



在OXY平面,编写图4-5所示的内矩形槽铣削R参数子程序,并调用该子程序加工图4-6所示的零件。
1.R参数的设定
R01——槽长,R02——槽宽,R03——刀具半径,R04——槽深,R05——槽内圆角半径。

图4-5 内矩形槽R参数设置
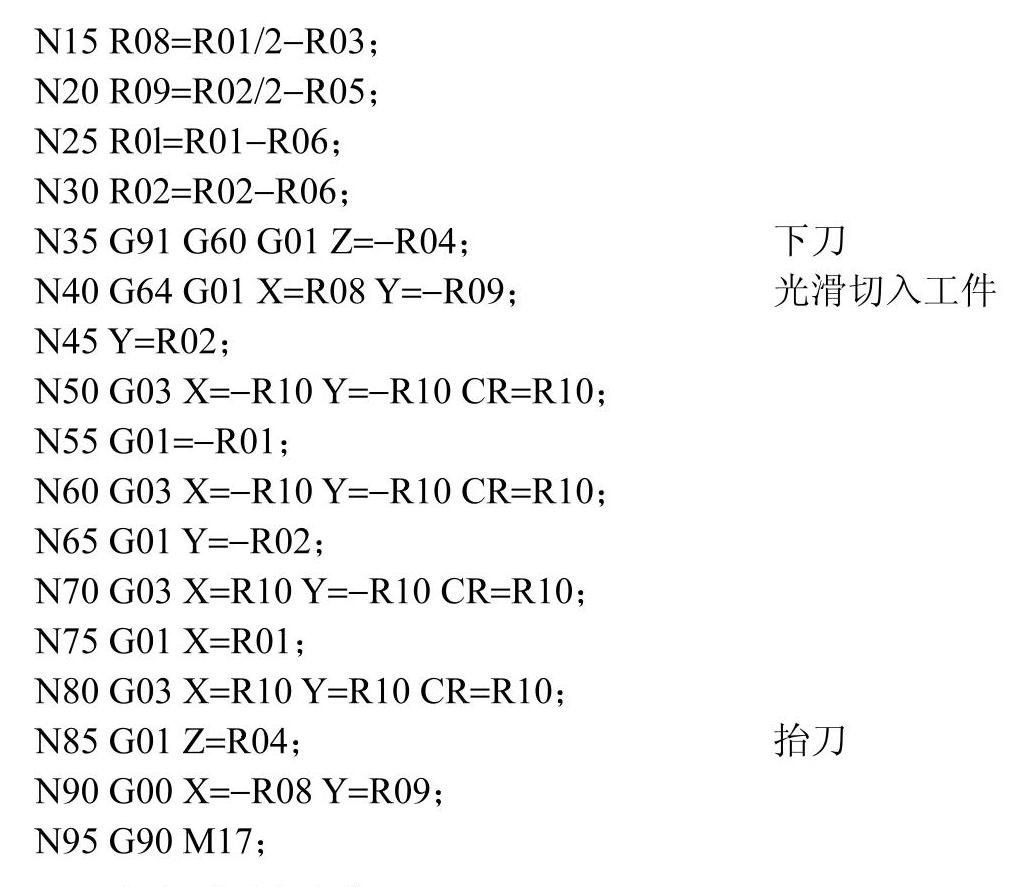
2.R参数子程序
程序如下:

3.主程序调用序
程序如下:
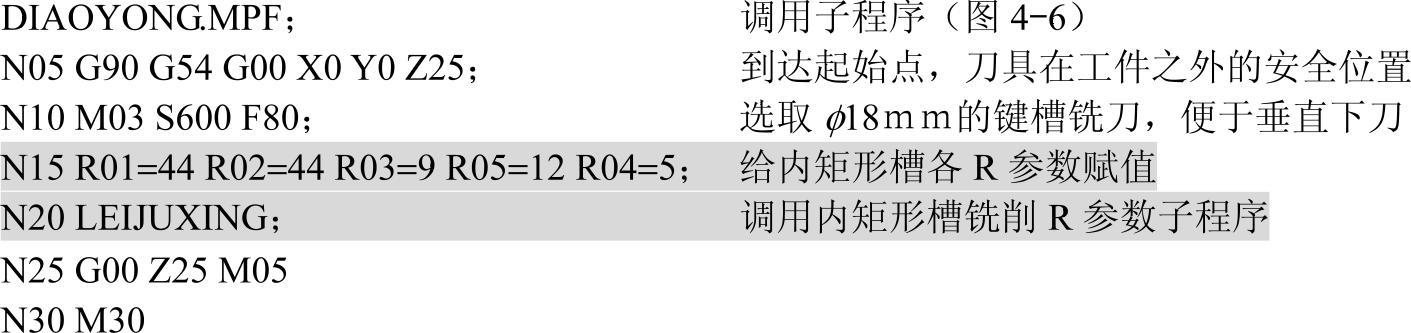
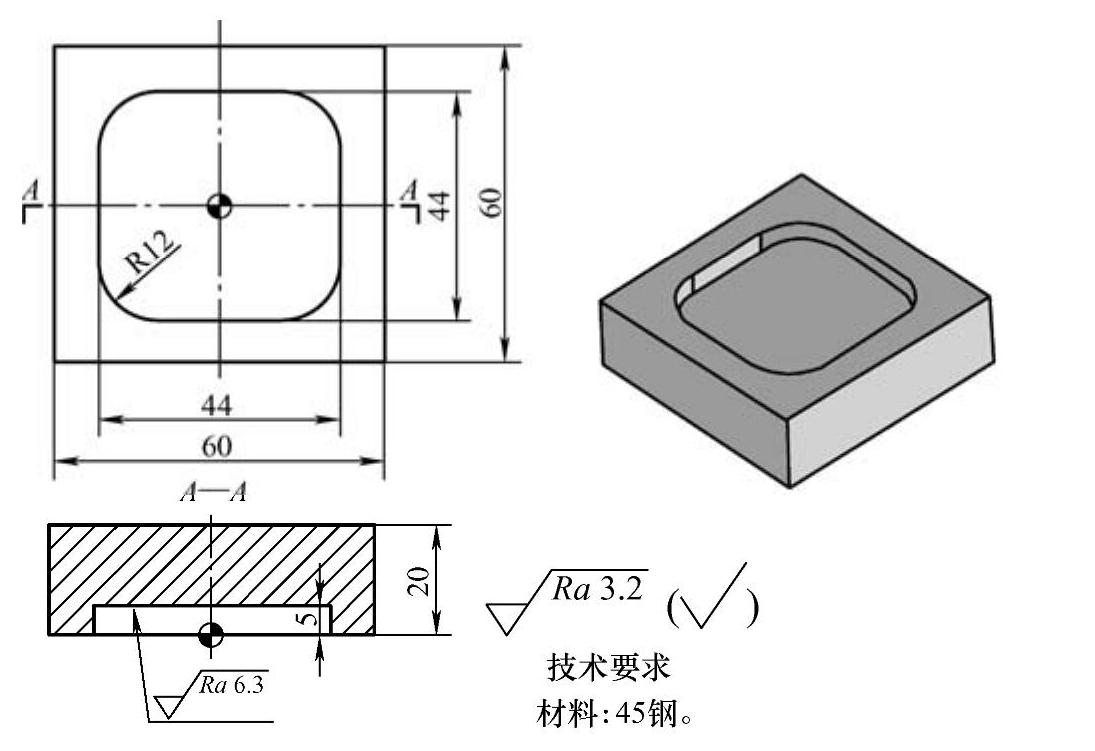
图4-6 内矩形槽铣削加工
4.几种变化情况分析(https://www.xing528.com)
下面分六种情况对内矩形槽R参数子程序进行讨论,如图4-7所示。
1)当R01>R02时,是一个呈水平方向布置的长槽,如图4-7a所示。
2)当R01<R02时,是一个呈垂直方向布置的长槽,如图4-7b所示。
3)当R01>R02=2R05时,是一个呈水平方向布置的键槽,图中没画出。
4)当R02>R01=2R05时,是一个呈垂直方向布置的键槽,如图4-7c所示。
5)当R01=R02时,是一个正方形槽,如图4-7d所示。
6)当R01=R02=2R05时,是一个半径为R05的圆,如图4-7e所示。
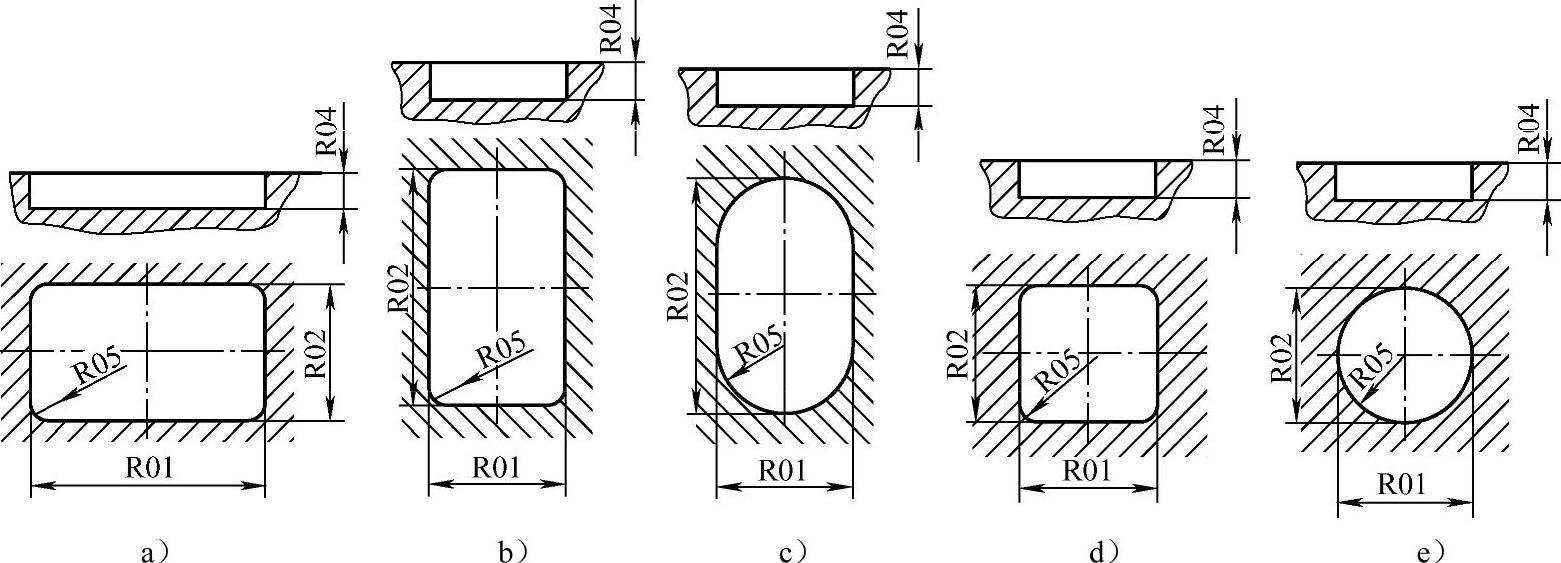
图4-7 内矩形槽的几种变化情况
这六种情况均可用一个程序LEIJUXING.SPF完成加工。
内矩形槽这样的几何图形,原本是一个“死板”的矩形,以前在编写零件程序的过程中总是把它看成固定不变的零件的一部分,一个零件图形对应一个甚至多个程序,零件图形稍为有点变化,又要重新编程,程序重复利用率很低。由本例可以看出,通过改变R01、R02 R05等相关参数以及它们之间的关系,就可以将原本“死板”的矩形图形衍生出六种几何图形,而使用的程序还是原先的那个子程序。
再结合SINUMERIK系统的平移、旋转、比例缩放、镜像等架构功能,这个“死板”的矩形还能衍生出更多的几何图形,这样的图形就“活”了,通过原先那个内矩形槽R参数子程序就可以解决所衍生出的众多几何图形的加工,正如任意大小正五角星参数程序一样,程序重复利用率得到了极大的提高。
点评
通过R参数子程序就可以解决所衍生出的众多相同或相似甚至不相似的几何图形的加工,程序重复利用率得到了极大的提高,这就是SINUMERIK系统R参数编程的优势所在,读者在本书中还可以从更多的例子中感受到。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。