



如图4-41所示,各孔呈环形阵列均布,孔径均为φ10mm,孔深40mm,编写加工编程。
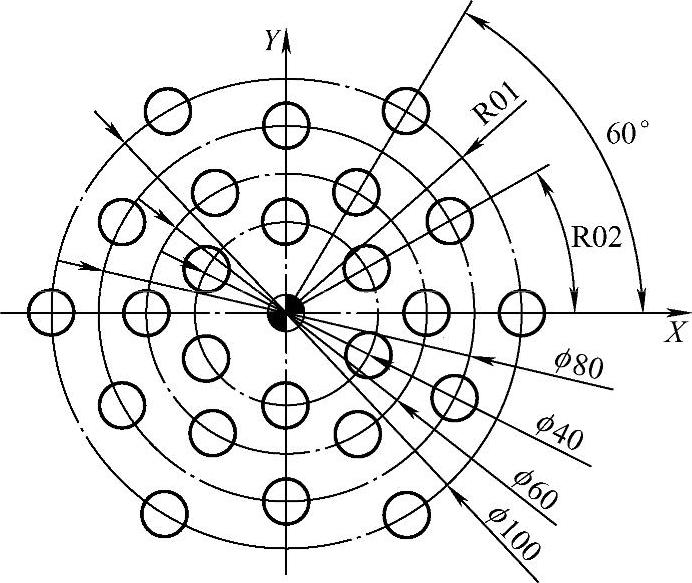
图4-41 环形阵列均布孔
1.编程思路
根据零件特点及编程方便程度,工件坐标系零点设定在工件的几何中心,循环指令中的各项参数如下:
圆周孔均布中心点的横坐标CPA=0;圆周孔均布中心点的纵坐标CPO=0;根据四圈孔的分布情况,将最外圈孔的圆周均布半径RAD设为变量R01,R01的初值为50,终值为20,每圈依次递减量为10;将每圈孔的起始角度STA1设为变量R02,最外圈R02(R02的初值)为0°,最外圈R02(终值)为90°,递增量为30°,每圈孔的增量角INDA=60°,孔数NUM=6由于孔深/孔径=40/10=4<5,因此按浅孔加工。
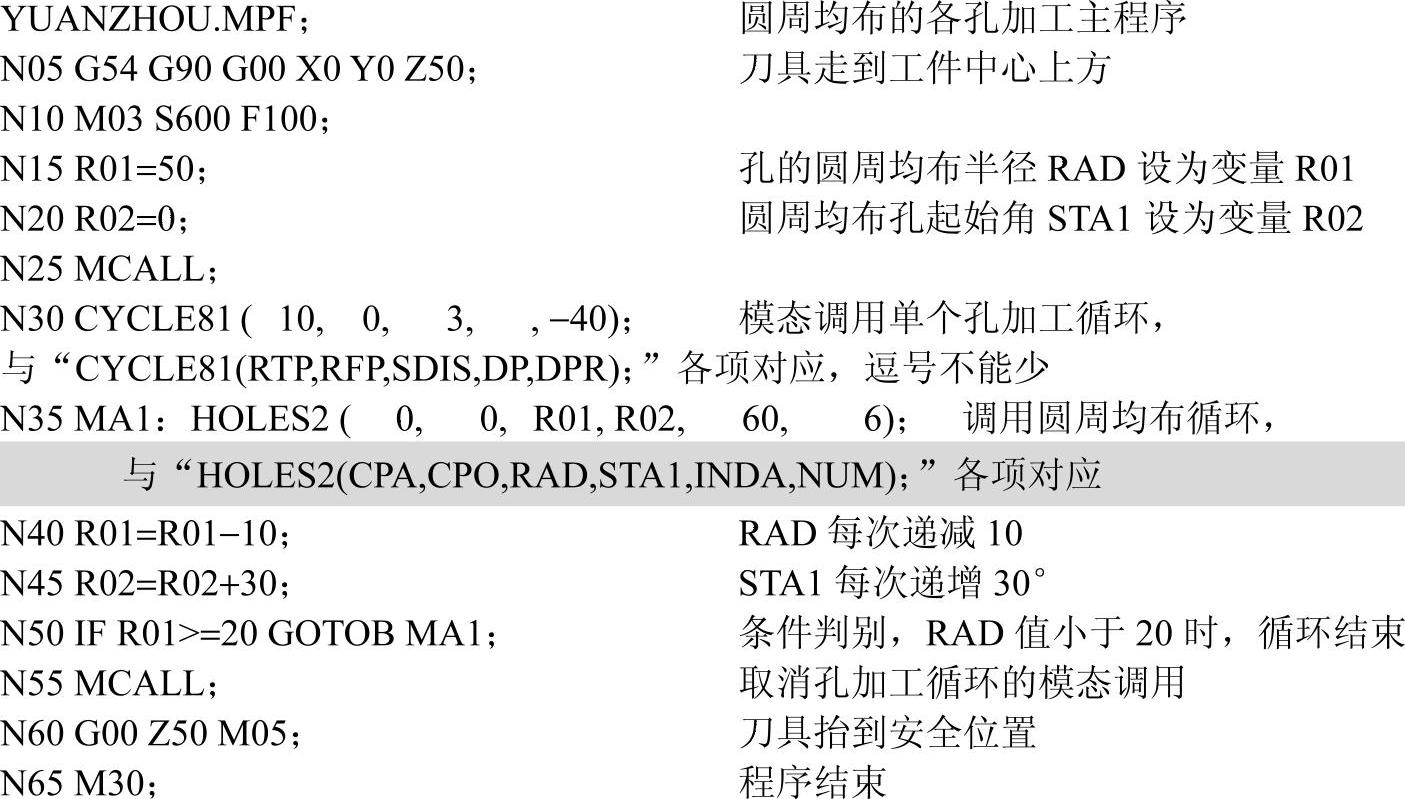
2.加工程序
程序如下:
就单孔加工而言,其加工有一次钻进和间歇钻进之分,为使用方便,编写的程序应能完成此两种加工。加工图4-42a所示工件上的各孔,编程零点设定在分布圆中心,Z轴零点设定在工件上表面。如图4-40b所示,在以圆心(X0,Y0)为圆周基准点,半径为r的圆周上,始角为α,加工n个等分孔,为方便采用FANUC系统的读者,用“宏程序”编程。
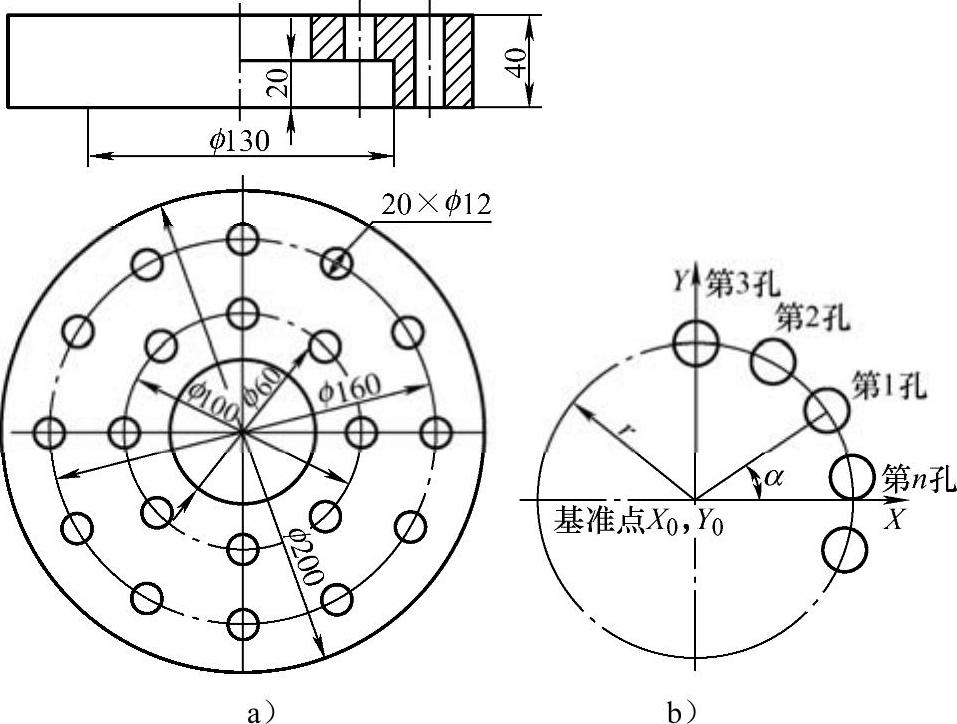
图4-42 环形阵列孔系加工
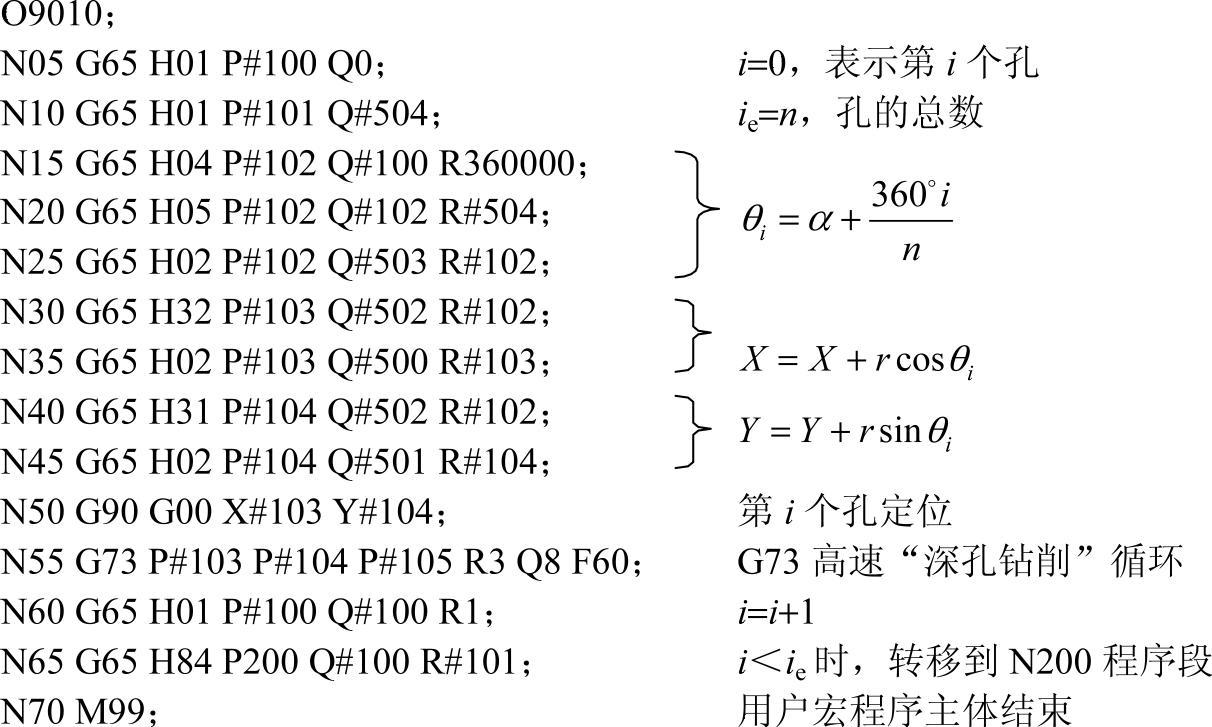
3.变量设定
#500,#501:基准点的坐标(X,Y)。
#502:半径(r)。
#503:起始角(α)。(https://www.xing528.com)
#504:孔的总数。
#100:钻第i个孔(i)。
#101:钻孔计数器。
#102:第i个孔的角度(θi)。
#103、#104、#105:第i个孔的坐标值(Xi,Yi,Zi)
4.用户宏程序
程序如下:
5.环形阵列孔系加工主程序
程序如下:
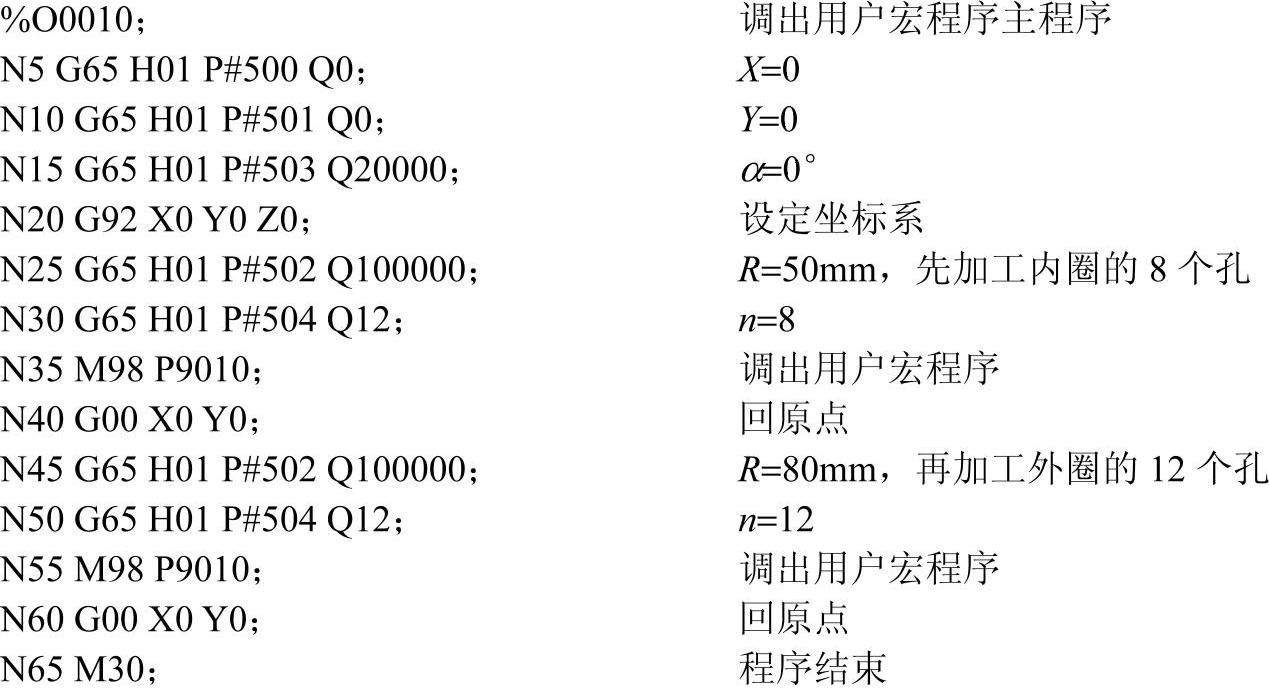
该例为环形阵列孔系的加工,先后采用了两种方法编程,一是用SINUMERIK系统的HOLES2指令;二是为了方便采用FANUC系统的读者,用“宏程序”编程,其中:
“N250 G73 P#103 P#104 P#105 R3 Q8 F60 K_;”可以换成“G#120;”,用#120代表循环指令,当#120=73时,为高速深孔钻削循环;当#120=81时,为钻浅孔;当#120=83时,为深孔循环等,并在主程序调时给定相应参数即可。
前面两例均为φ20~φ50mm的中小孔的加工,例中孔的轴线与坐标平面垂直,无论是钻孔、扩孔还是铣、镗孔,加工起来很方便。若是斜孔加工就不一样了,特别是尺寸较大的斜孔,如φ50mm以上的斜孔,加工就更困难了,本节例题4就是φ1000mm左右的大直径斜孔铣削加工。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。