



连接套的毛坯尺寸是φ80mm×65mm,材料为45钢,如图3-15所示。试编写加工工艺与数控程序。
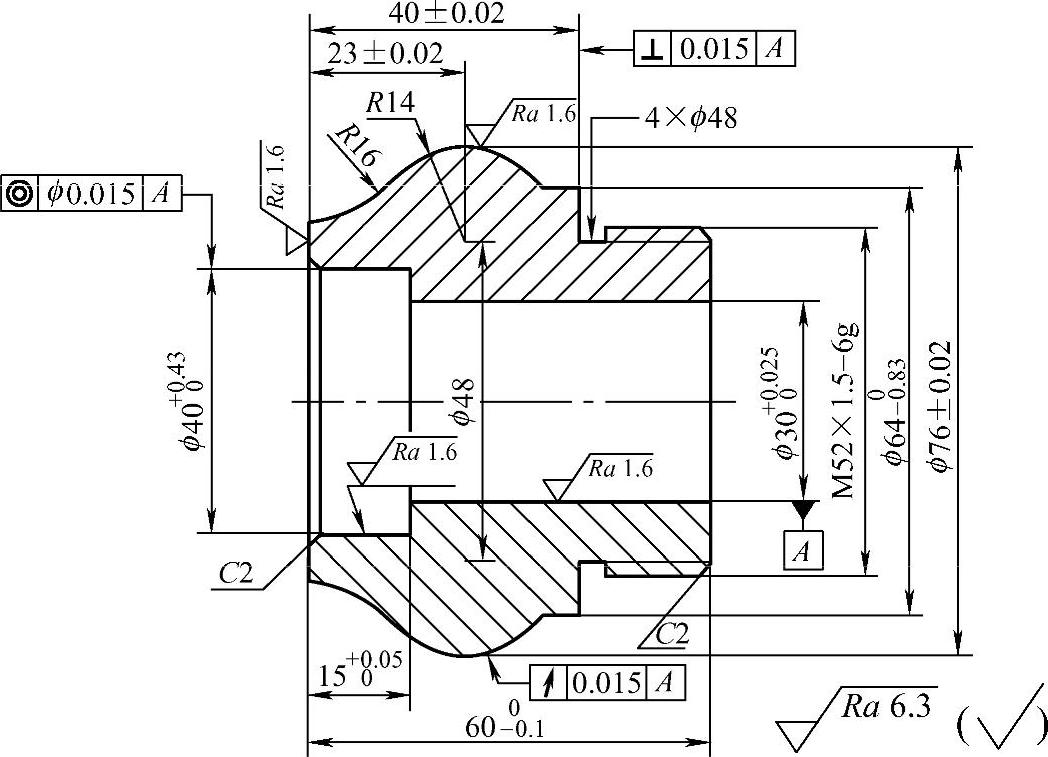
图3-15 连接套零件图
1.工艺分析
连接套毛坯及成品如图3-16所示。连接套由形状复杂的外形、台阶孔、螺纹组成,有同轴度、垂直度及径向圆跳动要求,且要调头分两次装夹工件,就很难保证上述要求。同时若先加工R16/R14外形,工件调头加工螺纹,卡盘无法卡圆弧面;反之,若先加工螺纹端,工件再调头加工R16/R14外形,外螺纹要卡坏,因此必须设计专用夹具——心轴。
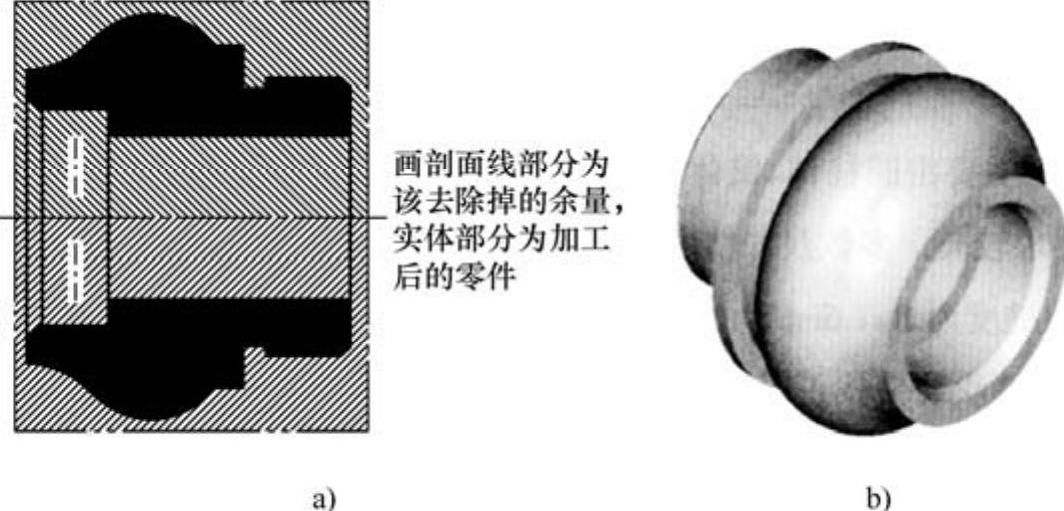
图3-16 连接套毛坯及成品示意图
2.工序内容与程序
(1)“基准先行”加工端面与外圆 如图3-17所示,夹毛坯φ80mm一端,长25mm左右,车端面平整见光,车外圆至φ78mm,所用刀具为左偏外圆车刀。切削用量见表3-5。
表3-5 加工端面与外圆的切削用量

加工端面与外圆的程序如下:
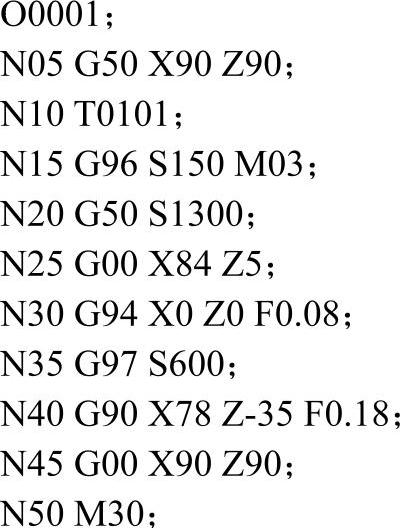
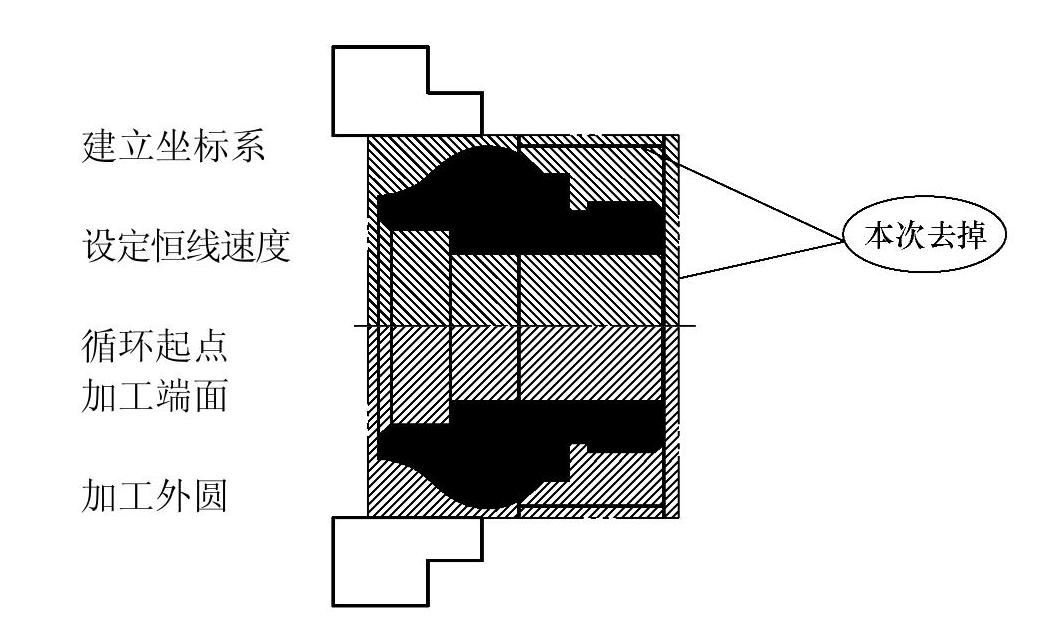
图3-17 连接套端面与外圆的加工
(2)端面及内孔加工工艺过程 用自定心卡盘夹工件φ78mm一端,长25mm左右,采用“一刀活”的方式完成下列各工步内容,确保工件的同轴度。连接套端面与内孔加工如图3-18所示,切削用量见表3-6。
1)粗加工端面留0.2mm余量。
2)粗加工外圆至φ78mm。
3)钻中心孔,深3mm。
4)钻φ18mm通孔。
5)扩φ18mm通孔至φ25mm。
6)粗车内孔,X、Z向各留余量0.2mm。
7)精车内孔(反车)。
8)精车端面。(https://www.xing528.com)

图3-18 连接套端面与内孔的加工
表3-6 加工端面与内孔的切削用量
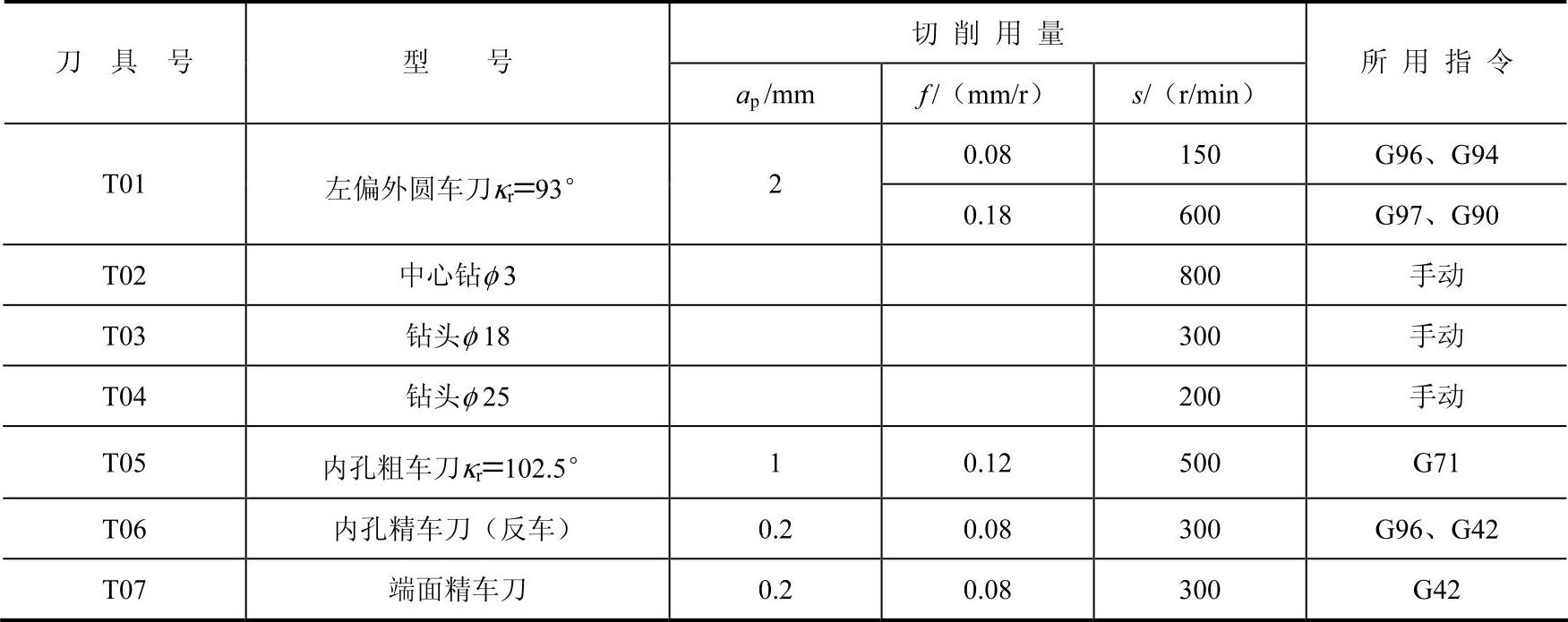
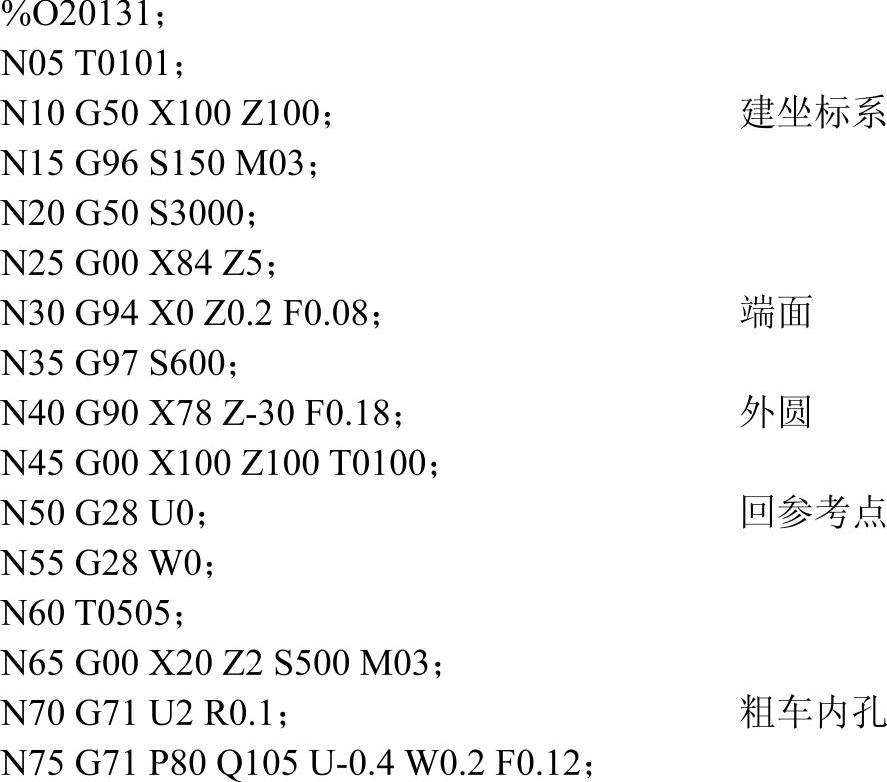
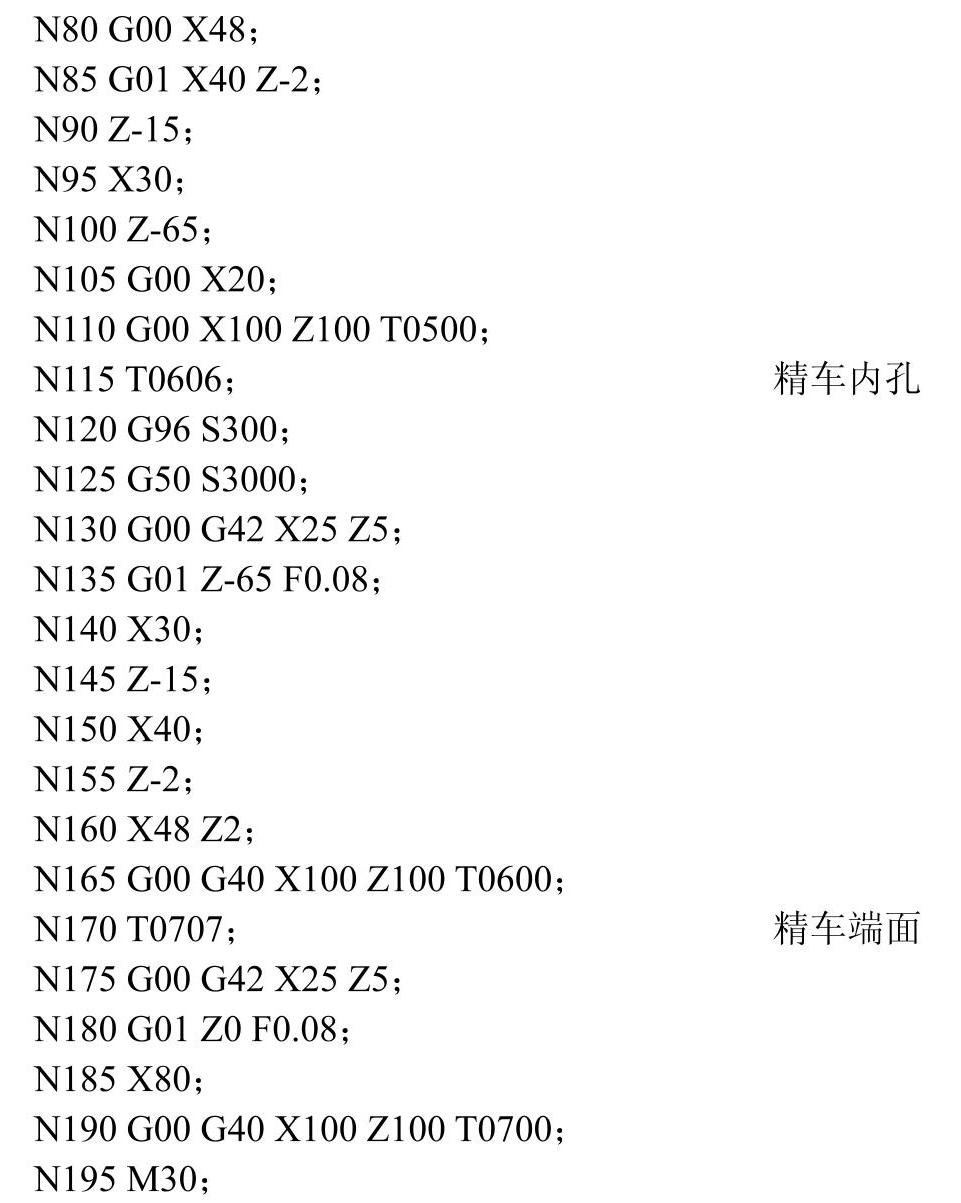
加工端面与内孔的程序如下:
(3)零件外形的加工工艺过程 利用芯轴,采用一夹一顶方式装夹工件加工零件的外形。连接套外形的加工如图3-19所示,切削用量见表3-7,所用刀具如图3-20所示。
表3-7 连接套外形加工的切削用量
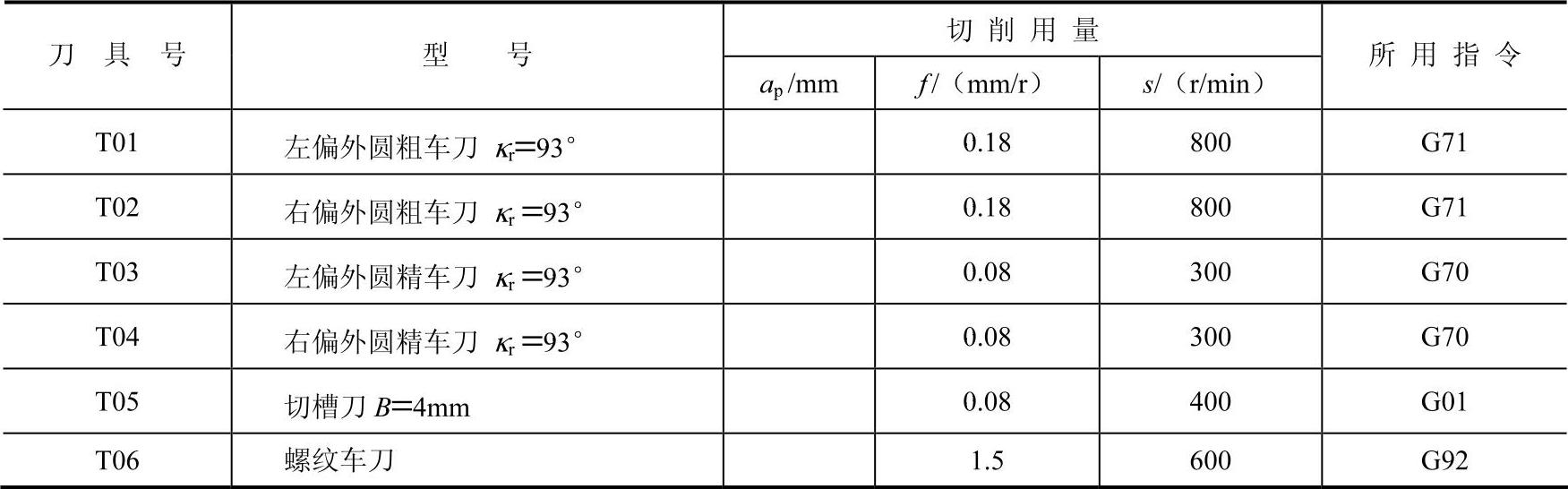
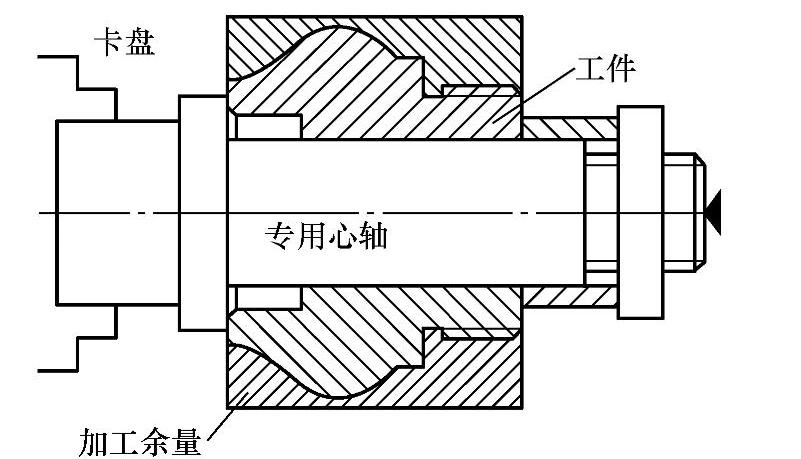
图3-19 连接套外形的加工
1)粗车右端外圆,留0.2mm余量。
2)粗车左端外圆,留0.2mm余量。
3)精车右端外圆。
4)精车左端外圆。
5)切槽。
6)加工螺纹。
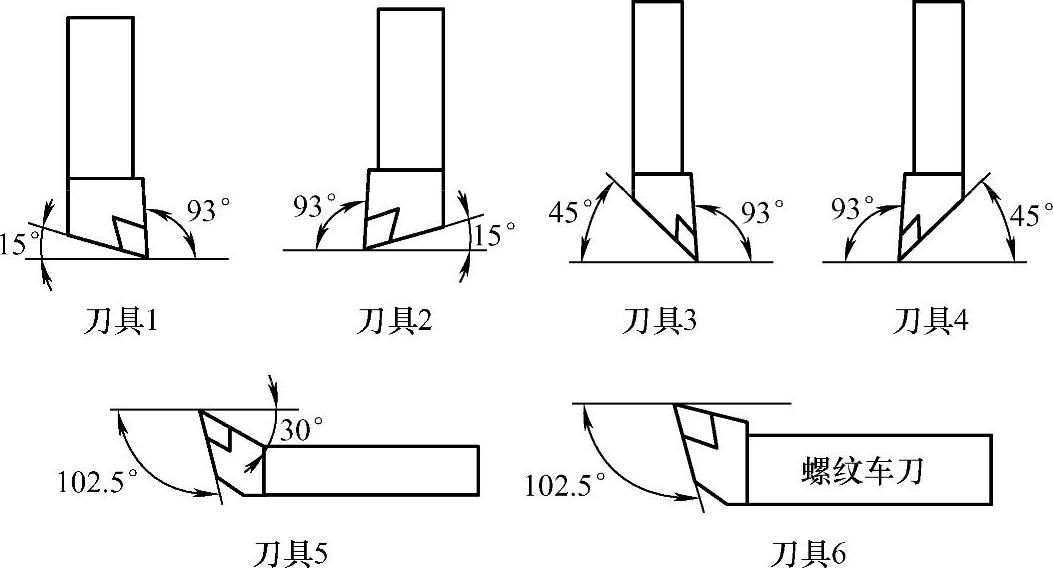
图3-20 连接套外形加工所用的刀具
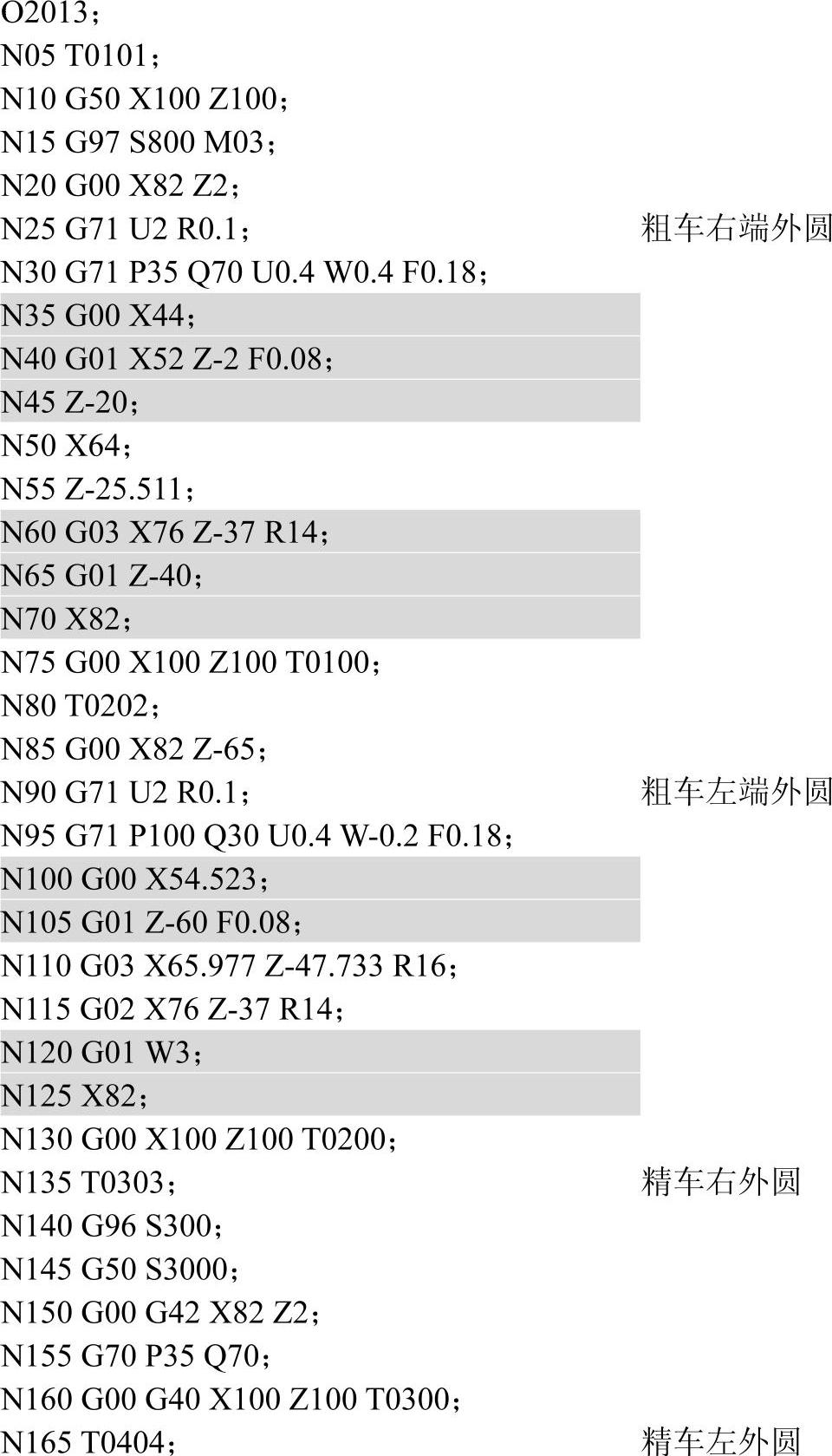
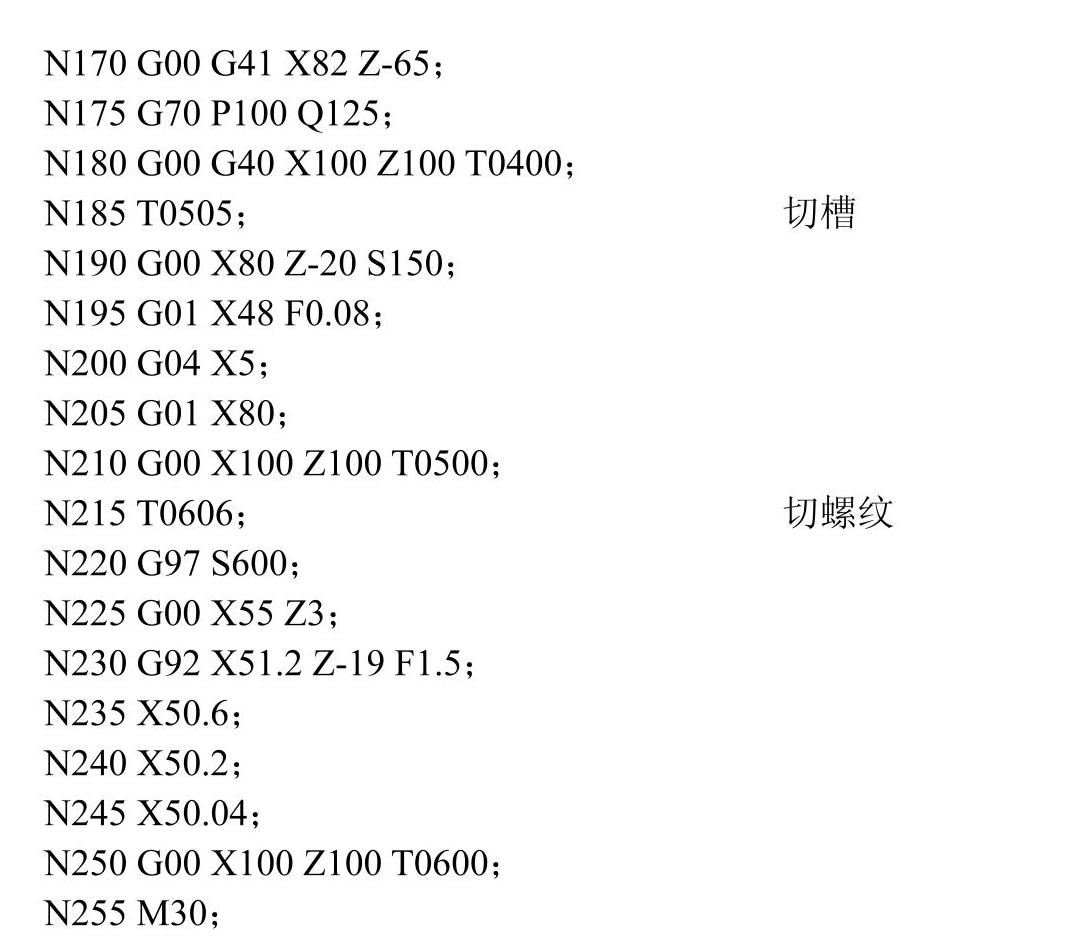
加工零件外形的程序如下:
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。