



【摘要】:零件如图3-29a所示,零件外轮廓深度为20mm,零件内外轮廓分两层:8mm深的止口圆,4个φ12mm×7mm的沉孔,4个φ8mm的深孔,试确定工艺方案及编写加工程序。图3-29 孔加工固定循环a)零件图 b)反镗循环1.工艺方案分析1)原点设定:Z向程序原点位于上表面,Y向和X向程序原点位于工件左下角O点。采用图示B方向进刀,φ25mm孔加工完成后,在卧式数控镗床上加工,工作台不回转,换反镗刀后同样从B方向进刀,采用反镗孔的方法加工φ30mm孔。
使用立式加工中心加工图3-29所示零件上的各个孔,编写加工程序。
零件如图3-29a所示,零件外轮廓深度为20mm,零件内外轮廓分两层:8mm深的止口圆,4个φ12mm×7mm的沉孔,4个φ8mm的深孔,试确定工艺方案及编写加工程序。
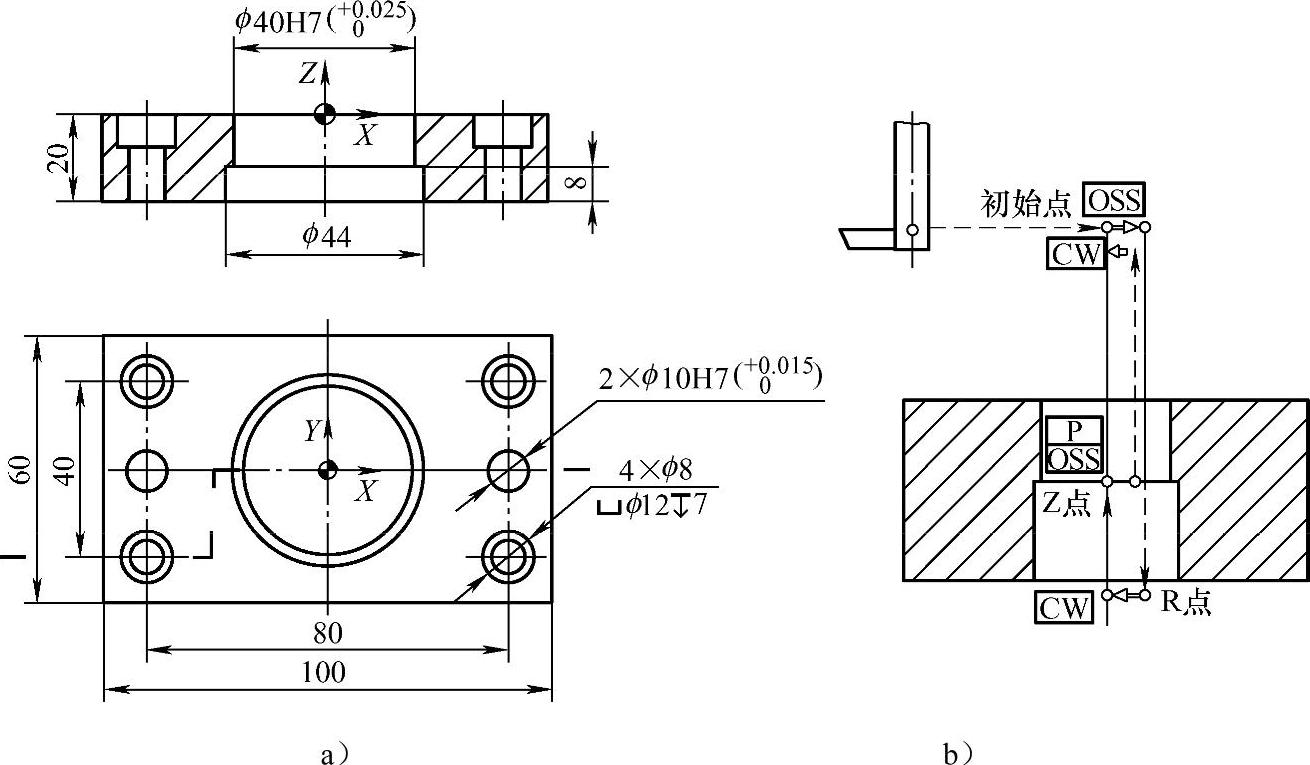
图3-29 孔加工固定循环
a)零件图 b)反镗循环
1.工艺方案分析
1)原点设定:Z向程序原点位于上表面,Y向和X向程序原点位于工件左下角O点。
2)刀具选用φ18mm立铣刀,φ20mm和φ14mm的键槽铣刀。
3)安全面高度为20mm。
4)孔的长径比为4,孔比较深,用G83指令钻孔。
5)反镗φ 44mm孔,如3-29b所示。
零件各工步的内容、所用刀具及切削用量见表3-9。
表3-9 孔加工工步内容及工艺参数(单位:mm)(https://www.xing528.com)

(续)

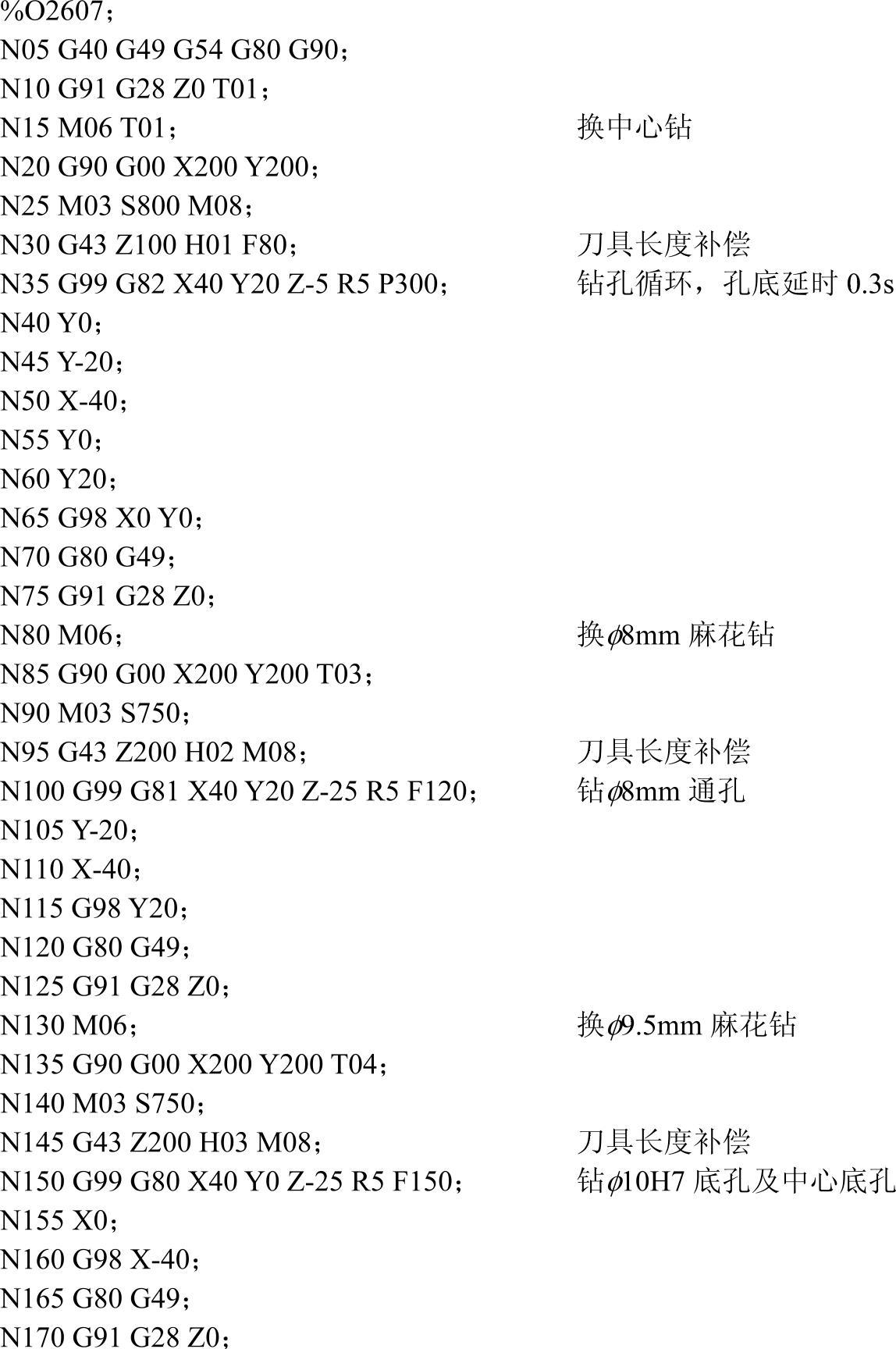
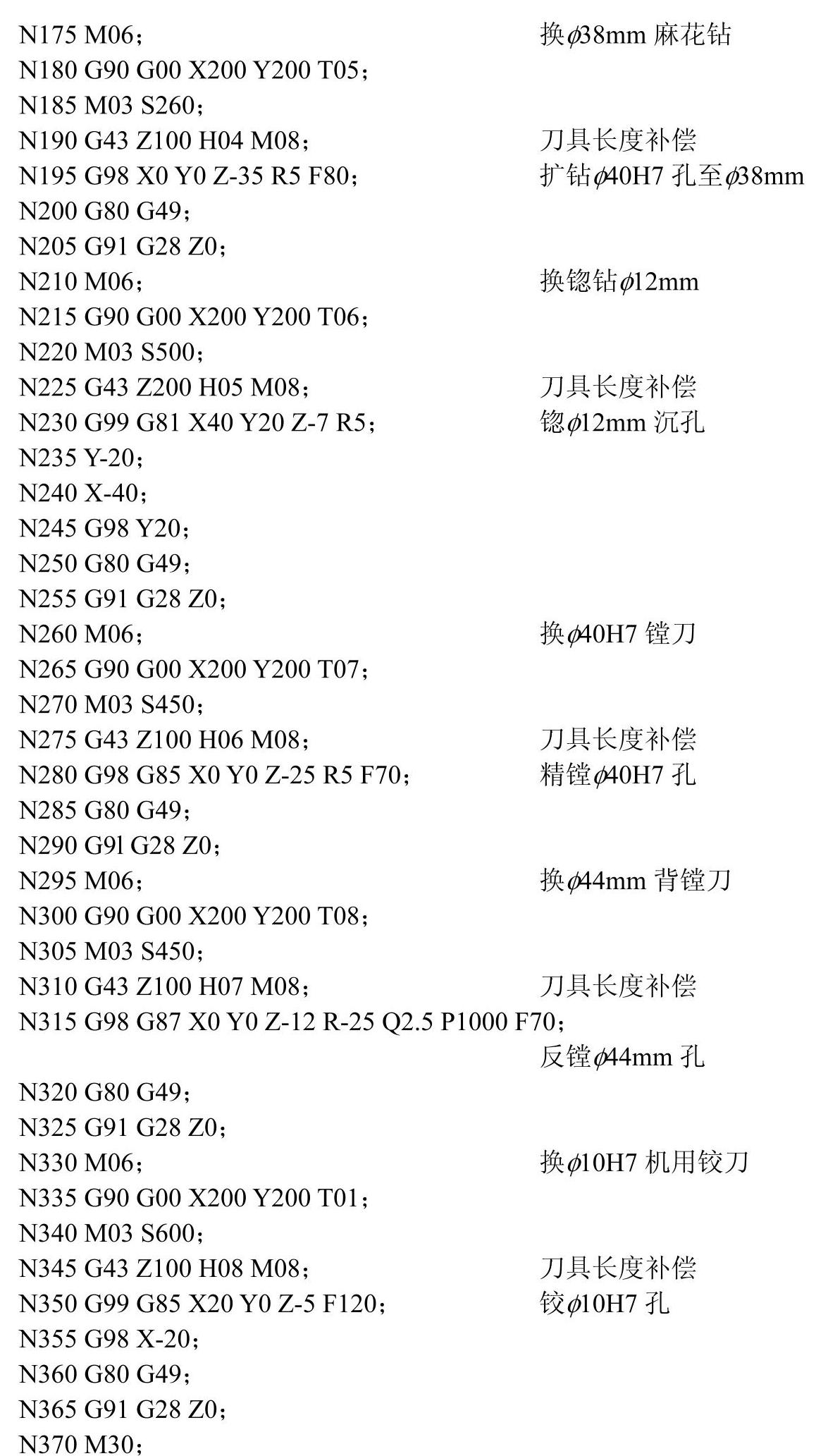
2.编制加工程序
程序如下:
适合于反镗孔的情况很多,如图3-30所示箱体中的φ30mm的孔,采用反镗加工方案,刀杆刚性好、加工质量和效率较高。采用图示B方向进刀,φ25mm孔加工完成后,在卧式数控镗床上加工,工作台不回转,换反镗刀后同样从B方向进刀,采用反镗孔的方法加工φ30mm孔。其中一个孔的加工程序片段如下:
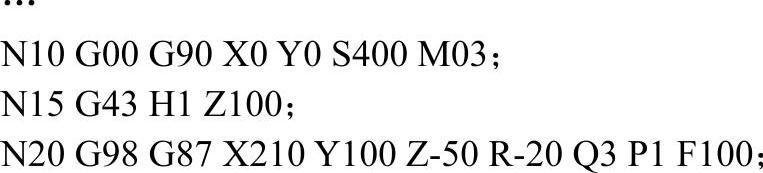

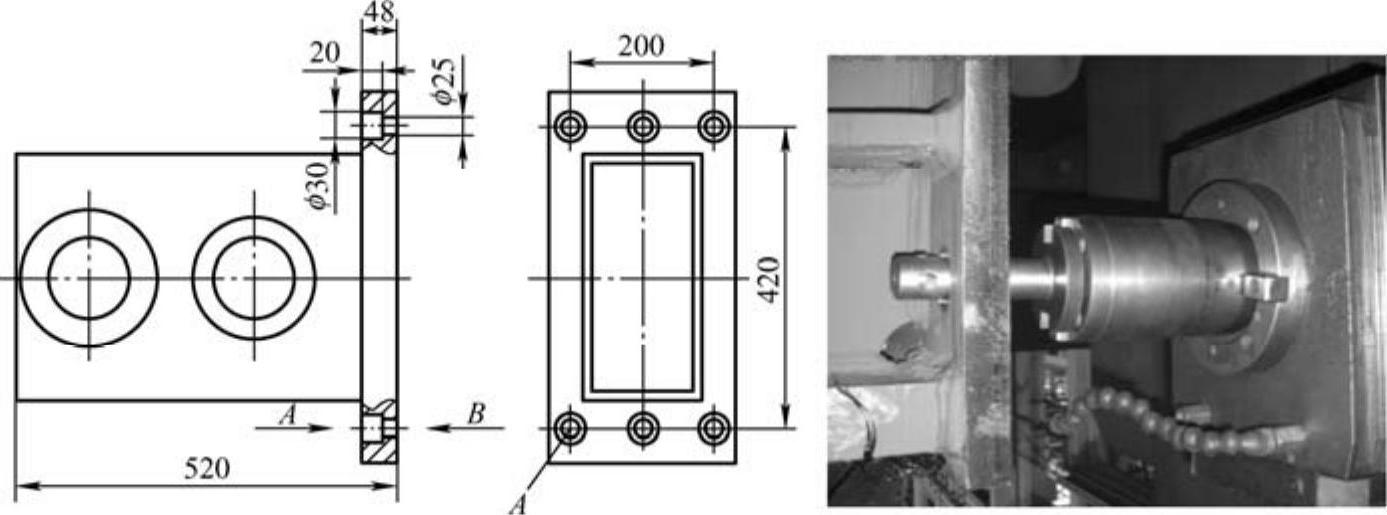
图3-30 适用于反镗加工的孔
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。