



【摘要】:图4-57 半圆槽系的加工1.工艺分析零件外形规则,被加工部分的各尺寸、表面粗糙度等有一定要求。选用机用虎钳装夹工件,找正机用虎钳固定钳口与工作台X轴移动方向平行。在毛坯铣削完毕后,在工件下表面与机用虎钳之间放入厚度适当的平行垫块,工件装夹之前用表检测垫块表面的平面度,工件露出钳口表面不低于30mm,利用木锤或铜棒敲击工件,使平行垫块不能移动后夹紧工件。
如图4-57所示,在圆形工件上有24个均匀分布的U形槽,槽宽60mm,槽深20mm,圆弧半径为30mm,毛坯为φ600mm×100mm的圆柱体,外形已加工,试编写加工程序。
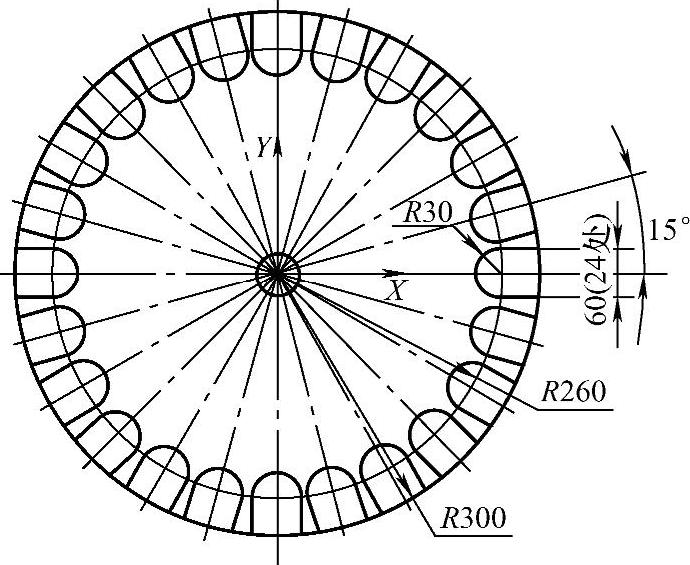
图4-57 半圆槽系的加工
1.工艺分析
零件外形规则,被加工部分的各尺寸、表面粗糙度等有一定要求。图中仅包含了均布的24个U形槽,且大部分尺寸均达到IT7~IT8级精度。
选用机用虎钳装夹工件,找正机用虎钳固定钳口与工作台X轴移动方向平行。在毛坯铣削完毕后,在工件下表面与机用虎钳之间放入厚度适当的平行垫块,工件装夹之前用表检测垫块表面的平面度,工件露出钳口表面不低于30mm,利用木锤或铜棒敲击工件,使平行垫块不能移动后夹紧工件。找正工件X轴、Y轴零点位于工件对称中心位置。工件上表面为执行刀具长度补偿后的Z向零点表面。
2.编程思路
本例中的各槽,其导动线呈U形,按U形编程,设R01为角度累加,R02为加工深度累加,坐标系按R01参数值每次累加15°旋转。
3.加工工序安排和刀具选择
1)φ40mm立铣刀粗铣均布的24个U形槽,保证尺寸深度和外形要求。
2)φ40mm立铣刀精铣均布的24个U形槽,达到尺寸精度要求。
4.切削参数
半圆槽系加工的刀具与切削参数见表4-11。(https://www.xing528.com)
表4-11 半圆槽系加工的刀具与切削参数

5.编制程序
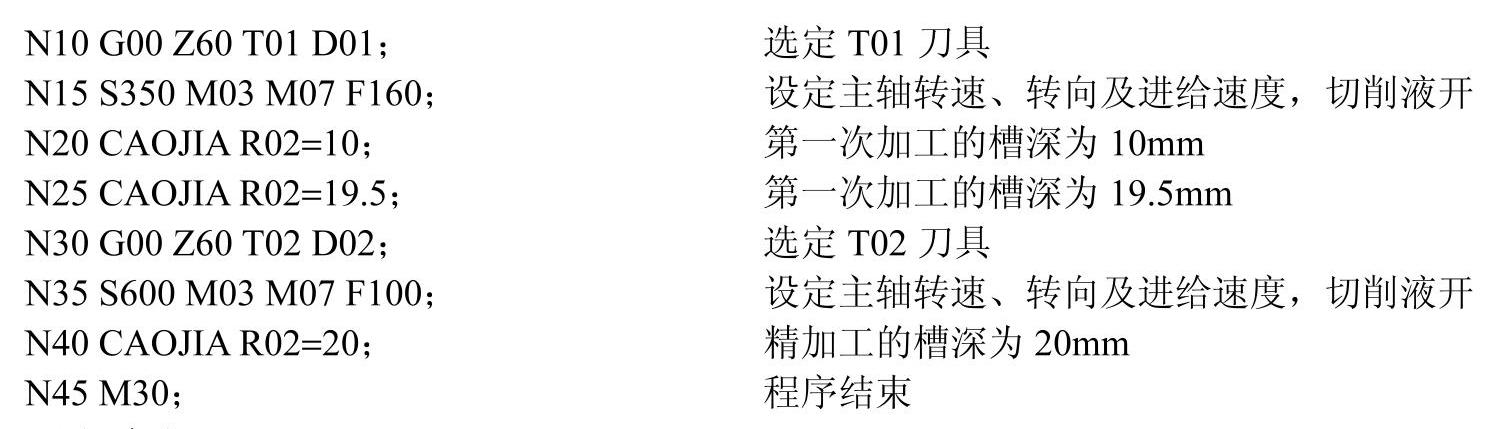
主程序如下:

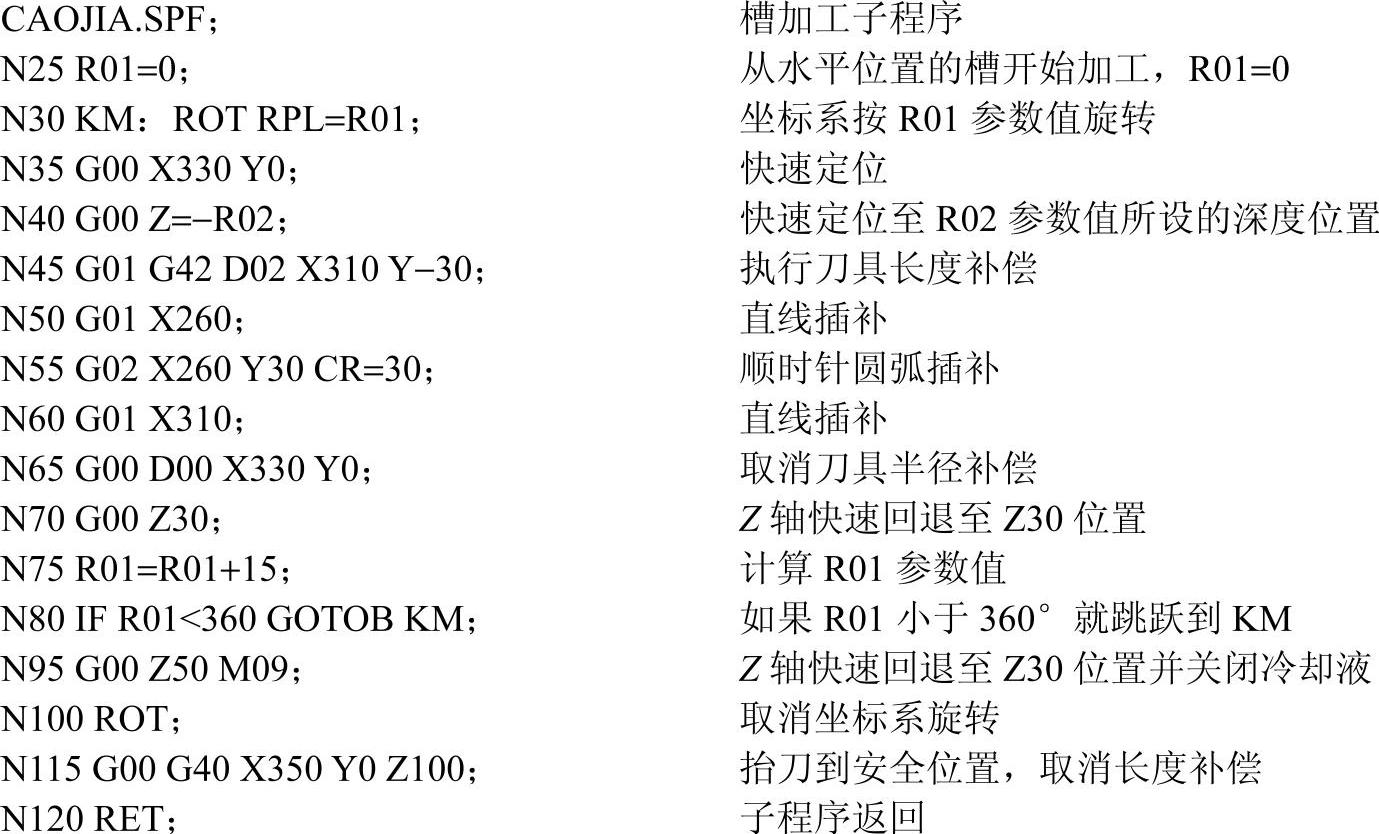
子程序如下:
点评
本节从槽的形成原理、加工方法及数控编程方法出发,研究了典型槽的数控编程,对提高槽的加工技术具有显著作用。
针对典型槽结构元素,采用R参数或宏程序编程,可以通过改变参数,完成一类槽的加工,不需重复编程,大大提高了工作效率。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。