



如图4-32所示,环切加工是利用已有精加工刀补程序,通过修改刀具半径补偿值的方式,控制刀具从内向外或从外向内,一层一层去除工件余量,直至完成零件的加工。
用#1、#2表示轮廓左右和上边界尺寸,编程零点在R30mm圆心处,加工起始点放在轮廓右上角(可以消除接刀痕迹)。
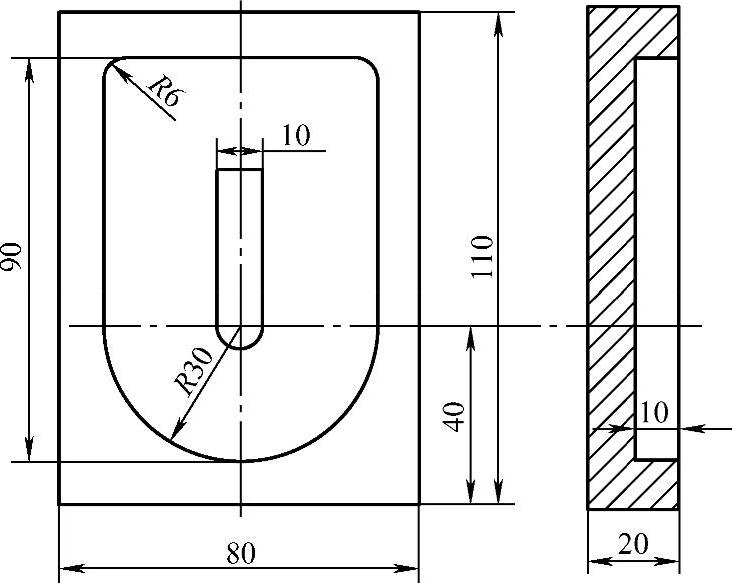
图4-32 环切法加工零件轮廓
1.工艺分析
按“环切法”编写加工程序,需要解决三个问题:①“环切”时,刀具半径补偿值的计算;②“环切”时,起刀点(下刀点)的确定;③在程序中修改刀具半径补偿值。
对于封闭轮廓,一般选择轮廓上凸出的角作为切削起点。对于内轮廓,如没有这样的点也可以选取圆弧与直线的相切点,以避免在轮廓上留下接刀痕。在确定切削起点后,在该点附近确定一个合适的点,来完成刀具半径补偿的建立与撤销。这个专门用于刀具半径补偿建立与撤销的点就是刀补程序的起点,一般情况下也是刀补程序的下刀点。
2.确定环切刀具半径补偿值
刀具半径补偿值可按如下步进行:
1)确定刀具直径、进给步距和精加工余量。
2)确定半精加工和精加工刀补值。(https://www.xing528.com)
3)确定环切第一刀的刀具中心相对零件轮廓的位置(第一刀刀补值)。
4)根据步距确定中间各刀刀补值。
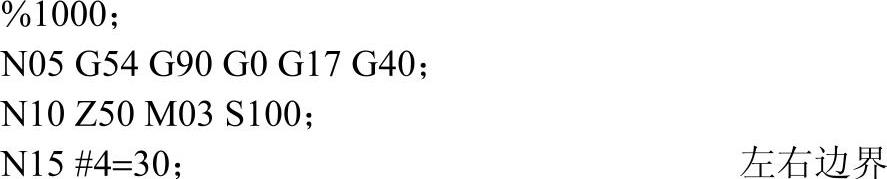
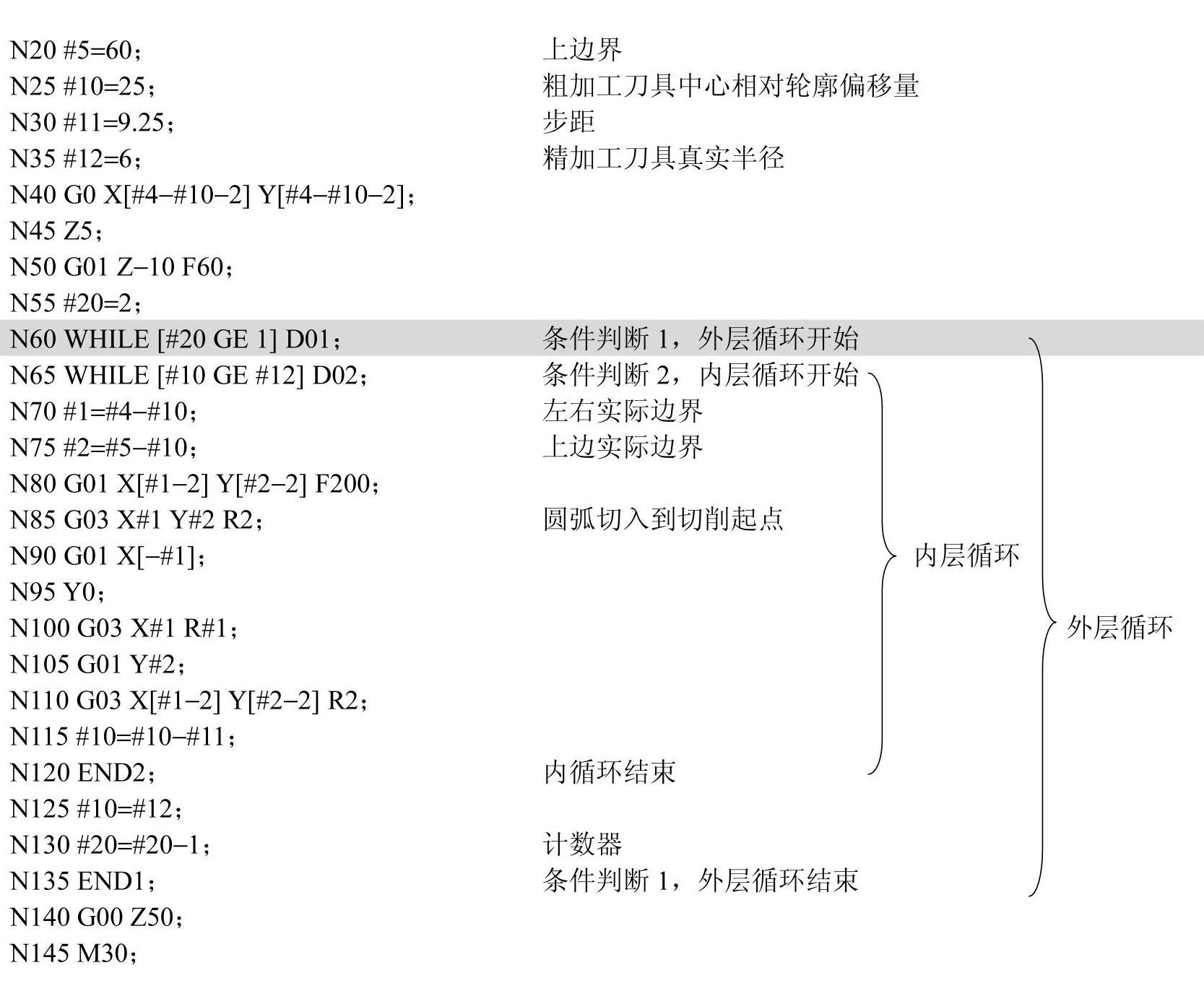
3.编制程序
程序如下:
一般而言,当选择轮廓上凸出的角作为切削起点时,刀具补偿程序应使下刀点在该角的角平分线上(45°方向),当选取圆弧与直线的相切点或某水平/垂直直线上的点作为切削起点时,刀补程序的下刀点与切削起点的连线应与直线部分垂直。在一般的刀补程序中,为缩短空刀距离,下刀点与切削起点的距离比刀具半径略大一点,下刀时刀具与工件不发生干涉即可。但在环切刀补程序中,下刀点与切削起点的距离应大于在上一步骤中确定的最大刀具半径补偿值,以避免产生刀具干涉报警。如本例所示的零件,取R30mm圆弧圆心为编程零点,取R30mm圆弧右侧端点作为切削起点,如刀补程序仅用于精加工,下刀点取在(22,0)即可,该点至切削起点距离为8mm。但在环切时,由于前两刀的刀具半径补偿值大于8mm,建立刀补时,刀具实际运动方向是向左,而程序中指定的运动方向是向右,撤销刀补时与此类似,此时数控系统就会产生刀具干涉报警。因此合理的下刀点应在编程零点(0,0)。
点评
本例采用了内外两层循环编程方式,从N60到N135为外层循环,采用WHILE循环结构,用于控制总的加工深度;从N65到N120为内层循环,仍采用WHILE循环,用于控制环切加工每圈各孔,提高了编程效率。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。