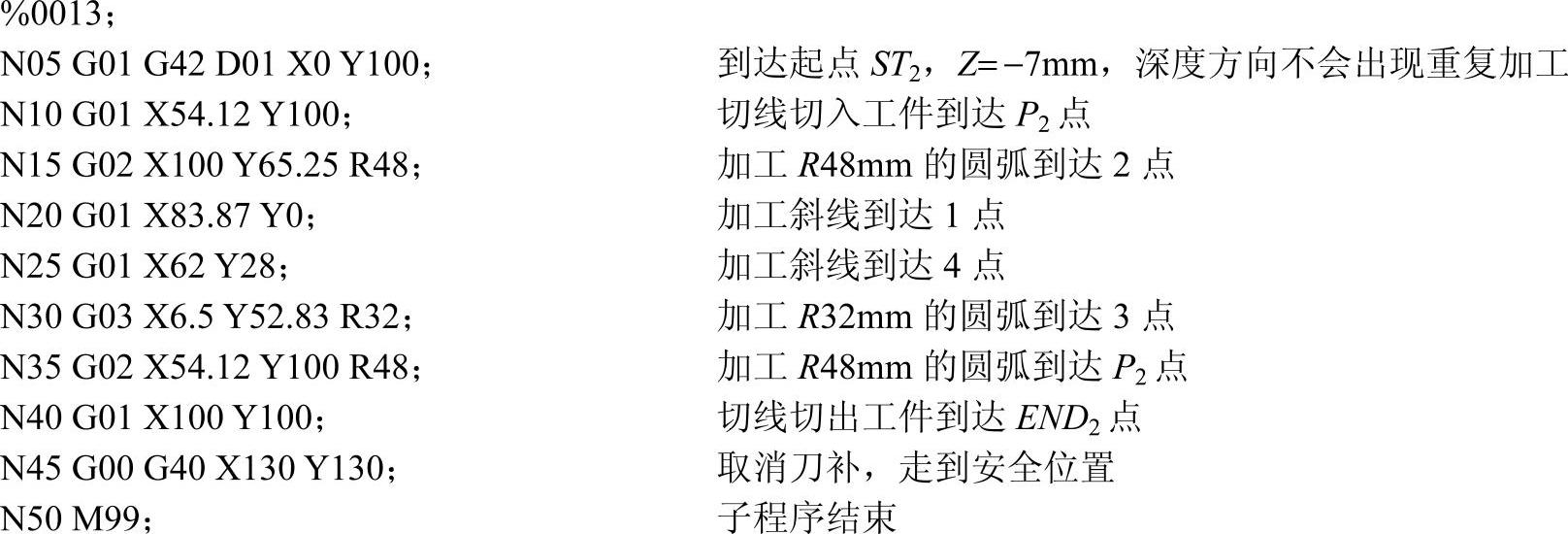
加工“腰形台”方法二:
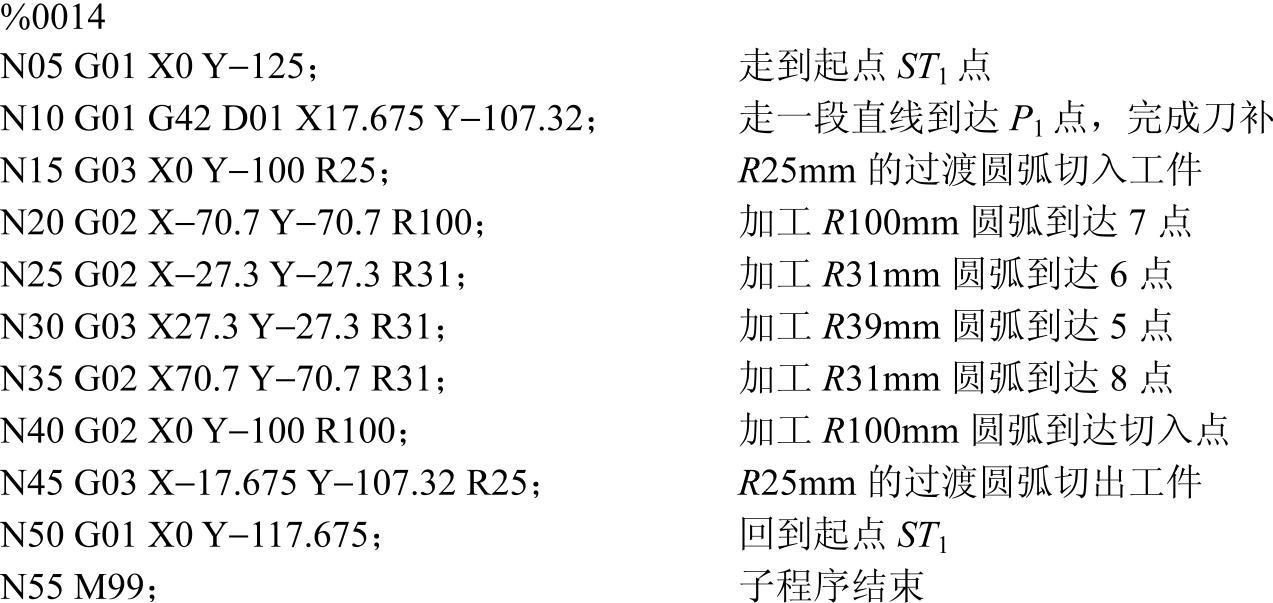
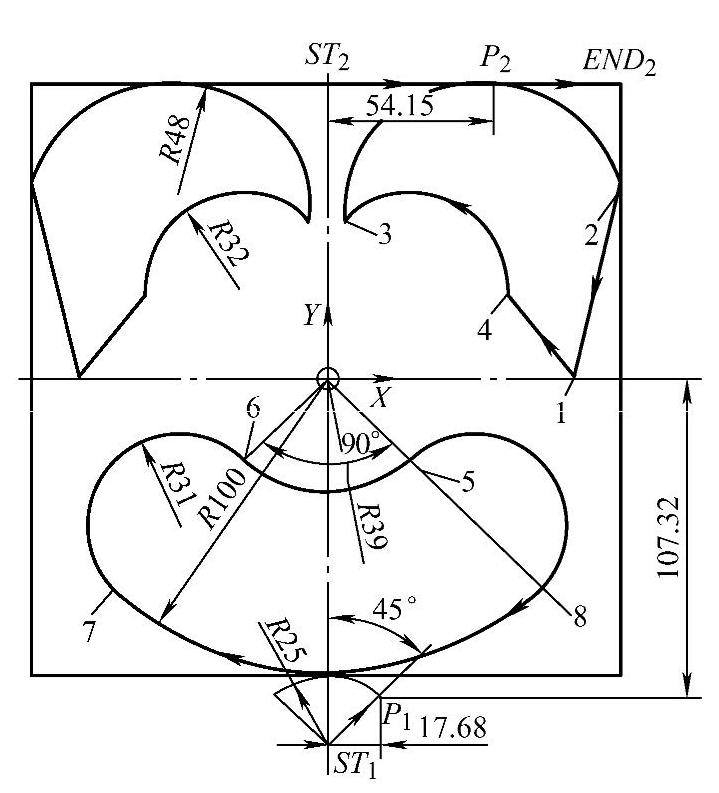
图5-17 改进后的加工轨迹
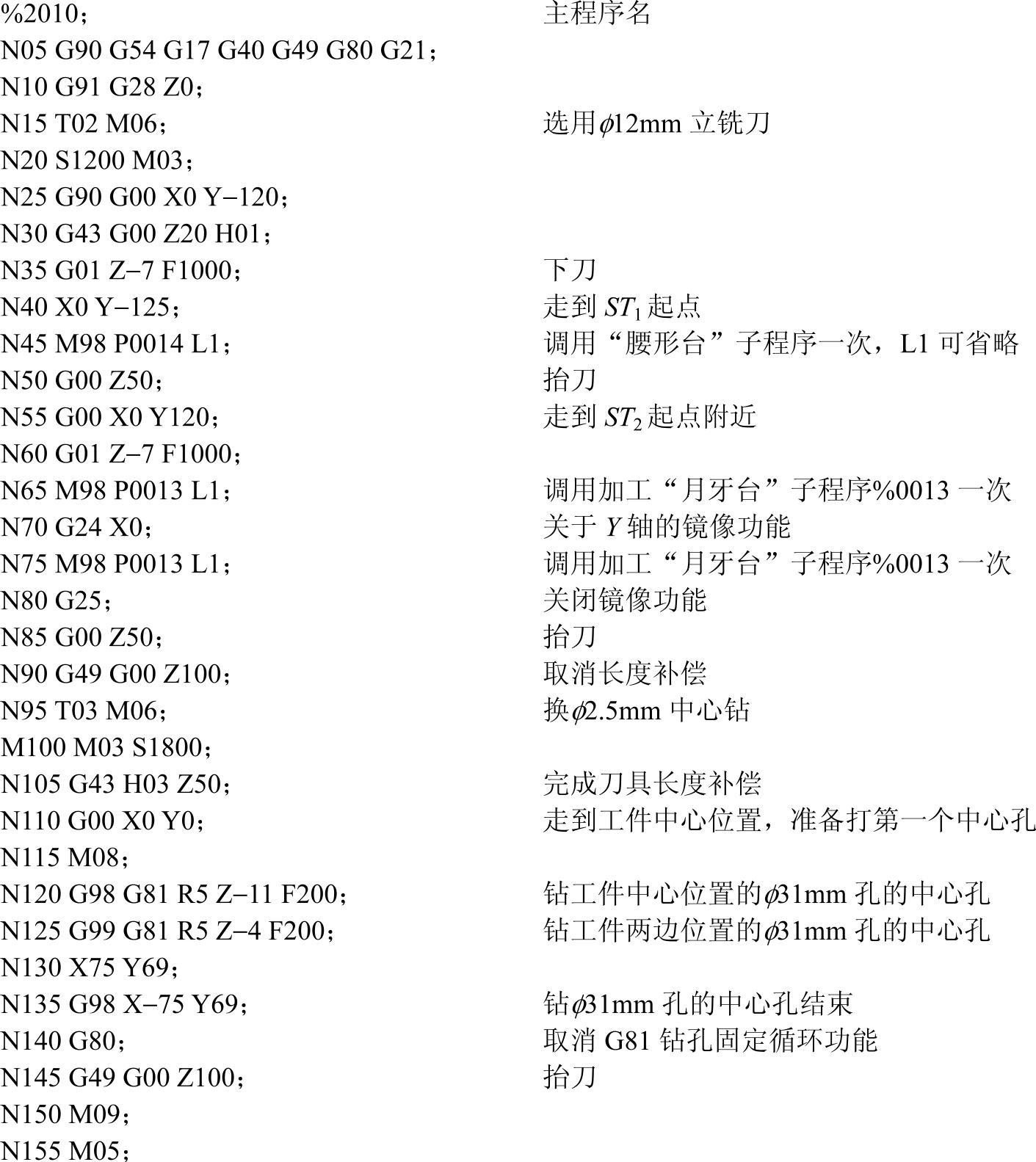
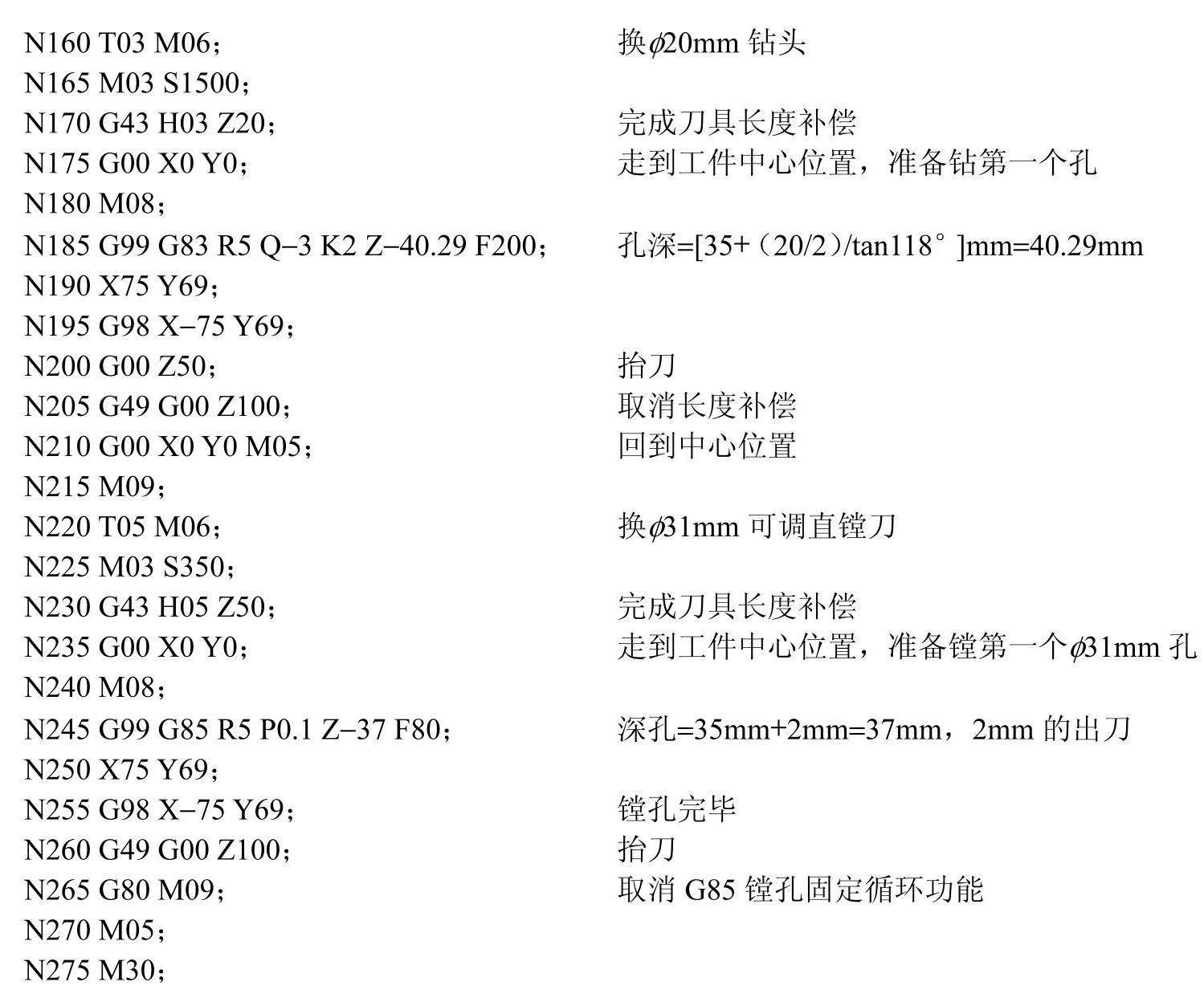
(2)主程序部分(图5-17)程序如下:
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。