



图4-25所示为玫瑰花瓣方程曲线轮廓工件,其主要外形是由极坐标方程表示的平面曲线构成的平面轮廓凸台。玫瑰花瓣方程为RP=100sin(3AP),其中100表示玫瑰花外接圆半径3表示玫瑰花瓣的数量,AP为极角,取值范围为0°~360°,但是在每两个花瓣间有R30.5mm的圆弧相连,也就是说,极角AP的取值在0°~360°范围内间断的,即:7.5°~52.5°,127.5°~172.5°,247.5°~292.5°。毛坯尺寸为φ200mm×50mm,试编写其加工程序。
1.题意分析
本例工件的外形轮廓为非圆曲线,宜采用参数编程的方式对这些曲线进行直线段拟合。参数编程时以极角为自变量,极半径为因变量,因此采用极坐标编程就很方便。为了方便切入与切出,设计了R30.5mm圆弧切入,切出时,为了避免重复切削,设计了一个比R30.5mm小的圆弧切出,见图中的M点,由圆弧的起点、中间点、终点三点所构成的圆弧作为切出的过渡圆弧,并用“CIP X38.36 Y5.1 I1=17 J1=−18;”程序实现加工。
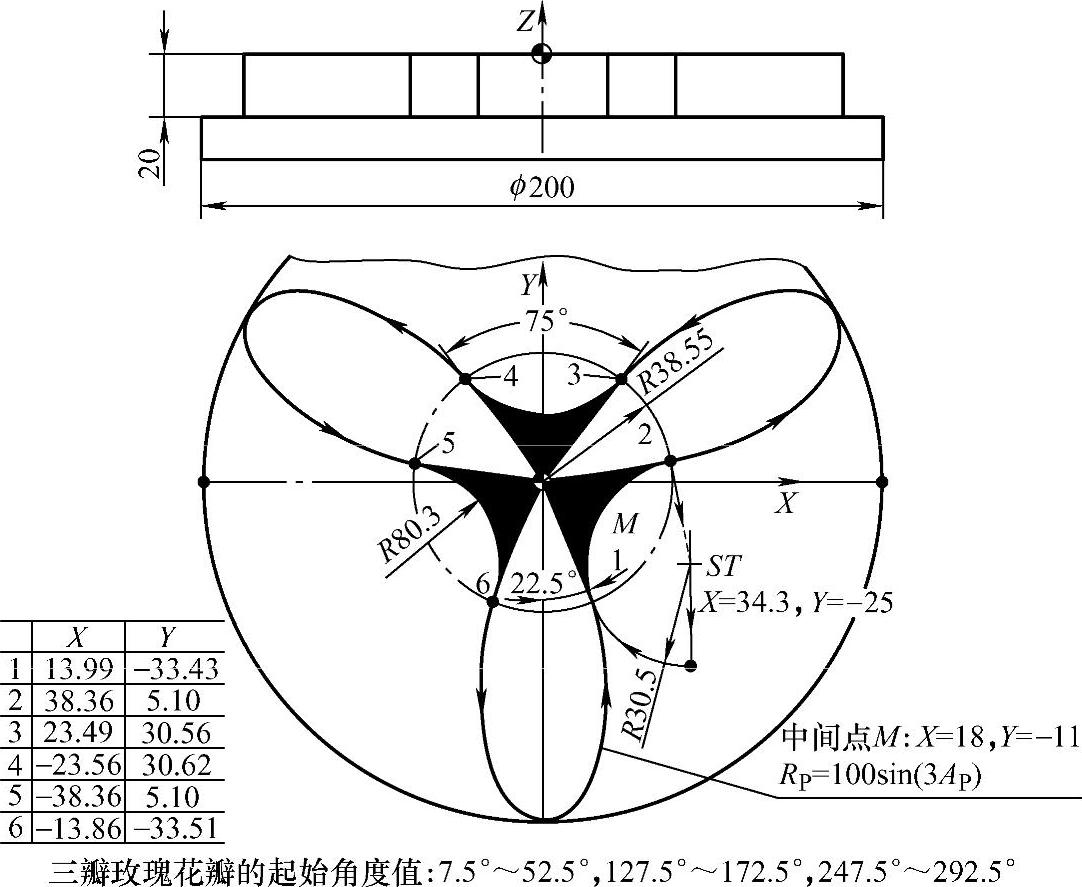
图4-25 玫瑰花瓣方程曲线轮廓工件
2.工件的装夹
零件外形为圆柱形,图中仅是玫瑰花瓣轮廓要加工,表面粗糙度等有一定要求,其余为非加工表面,可预先在车床上车出工件的外圆及端面,至表面粗糙度值达Ra 6.3μm即可,以便加工轮廓时的装夹与找正。选择立式数控铣床加工玫瑰花瓣方程曲线轮廓工件。
工件装夹:选用自定心卡盘装夹工件,先将自定心卡盘固定在铣床工作台上,找正自定心卡盘与工作台面平行。毛坯铣削完毕后,在工件下表面垫上厚度适当的垫块,工件露出自定心卡盘表面不低于30mm,利用木锤或铜棒敲击工件,使平行垫块不能移动后,再夹紧工件。找正工件X轴、Y轴零点位于工件对称中心位置。工件上表面为执行刀具长度补偿后的Z零点表面,选用φ24mm立铣刀加工玫瑰花瓣方程曲线轮廓,至达到尺寸要求。刀具与切削参数见表4-5。
表4-5 刀具与切削参数(https://www.xing528.com)

3.编制程序
程序如下:
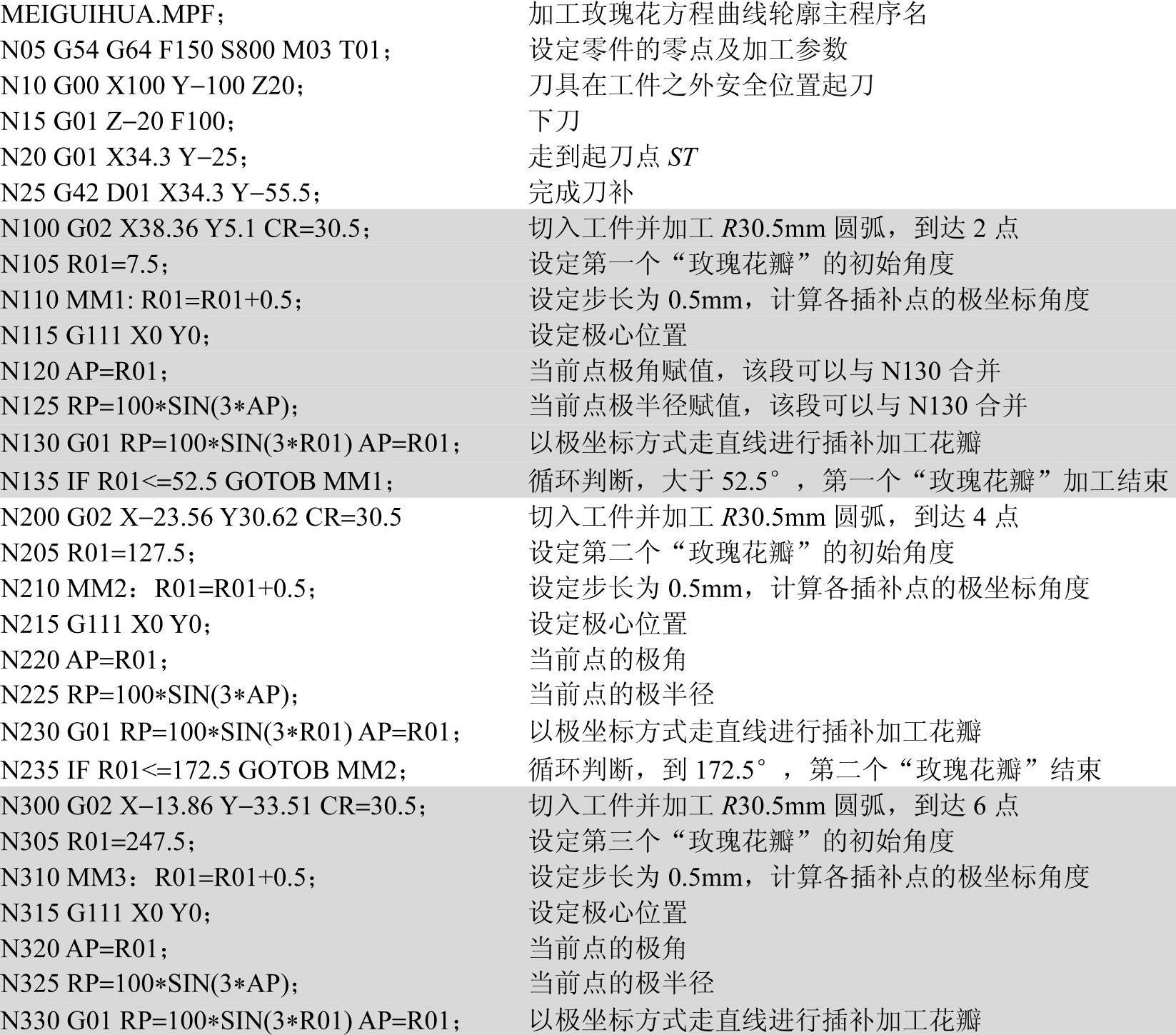

本程序段的编号是这样安排的:
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。