



【摘要】:初始状态下的R参数子程序称为原始子程序。这个在初始状态下编写的R参数子程序称为原始子程序,它与本章4.2节中的例1的五角星子程序相比要简单得多,应用所编程的五角星原始子程序,通过SINUMERIK系统的平移、旋转、比例缩放等功能编写一个主程序,实现了带有大小不同、角度不同、位置不同的五个五角星凸台的平面轮廓零件的程序编制,工作效率大大提高。
加工一个带有五个五角星凸台的平面轮廓零件,各凸台高度为10mm,试编写加工程序,有关要求如图4-12所示。
1.题意分析
工件上有五个五角星凸台,其大小、方向、位置圴不相同,若一个一个地编写加工程序不仅麻烦,而且工作效率也不高,若以后出现类似的几何图形还得再次编写,重复工作量大若能用R参数编写一个一般性的五角星凸台的R参数子程序(称为“活”程序),调用该子程序并通过坐标变换及比例缩放等方法,就很容易完成本工件的程序编制。初始状态下的R参数子程序称为原始子程序。
2.五角星有关参数设定与计算
如图4-13所示,设五角星第一个顶点处于水平位置,五角星外接圆半径  为R01,在直角△KOP1中,
为R01,在直角△KOP1中,  ,P2点的半径
,P2点的半径 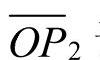 设为R02,在直角△KOP2中,∠KP2O=54°,则
设为R02,在直角△KOP2中,∠KP2O=54°,则  。
。
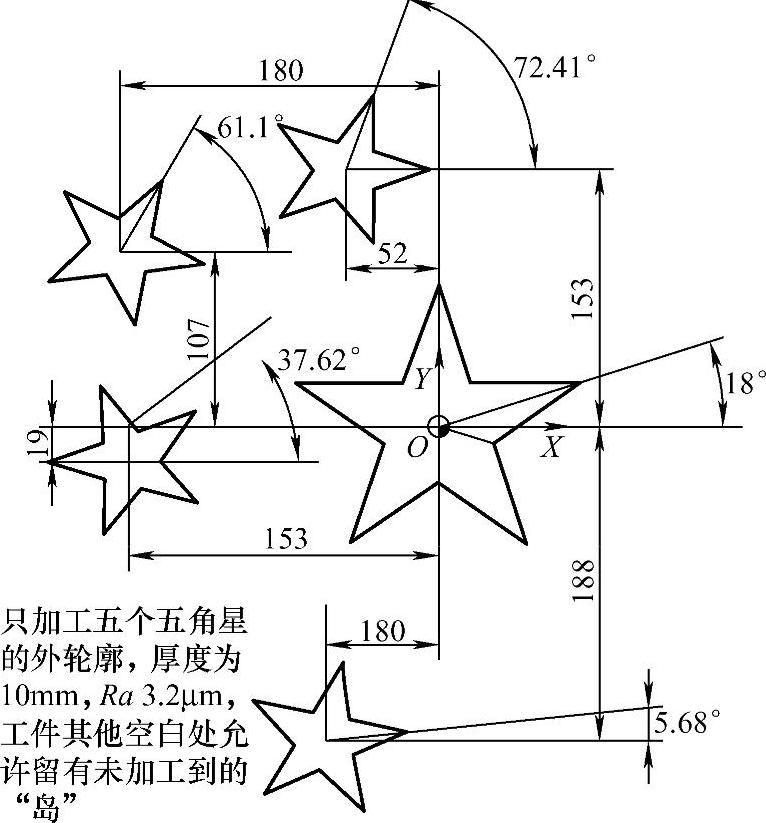
图4-12 五角星凸台的平面轮廓零件
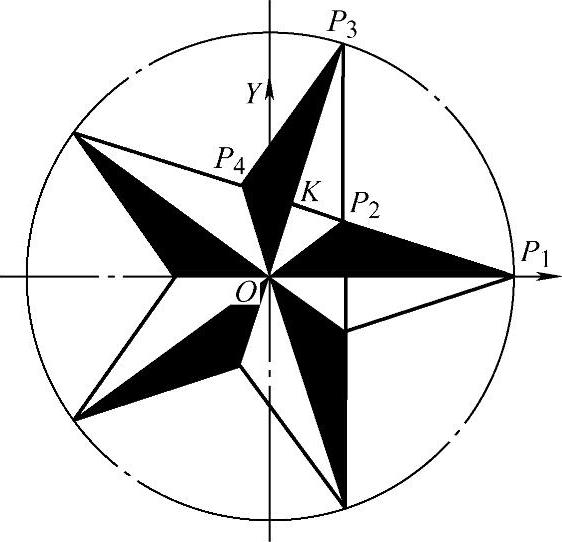
图4-13 原始五角星
3.原始子程序(https://www.xing528.com)
程序如下:
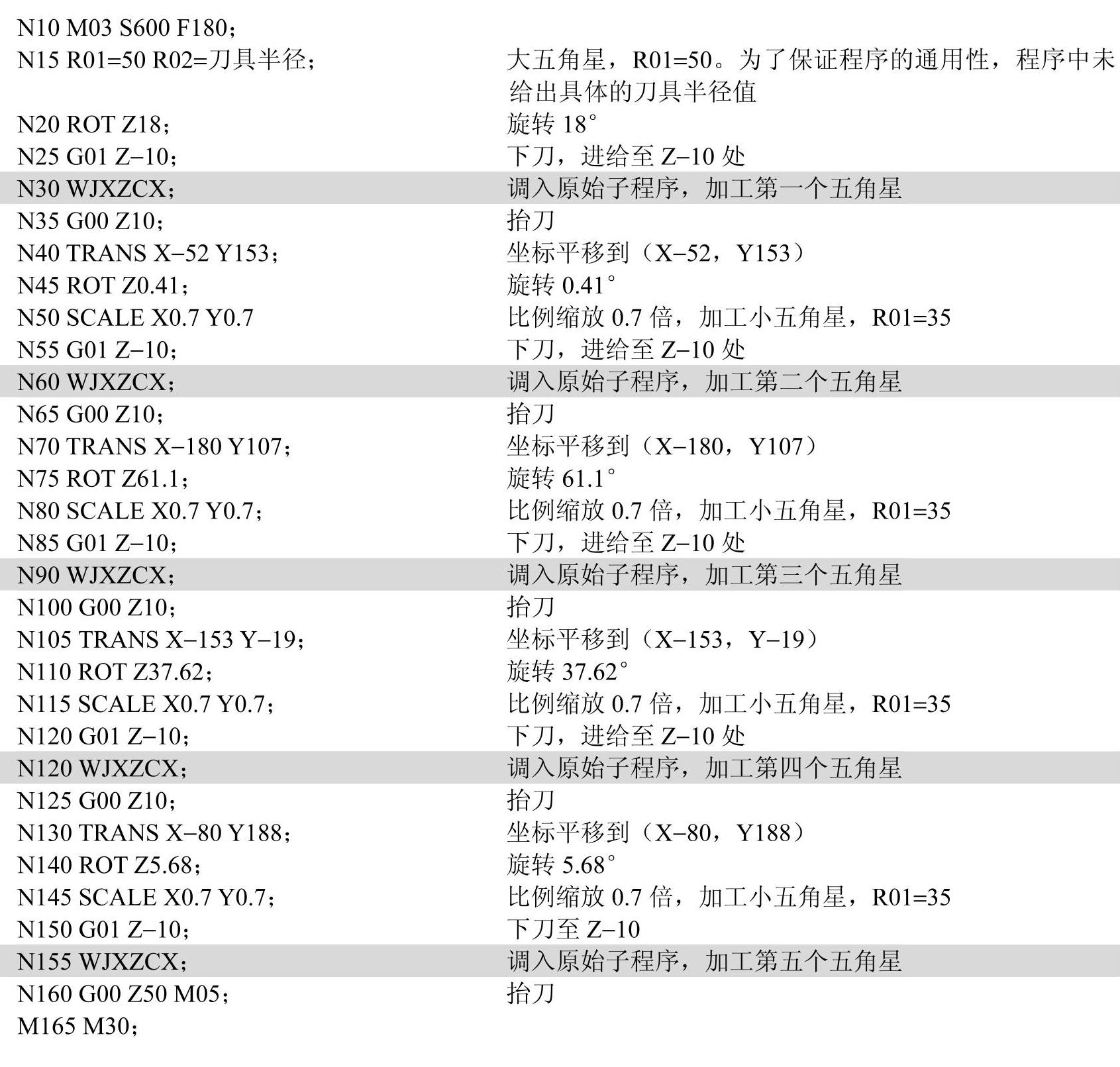
4.五角星凸台平面轮廓加工主程序
程序如下:

点评
本例采用极坐标系编程,只需要计算五角星1/5的坐标点,再通过REPEAT程序段指令,重复4次编写的五角星通用R参数子程序。这个在初始状态(五角星其中一个顶点在X轴上)下编写的R参数子程序称为原始子程序,它与本章4.2节中的例1的五角星子程序相比要简单得多,应用所编程的五角星原始子程序,通过SINUMERIK系统的平移、旋转、比例缩放等功能编写一个主程序,实现了带有大小不同、角度不同、位置不同的五个五角星凸台的平面轮廓零件的程序编制,工作效率大大提高。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。