



【摘要】:选用机用虎钳装夹工件,找正机用虎钳固定钳口与工作台X轴移动方向平行。毛坯铣削完毕后,在工件下表面与机用虎钳之间放入厚度适当的平行垫块,由于3个φ20Hmm的孔是通孔,为了便于刀具出刀,工件下方要悬空,悬空高度在20mm左右。3)平行孔系加工的刀具与切削参数见表4-9。表4-9 平行孔系加工的刀具与切削参数4)加工台阶选用φ20mm的立铣刀,进给路线如图4-40所示。
图4-39所示零件的毛坯尺寸为100mm×100mm×50mm,材料为45钢,要求加工上表面、凸台及各孔,编制数控加工程序。
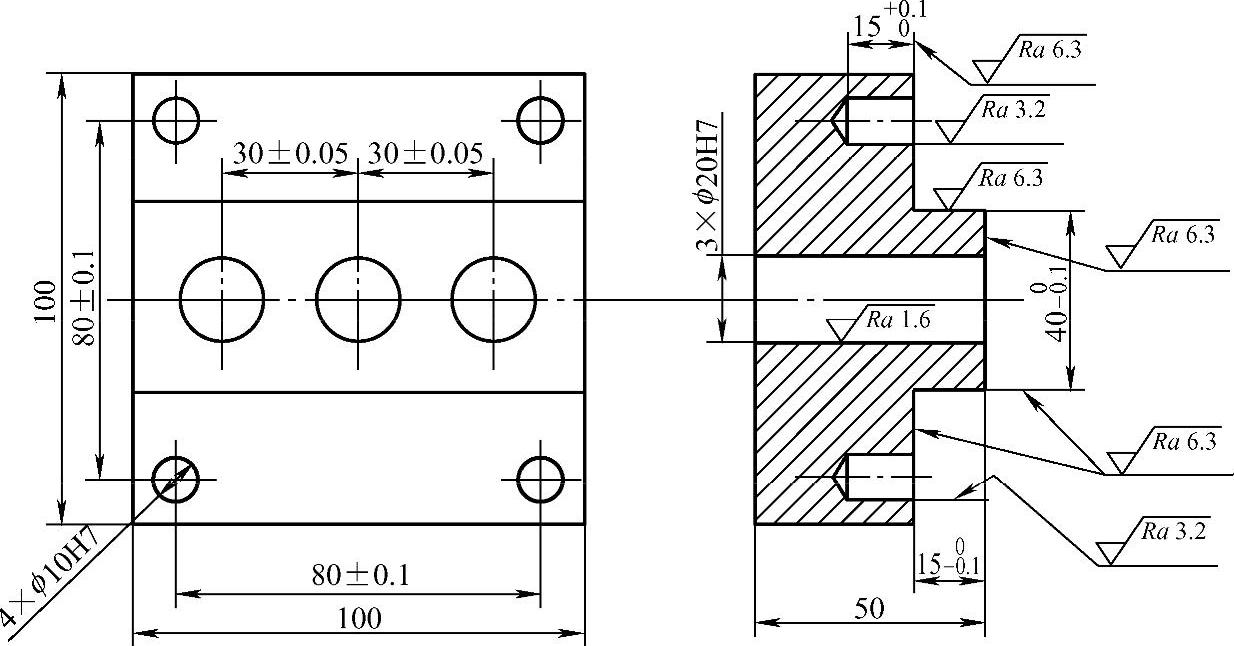
图4-39 平行孔系的加工
1.工艺分析
1)图4-37所示的零件主要是加工各孔,本着“先面后孔”的加工原则,以工件底面为基准,可以先在普通铣床上加工出底面及100mm×100mm的正方形到尺寸,上表面按50mm铣到尺寸,表面粗糙度值为Ra3.2~6.3μm即可。
2)工件装夹。选用机用虎钳装夹工件,找正机用虎钳固定钳口与工作台X轴移动方向平行。毛坯铣削完毕后,在工件下表面与机用虎钳之间放入厚度适当的平行垫块,由于3个φ20Hmm的孔是通孔,为了便于刀具出刀,工件下方要悬空,悬空高度在20mm左右。在装夹工件之前,要用表检测一下“垫块”表面的平面度,工件露出钳口表面不少于20mm,利用木锤或铜棒敲击工件,使平行垫块不能移动后,再夹紧工件。找正工件X轴、Y轴零点位于工件对称中心位置。工件上表面为执行刀具长度补偿后的Z零点表面。
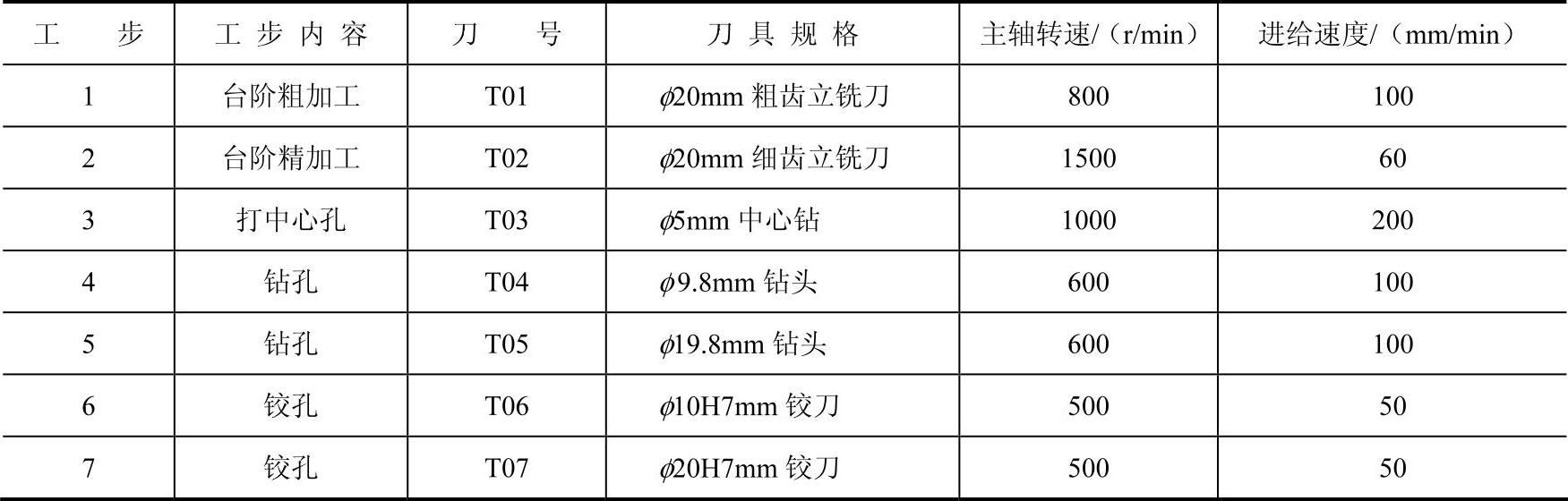
3)平行孔系加工的刀具与切削参数见表4-9。
表4-9 平行孔系加工的刀具与切削参数
 (https://www.xing528.com)
(https://www.xing528.com)
4)加工台阶选用φ20mm的立铣刀,进给路线如图4-40所示。
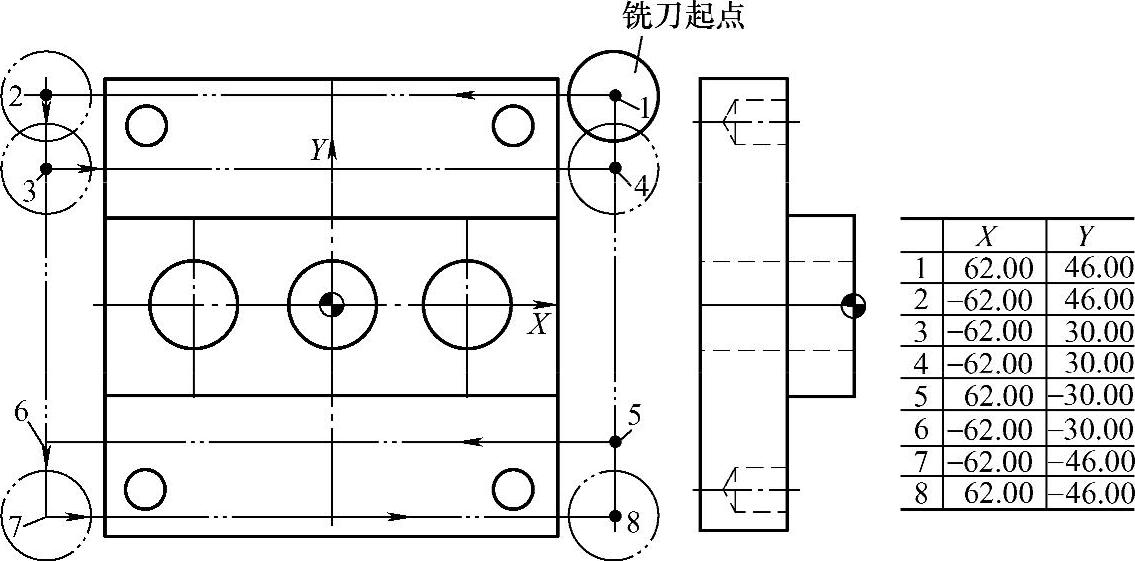
图4-40 加工台阶的进给路线
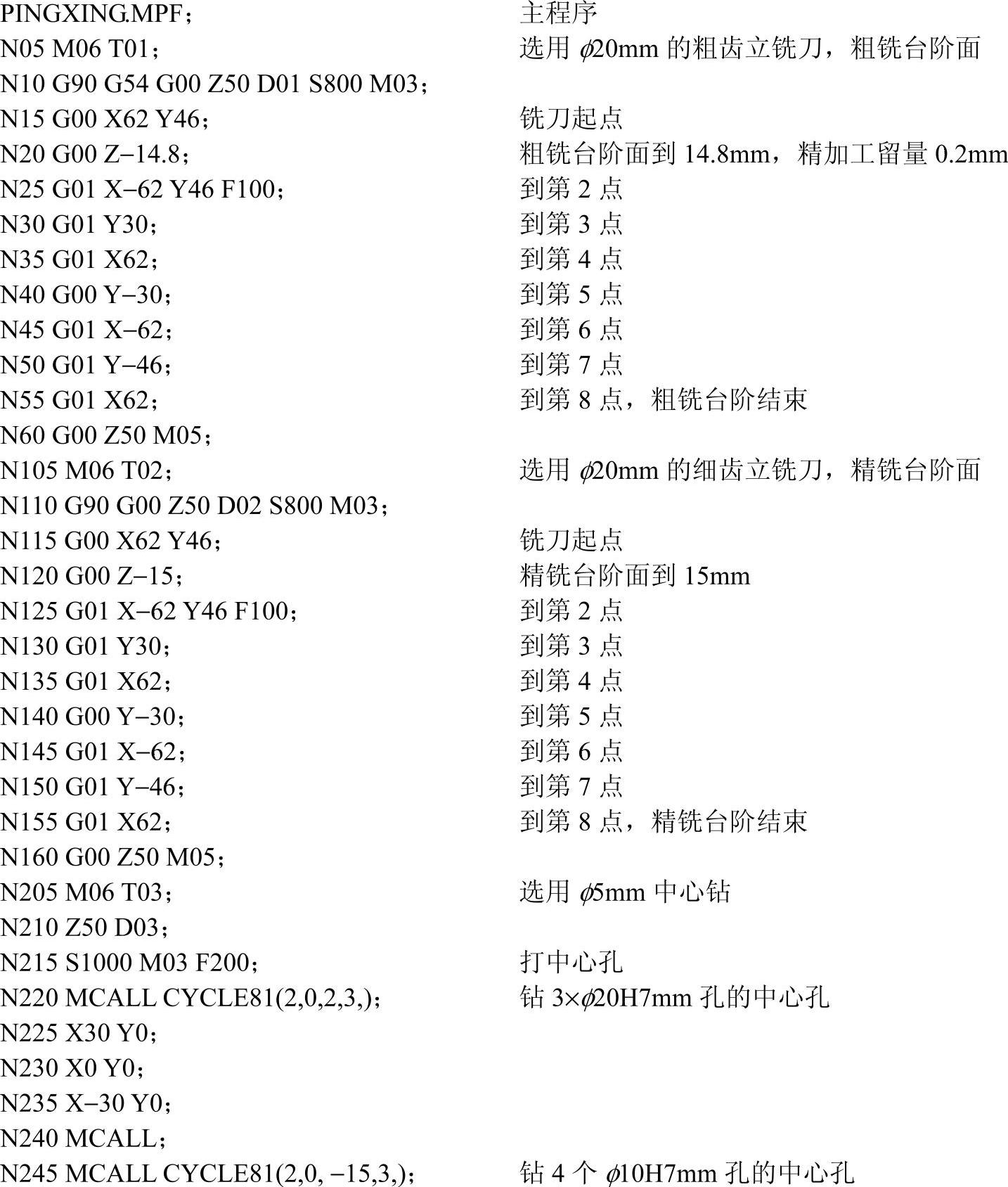
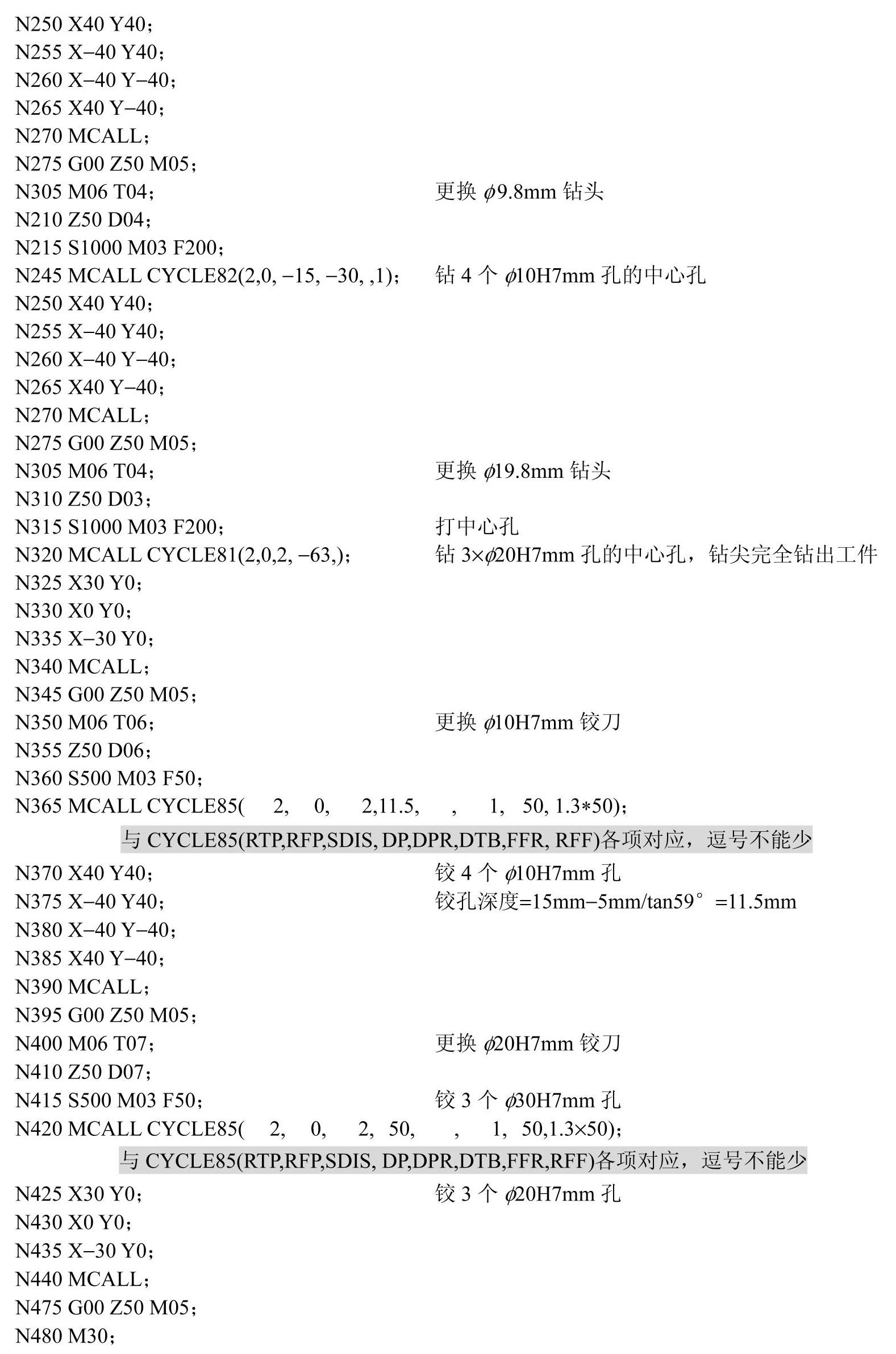
2.编制程序
程序如下:
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。