



图5-11所示的复合零件由菱形台、凸台、鸟岛及孔构成,除底面及200mm×200mm正方形已加工好之外,其余均要加工,工件上表面留有2mm的加工余量,材料为45钢,在带有FAGOR数控系统的立式铣床上加工,试编写加工程序。
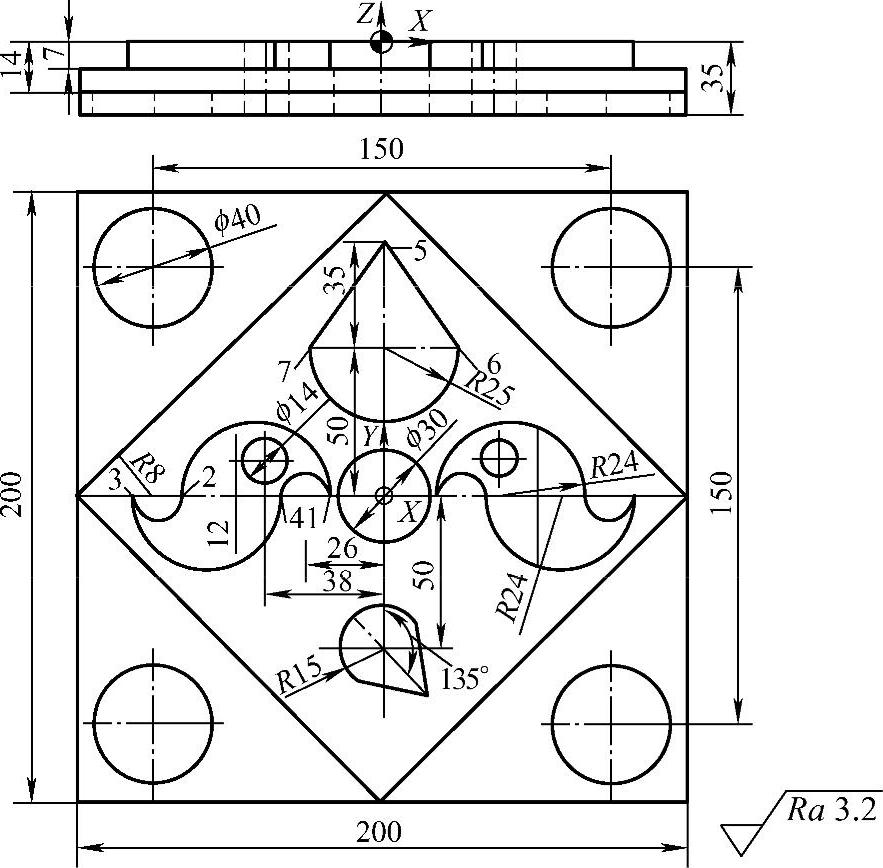
图5-11 复合零件
1.工艺分析
(1)技术要求 毛坯四周、底面、顶面已预先加工,可以作为加工基准。
(2)装夹定位的确定 采用机用虎钳装夹。
(3)加工刀具的确定 精铣上表面用φ80mm面铣刀(NOVEX−F 201°负前角面铣刀),铣菱形台轮廓用φ80mm面铣刀,铣凸台、鸟岛用φ12mm的立铣刀,用φ2.5mm中心钻定出全部孔的位置,两个小孔的加工用φ13.8mm钻头钻削、φ14H7mm铰刀铰削,φ30mm孔直接钻出,4个大孔用φ32mm的键槽铣刀采用螺旋铣固定循环加工。
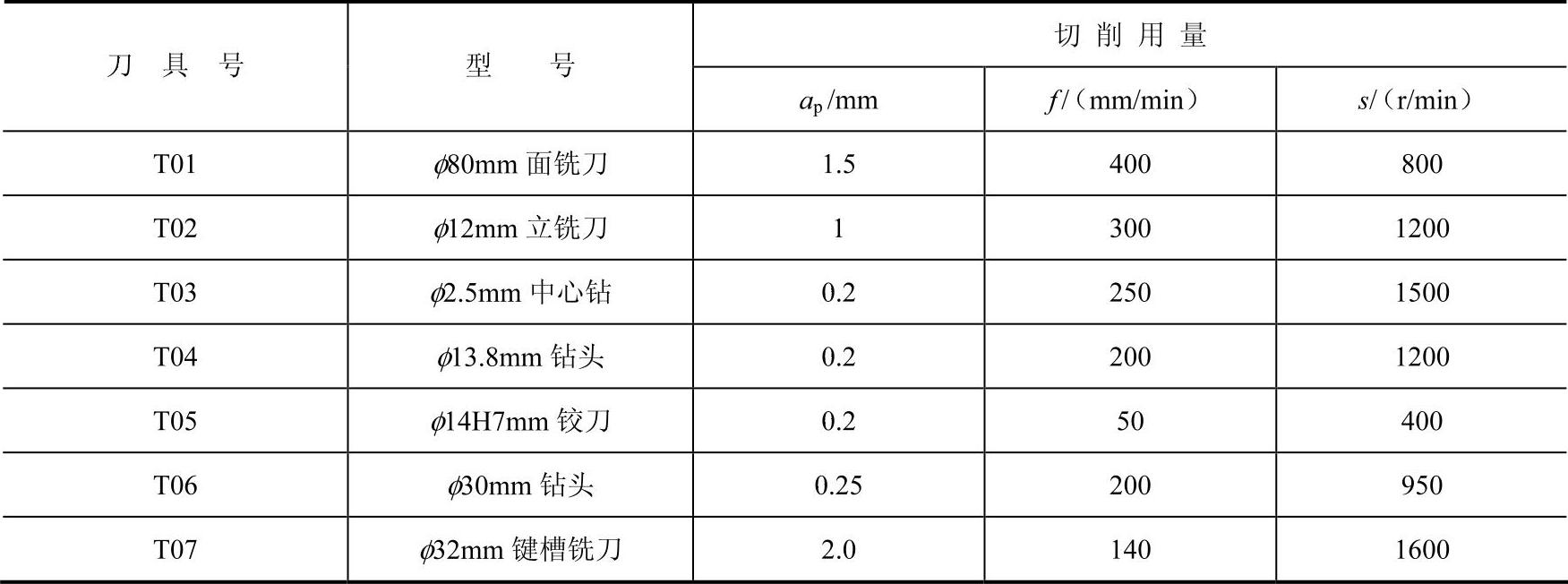
(4)刀具与切削用量 刀具与切削用量见表5-1。
表5-1 刀具与切削用量
2.编制程序
(1)顶面铣削加工程序(采用单向铣平面,如图5-12所示)程序如下:
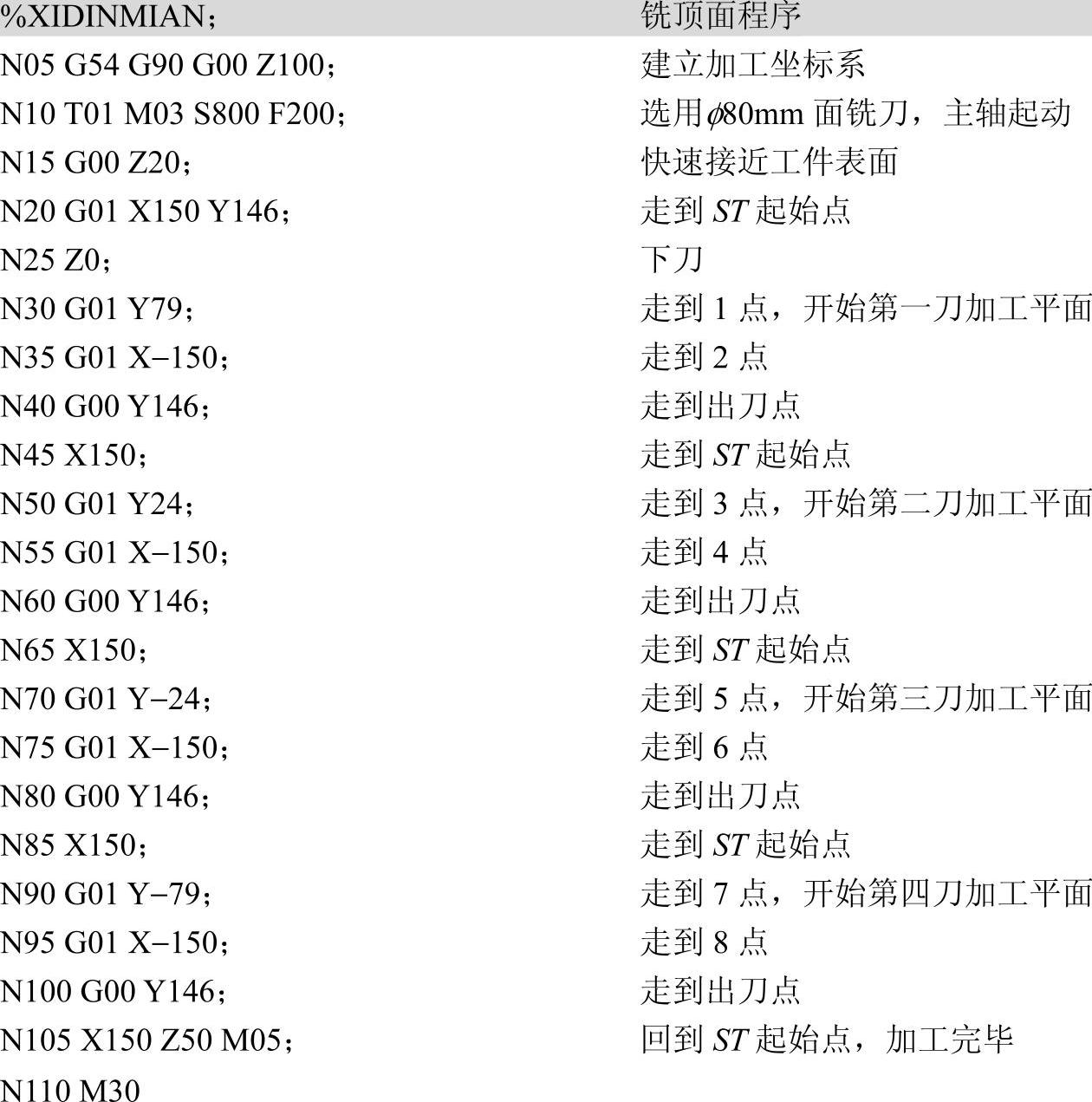
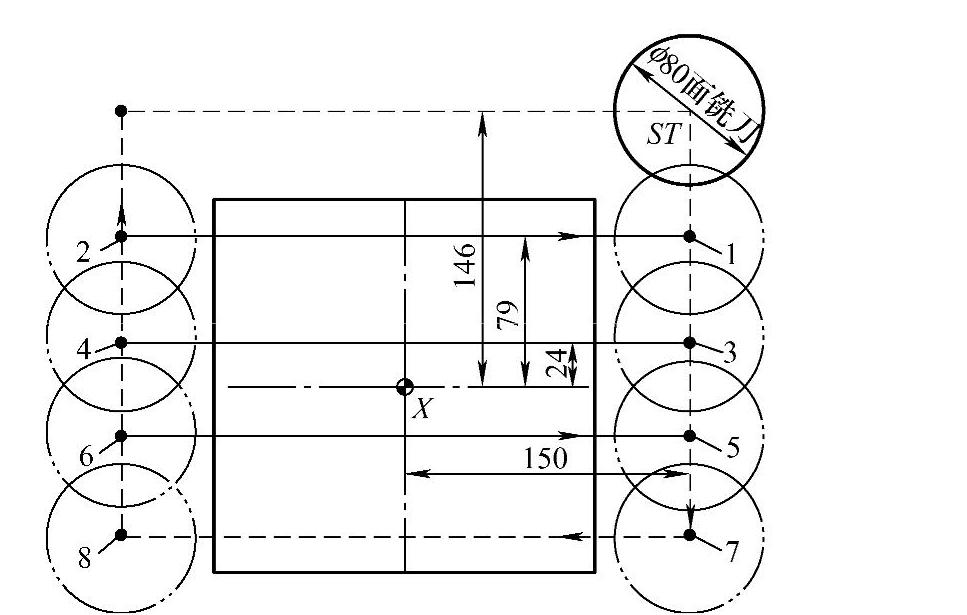
图5-12 零件顶面铣削走刀路线
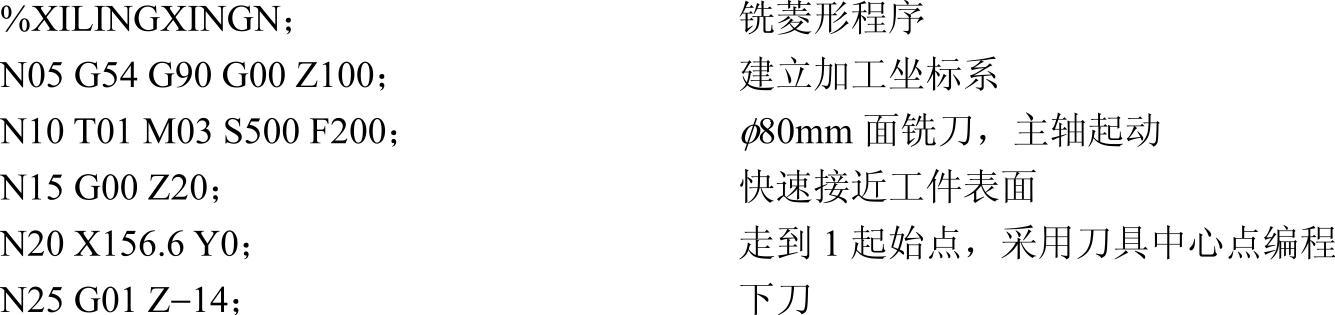
(2)铣菱形台轮廓(图5-13)程序如下:

 (https://www.xing528.com)
(https://www.xing528.com)
图5-13 菱形台轮廓铣削进给路线
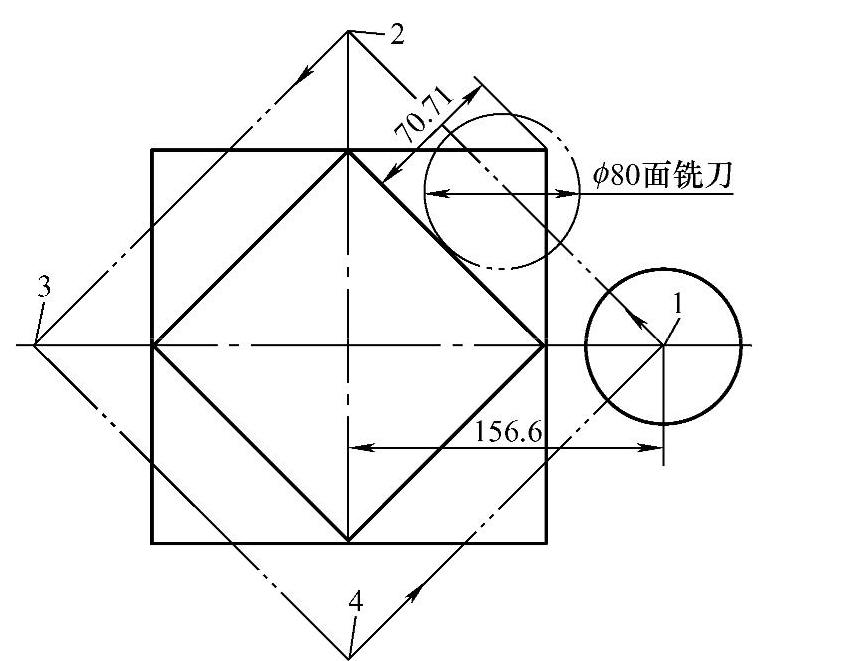
(3)铣鸟岛轮廓(图5-14)先在图5-14所示的坐标原点这个假想的位置编写出“鸟岛”的原始子程序,通过坐标平移、旋转、比例缩放、镜像等手段调用“鸟岛”子程序进行不同位置、不同大小、不同方位及成镜像关系的多个类似“鸟岛”的加工,得以实现快速编程。A、B岛也可采用这种方法编程,如图5-15所示,其中双点画线就是表示A岛假想中的原始位置。
1)铣鸟岛子程序如下:
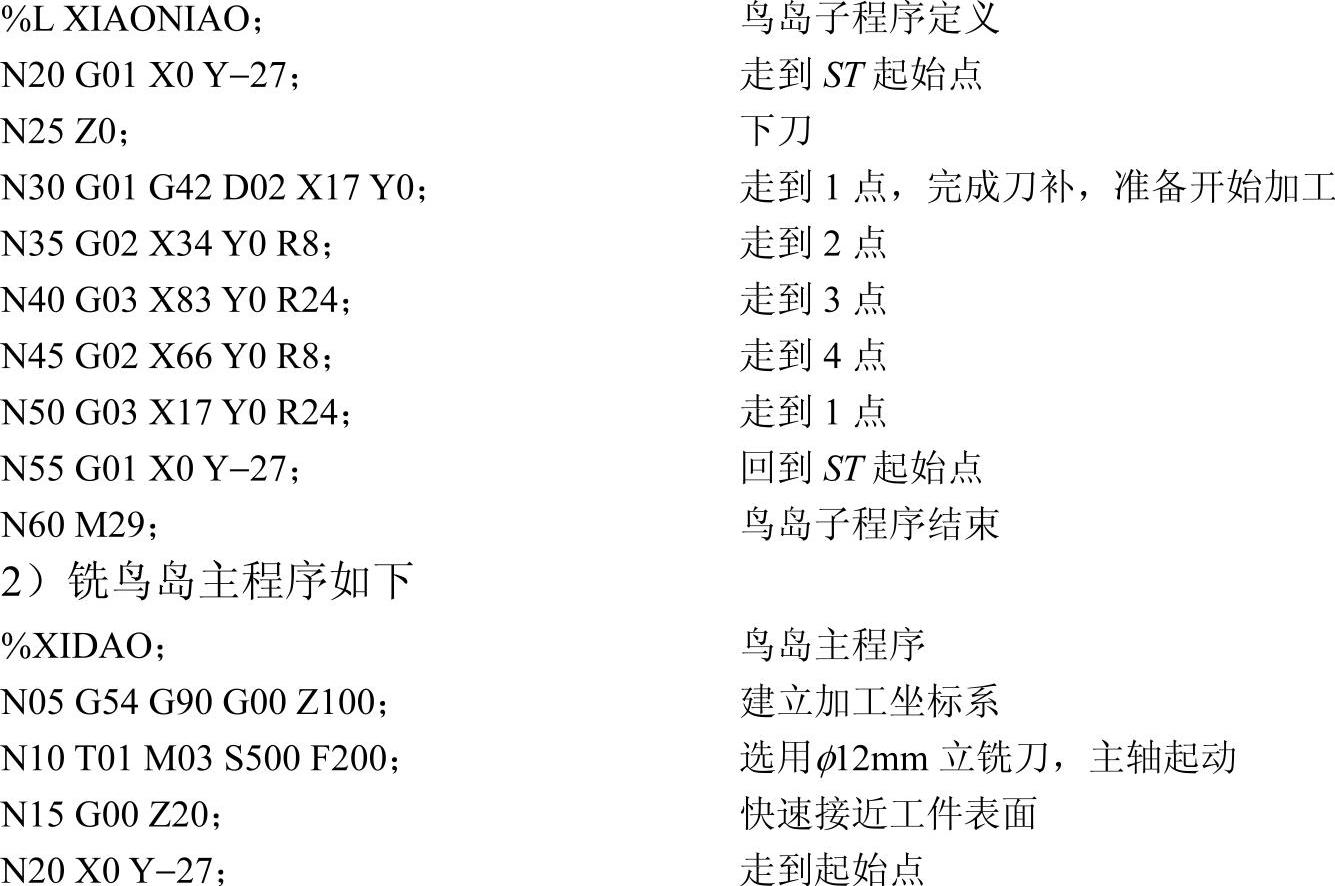
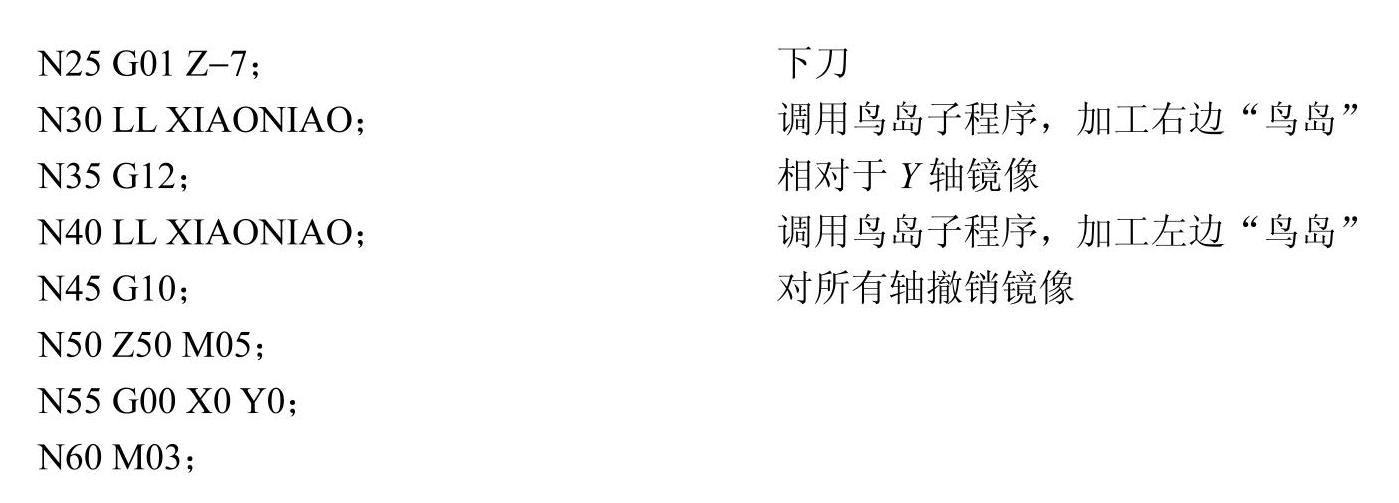
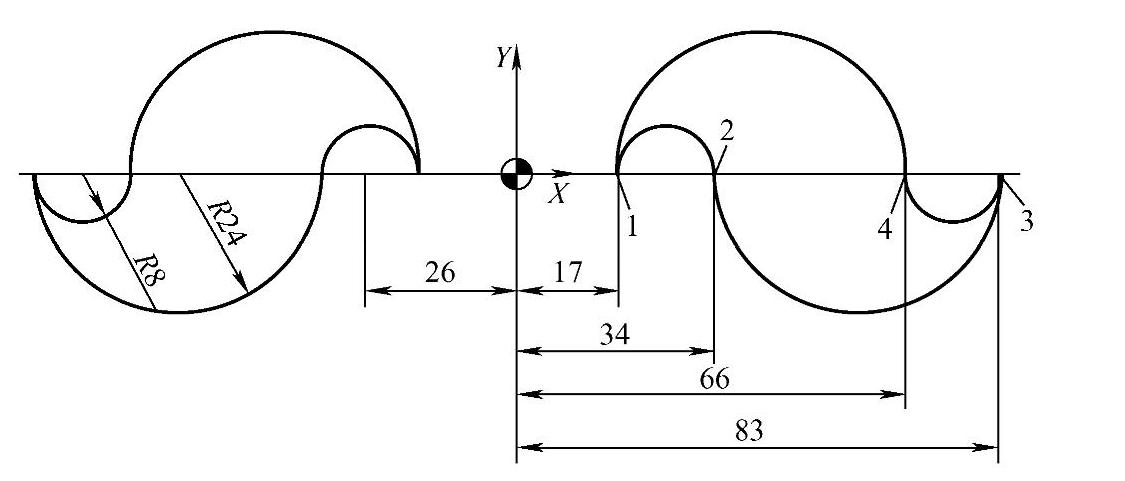
图5-14 铣鸟岛轮廓
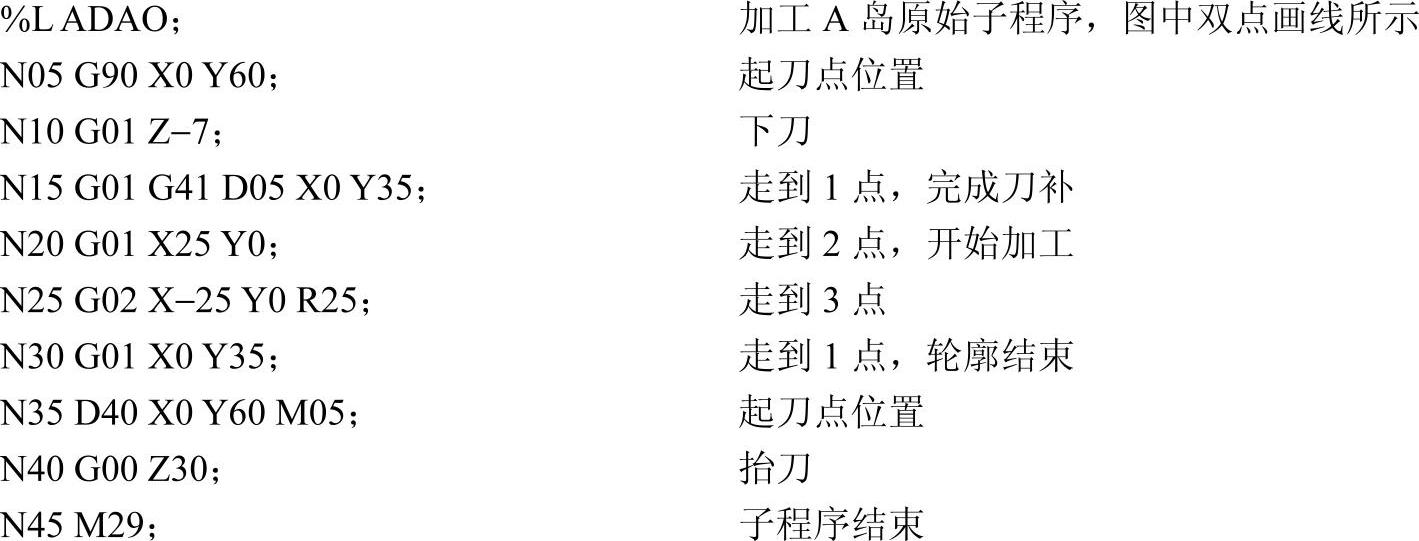
(4)A、B岛加工(图5-15)
1)A、B岛加工原始子程序如下:
2)A、B岛加工主程序
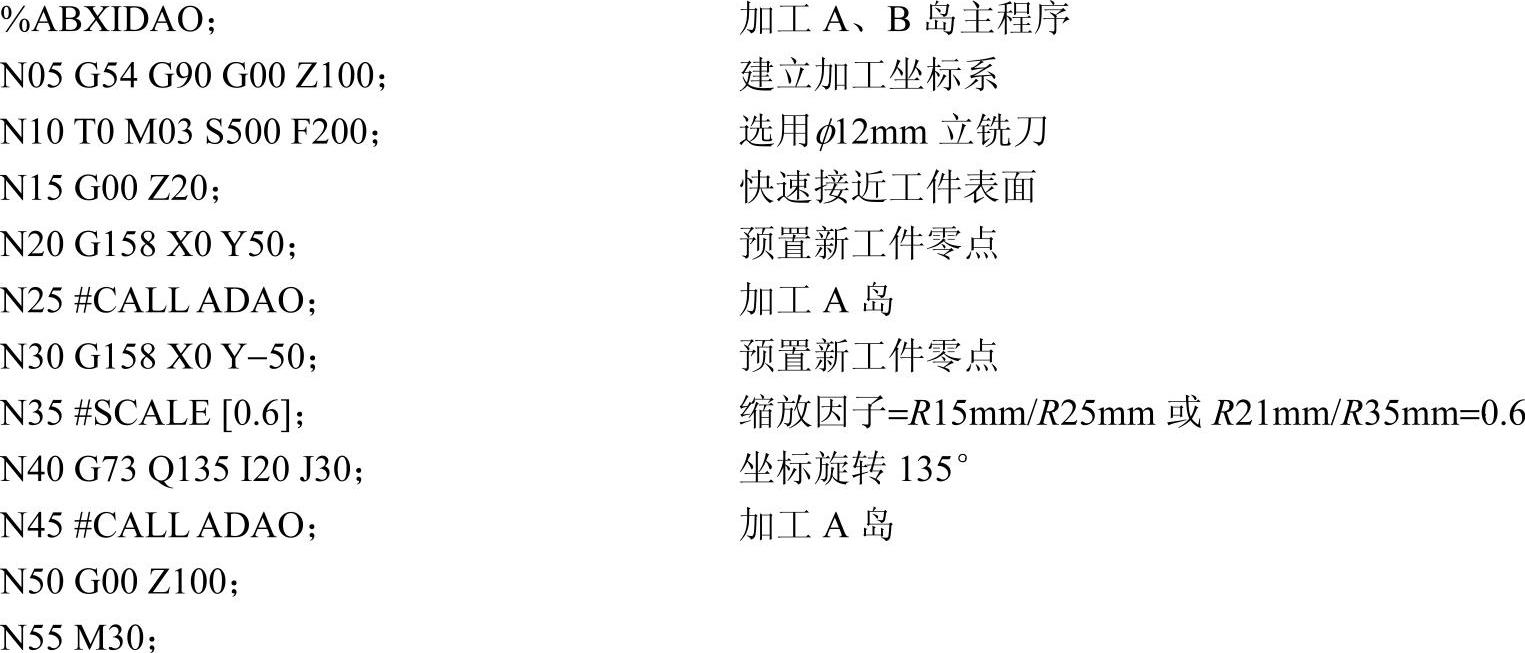
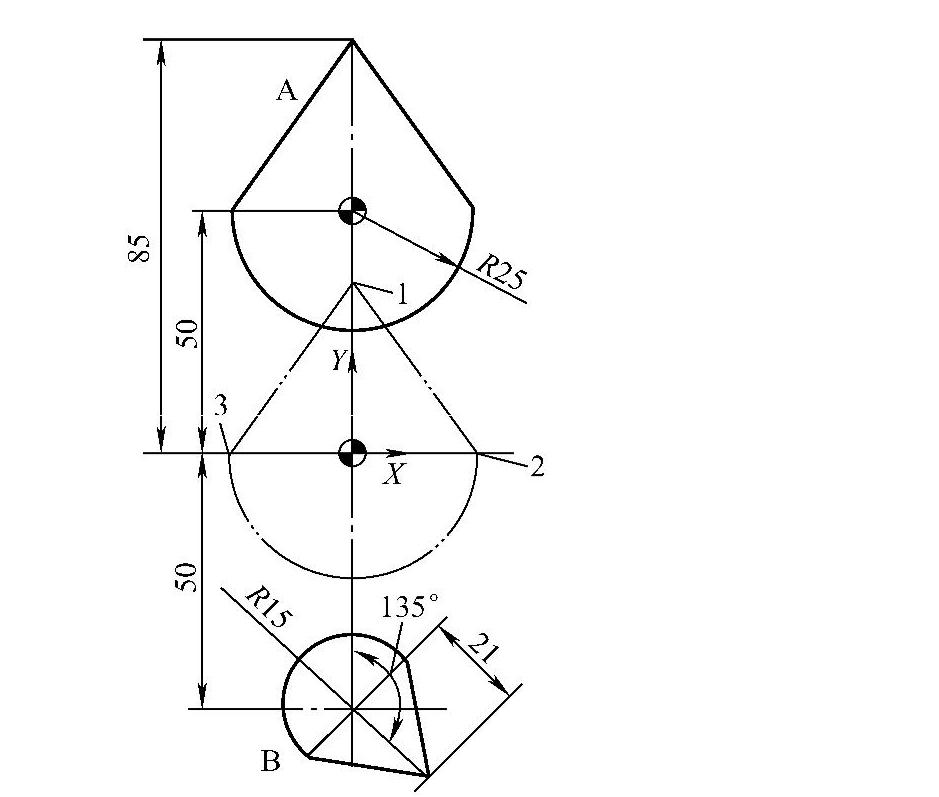
图5-15 A、B岛加工
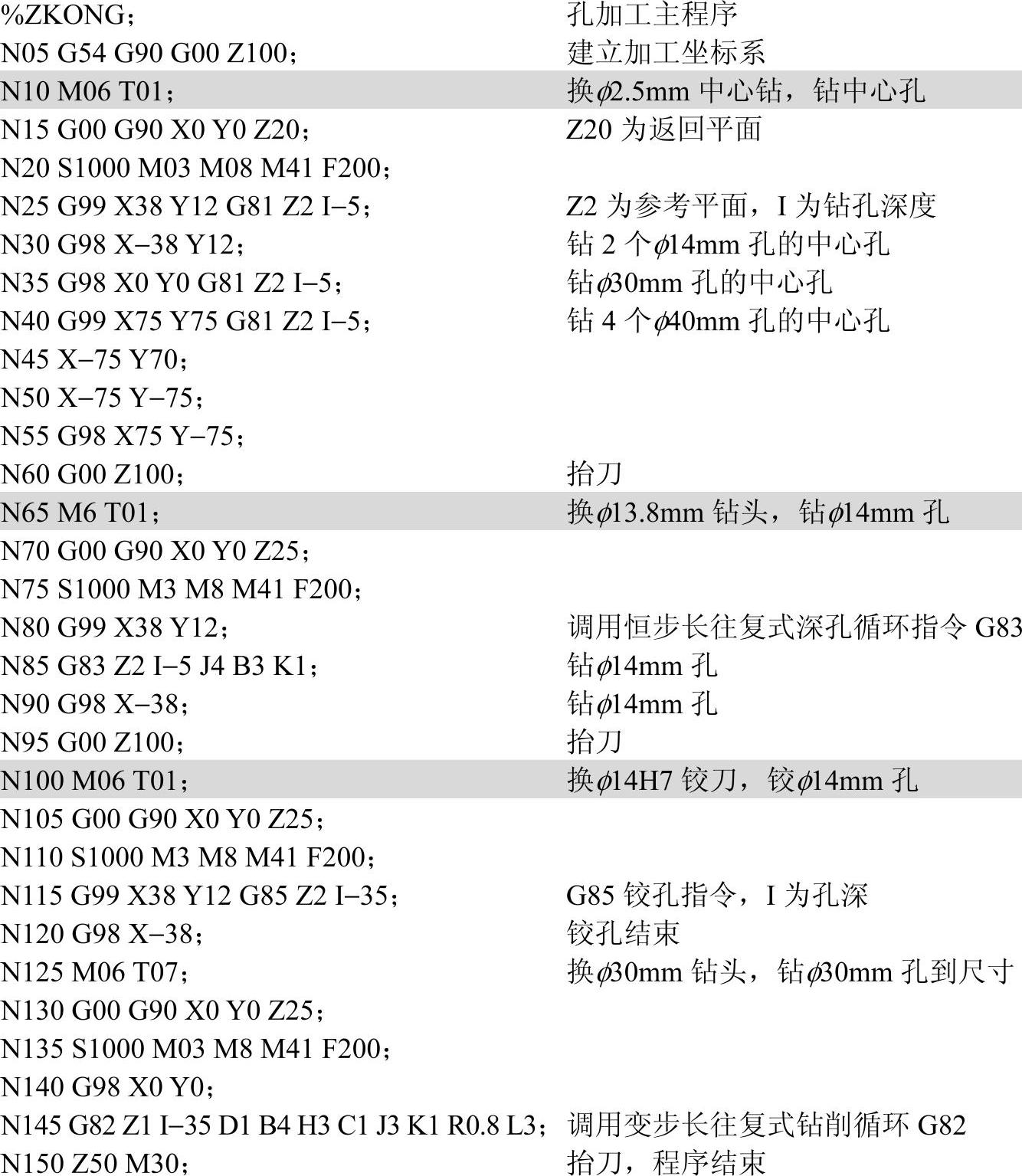
5)钻孔加工 程序如下:
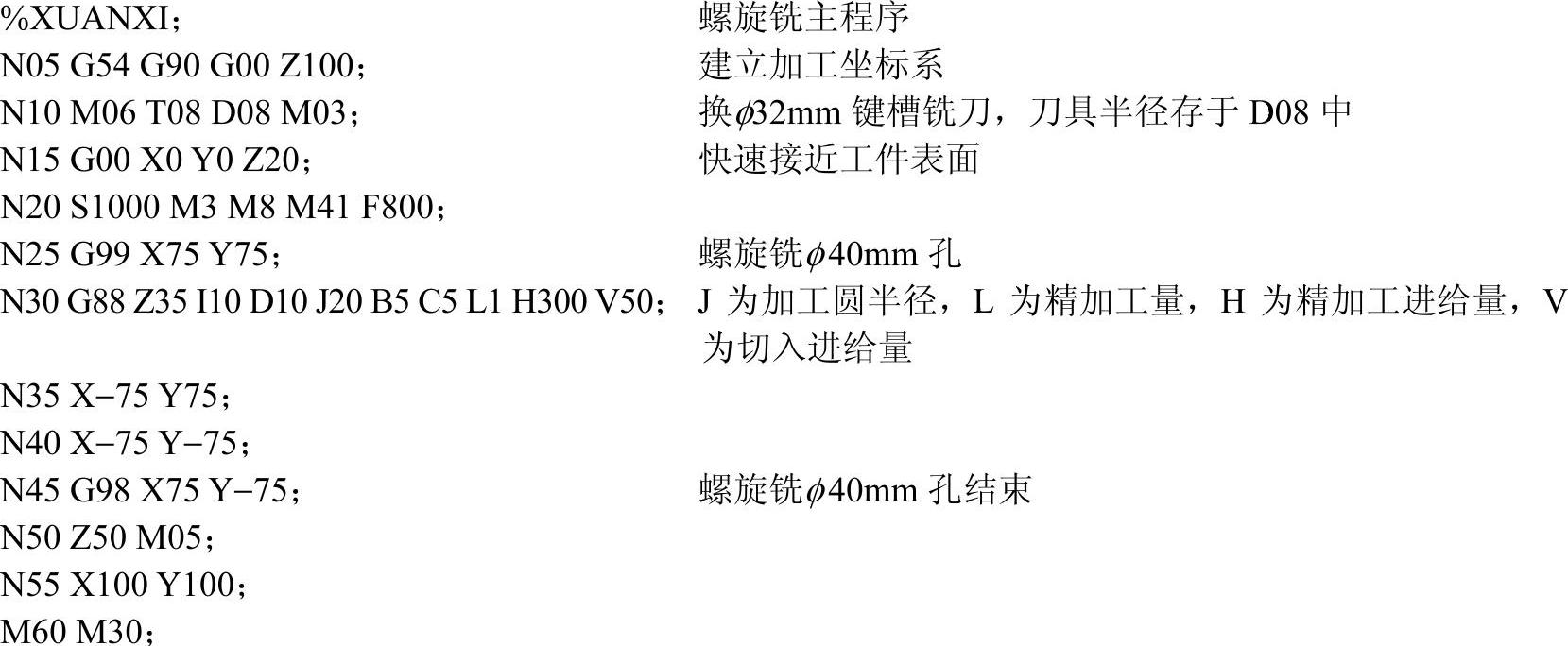
(6)螺旋铣固定循环加工4个大孔 程序如下:
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。