



图4-26所示的空间曲面槽是由一条余弦曲线y=38cosx和一条正弦曲线z=18sinx叠加而成的,毛坯尺寸为400mm×144mm×62mm,外形已加工好,本工序只需在数控铣床上加工出空间曲面槽,刀具中心轨迹如图4-26所示,槽底为R12.5mm的圆弧,试编写加工程序。
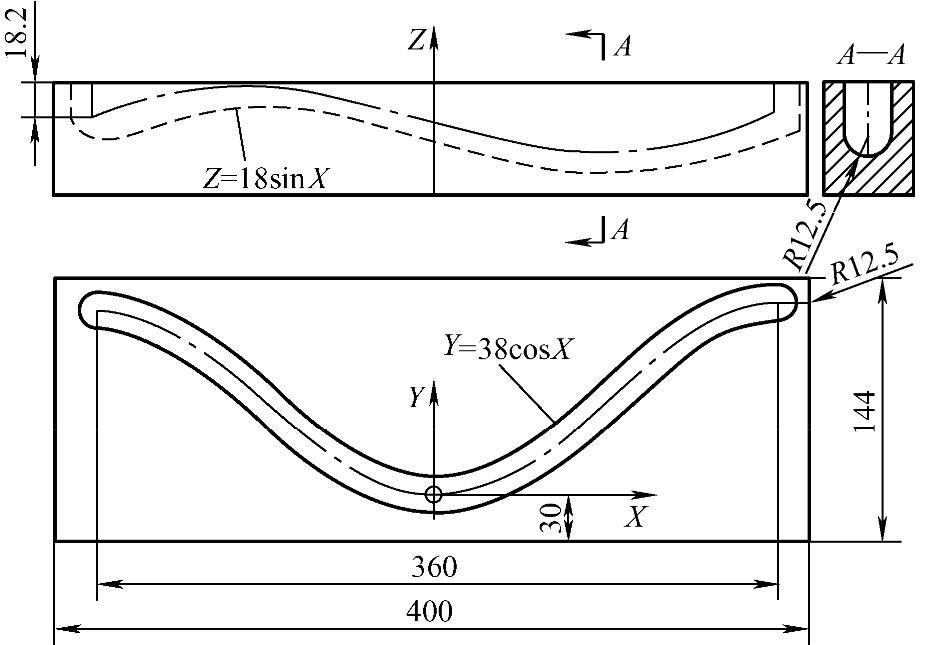
图4-26 由三角函数构成的空间曲面槽
1.题意分析
既然工件的槽底为R12.5mm的圆弧,且刀具中心轨迹已给定,那么就可以直接选用R12.5mm的球头铣刀来加工。
为了方便编制程序,以角度X为变量,取相邻两点间的X向距离相等,间距为0.5°,然后用余弦曲线Y=38cosX方程和正弦曲线Z=18sinX方程分别计算出各点对应的Y值和Z值,进行空间直线插补,以空间直线来逼近空间曲线。加工时,采用不带摆动轴的球头铣刀近似铣削出这一空间曲线槽。如图4-27所示,从左到右加工,即−180°~180°。
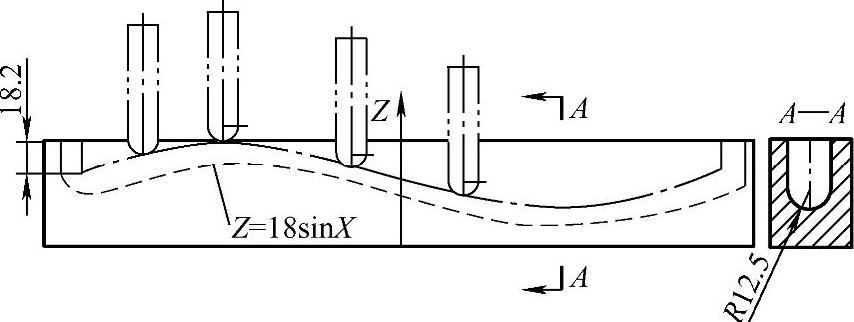
图4-27 采用球头铣刀(不带摆动轴)加工空间曲面槽
2.变量设定
设置保持型变量:
#500:Z向每次切入量为1mm;设置时输入“1000”。
#501:在OXY平面Y=38cosX的幅值为38mm,设置时输入“38000”。
#502:在OXZ平面Z=18sinX的幅值为18mm,设置时输入“18000”。
#503:自变量X的步距为0.5°,终点值180°,设置时输入“180”。
设置操作型变量:
#100:X当前值,单位为(°)。
#110:Y坐标当前值,单位为mm。
#120:Z=18sinX的值,单位为mm。
#130:Z向每次进刀后的初始值,单位为mm。
#140:Z坐标当前值,单位为mm,X=−180°时,Z=−18.2mm。(https://www.xing528.com)
3.编制程序
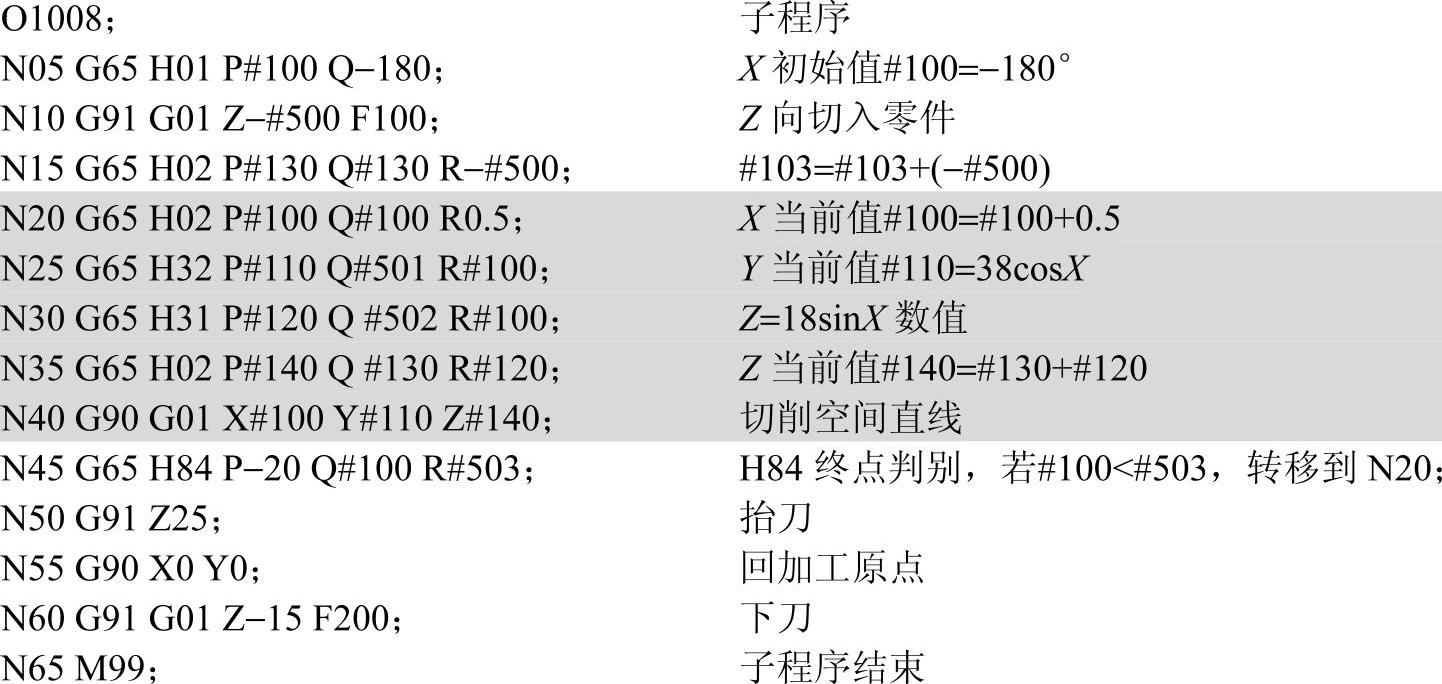
(1)子程序 程序如下:
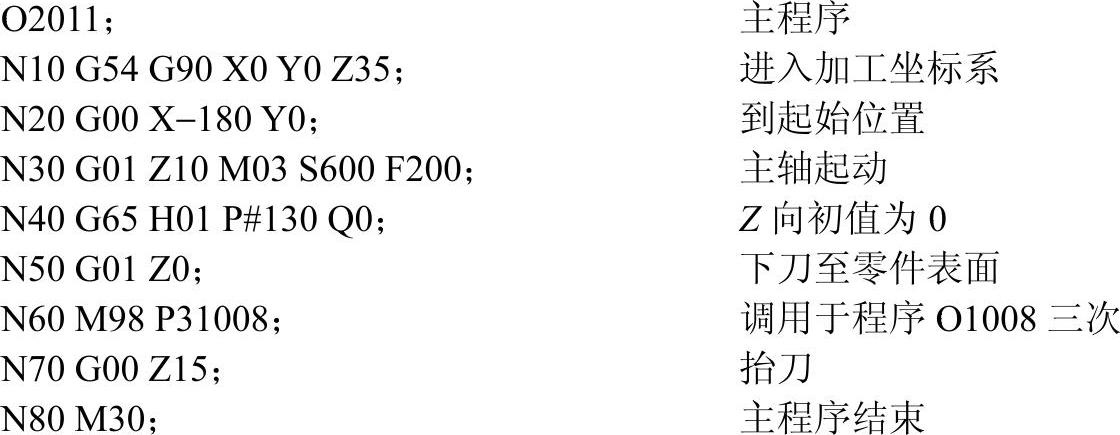
(2)主程序 程序如下:
在子程序O1008中,N20~N30为计算当前点的X、Y和Z坐标。N35是按计算出的坐标值切削一段空间直线,用直线逼近空间曲线。N45为空间曲线结束的终点判别,以X=360°为终点,若没有到达,则返回N20再计算下一点坐标;若已到达,则结束子程序。
在主程序O2011中,N60为调用三次O10084子程序,每调用一次,Z坐标向负方向进1mm,分三次切出至槽深度。
上述加工方法,是采用球形铣刀(不带摆动轴)在一平面实体零件上(近似)铣削出这一空间曲线槽的。
采用球头铣刀(不带摆动轴)加工空间曲面槽属于近似加工,存在加工原理误差,只有带摆动轴的数控机床才能实现无原理误差的加工,如图4-28所示。
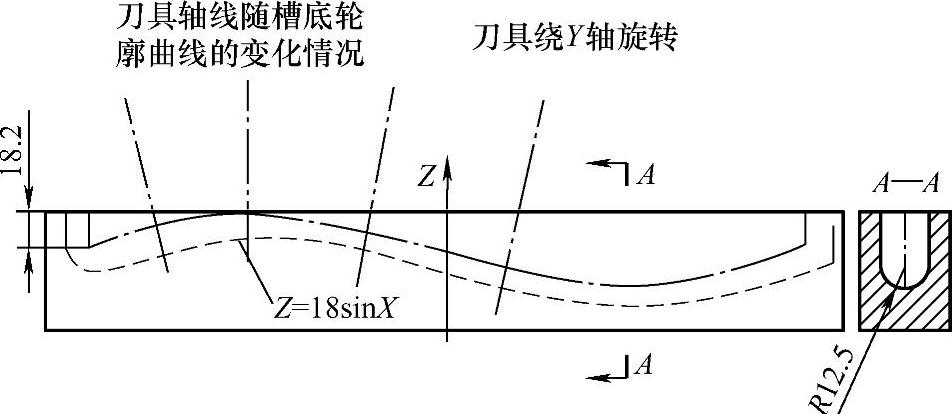
图4-28 采用球头铣刀(带摆动轴)加工空间曲面槽
4.实现轴的摆动的主要途径
1)当摆动角是一个固定角度时,可采取将工件转一个角度,俗称“摆活”,以实现刀具轴线与槽底轮廓线垂直,这是许多工厂最现实的做法,其难易程度取决于零件的形状与尺寸大小。
2)通过机床附件实现。采用角度铣头,使刀具轴线与槽底轮廓线垂直。
3)数控旋转轴。通过数控机床的摆动轴使刀具轴线与槽底轮廓线垂直,这是一个带有C轴的数控镗床。
5.基本对策
1)工件转一个角度,往往会给装夹带来一定困难,可根据现场情况采用通用工装,有时还要设计专用工装,可通过工装解决定位与夹紧。
2)采用角度铣头,是最常见的做法,这当然取决于机床附件的配置情况,也可根据零件的特点,配置专用角度铣头或万能铣头。
3)带有数控旋转轴的则是一些高档数控机床,用其加工槽的精度很高,也很方便,但成本会成倍增加,可根据实际情况(主要是技术、经济指标)而定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。