



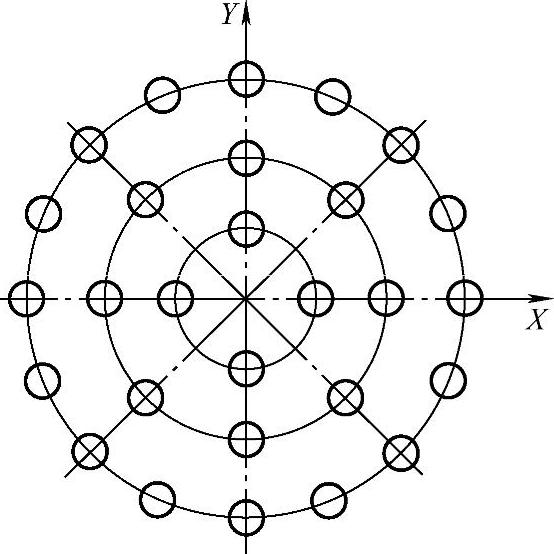
图4-11 环形分布的各孔加工
编写图4-11环形分布的各孔加工程序,已知第一圈孔中心圆半径为50mm,有四个均匀分的孔;第二圈孔中心圆半径为90mm,有八个均匀分布的孔;以后每圈孔的中心圆半径均增加40mm,均匀分布的孔数翻番,一共有10圈。所有的孔均为φ20mm的通孔,孔深为30mm。
1.题意分析
如果按照一般的编程思路,将每一个孔的坐标计算出来再编写程序,其工作量是非常大的。十圈孔的总数为  ,要计算各孔的坐标、编写程序、向机床输入程序、调试,其工作之大是可想而知的。显然从题目中可以找出许多规律来,这对我们编程十分有利。
,要计算各孔的坐标、编写程序、向机床输入程序、调试,其工作之大是可想而知的。显然从题目中可以找出许多规律来,这对我们编程十分有利。
2.编程规律
由于已知各孔呈圆周均匀分布,用极坐标编程比较方便,且所有孔的极坐标的极心都不变
第一圈第一个孔的位置:极角AP=0,极半径RP=25。
以后每个孔的极坐标只变极角,变化的规律:每次增加R05=90,循环R06=4次。(https://www.xing528.com)
第二圈第一个孔的位置:极角AP=0,极半径PR=RP+25。
以后每个孔的极坐标只变极角,变化的规律:每次增加R05=R05/2,循环R06=2*R06次
以加工的层数作为循环的终止条件,设定一个计数器R07。
3.编制程序
程序如下:
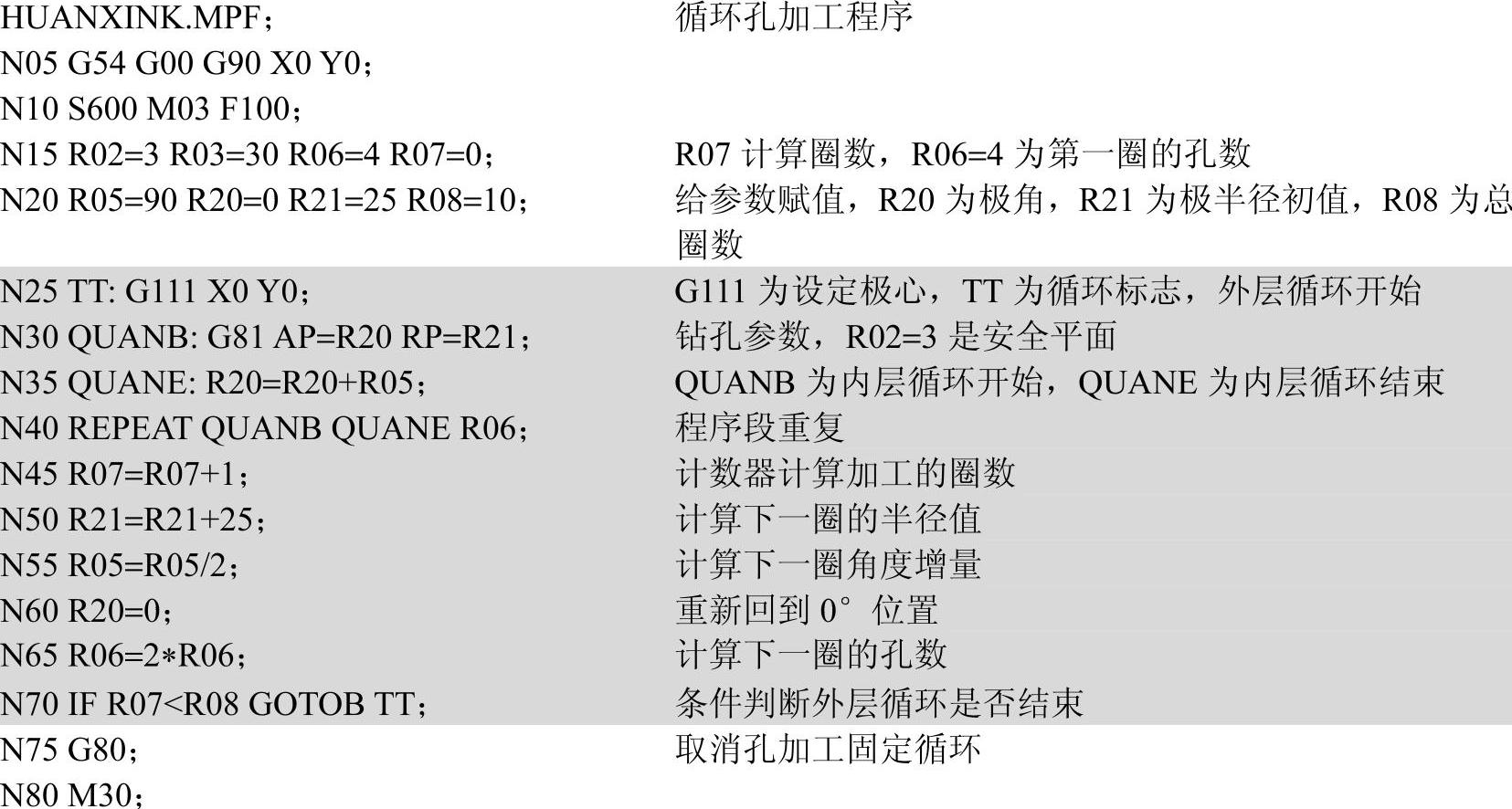
点评
本例采用了内外两层循环编程方式,从N25到N70为外层循环,采用IF…GOTO循环,用于控制总的加工圈数;从N30到N40为内层循环,采用REPEAT程序段重复循环用于控制每圈各孔。由于是浅孔,采用了G81钻孔指令,若是不通孔或深孔,本程序只要把G81替换成G82、G83或CYCLE82、CYCLE83,然后给定相应的参数即可,这样程序就可以完成钻、扩、镗等工作。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。