



【摘要】:加工图4-2所示的工件,工件厚度为15mm,用直角坐标方式编写R参数加工程序。采用第二种方式即R参数计算坐标由数控机床自动完成的参数编程具有显著的优势,通过4.2节的各个例子,读者会更加感受到这一优势。
加工图4-2所示的工件,工件厚度为15mm,用直角坐标方式编写R参数加工程序。
1.参数设定与坐标计算
设R01=∠fOm,∠R02=kOe,因为直角△fmO与直角△feO全等,则∠fOm=∠fOe,所以∠kOe=90−2∠fOm,即R02=90°−2×R01,在直角△fmO中:R01=∠fOm=arctan(20/40)
R02=90°−2×R01=90−2×26.5651=36.87°
e点的坐标值:x=−40sin36.87°=−24,y=40cos36.87°=32
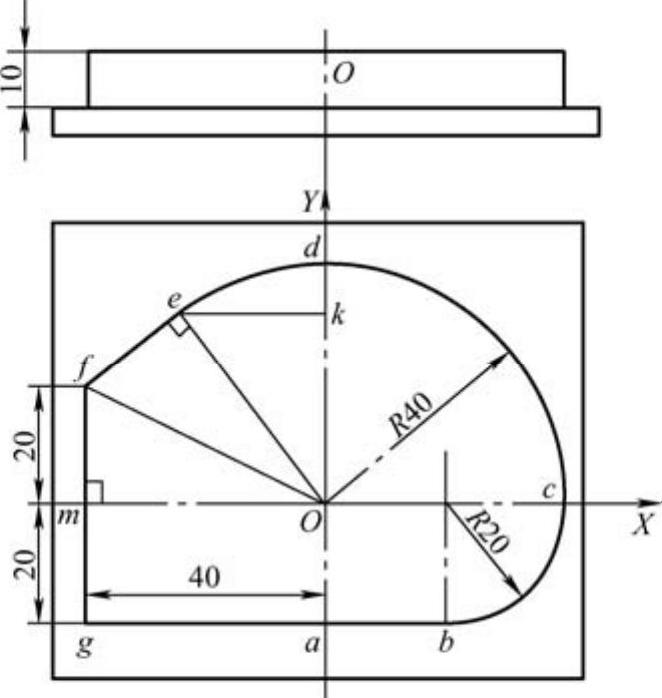
图4-2 直角坐标方式R参数编程
2.程序编制(https://www.xing528.com)
程序如下:
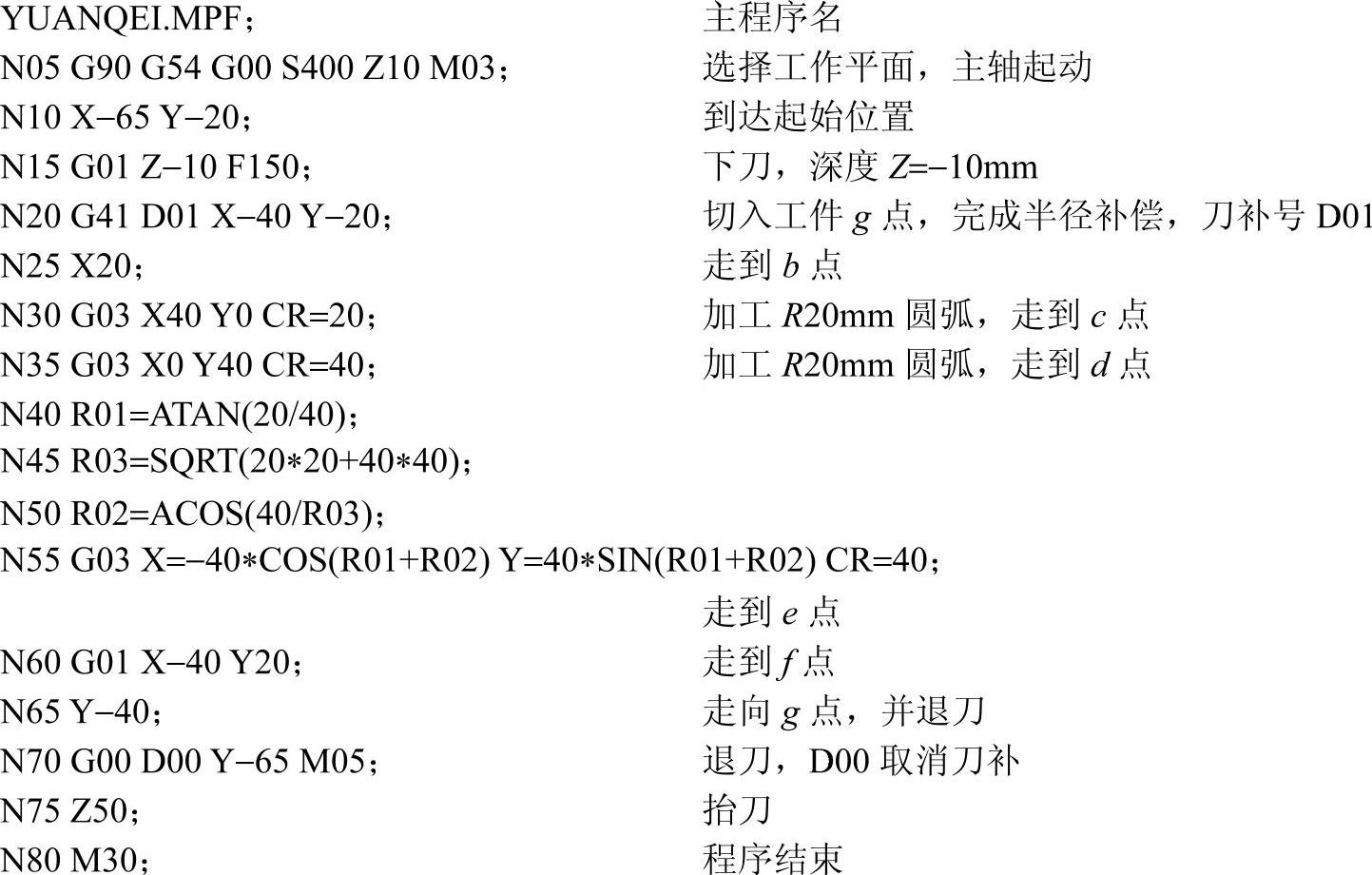
N55一行走刀到e点,其坐标是由人工计算的,相对比较麻烦,若由下面三行代替,也可达到同样的目的,其坐标计算由数控机床自动完成,提高了编程效率。

点评
从上面两例中可以看出,基点或节点的计算可以手工进行,也可由数控机床自动完成。一般教材通常举的例子都是采用第一种方式即手工或CAD把所有坐标值全部算出来,程序中用的是具体坐标编程,这种方法具有直观的特点,但遇到工件图形相似或相近时,原来的程序几乎不能再使用,修改起来也很麻烦,也就是说,采用第一种方式编写的程序通用性极差,这对多品种生产类型很不适应。采用第二种方式即R参数计算坐标由数控机床自动完成的参数编程具有显著的优势,通过4.2节的各个例子,读者会更加感受到这一优势。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。