



【摘要】:图3-13所示为内、外螺纹联接轴,其毛坯尺寸为φ50mm×130mm,材料为45钢,试编写加工工艺与数控程序。表3-3 工序内容及所用刀具2.螺纹加工的相关计算螺纹总切削深度,h=0.6495Ph=0.6495×2mm=1.299mm内螺纹小径,d=D2h=mm=21.402mm3.加工程序零件左端部分加工程序:零件右端部分加工程序:点评螺纹循环的参数虽然较多,但只需一次指定有关参数就可完成一个螺纹全部加工,且有利于改善刀具的切削条件。注意编程格式“G76 PQR;”。
图3-13所示为内、外螺纹联接轴,其毛坯尺寸为φ50mm×130mm,材料为45钢,试编写加工工艺与数控程序。
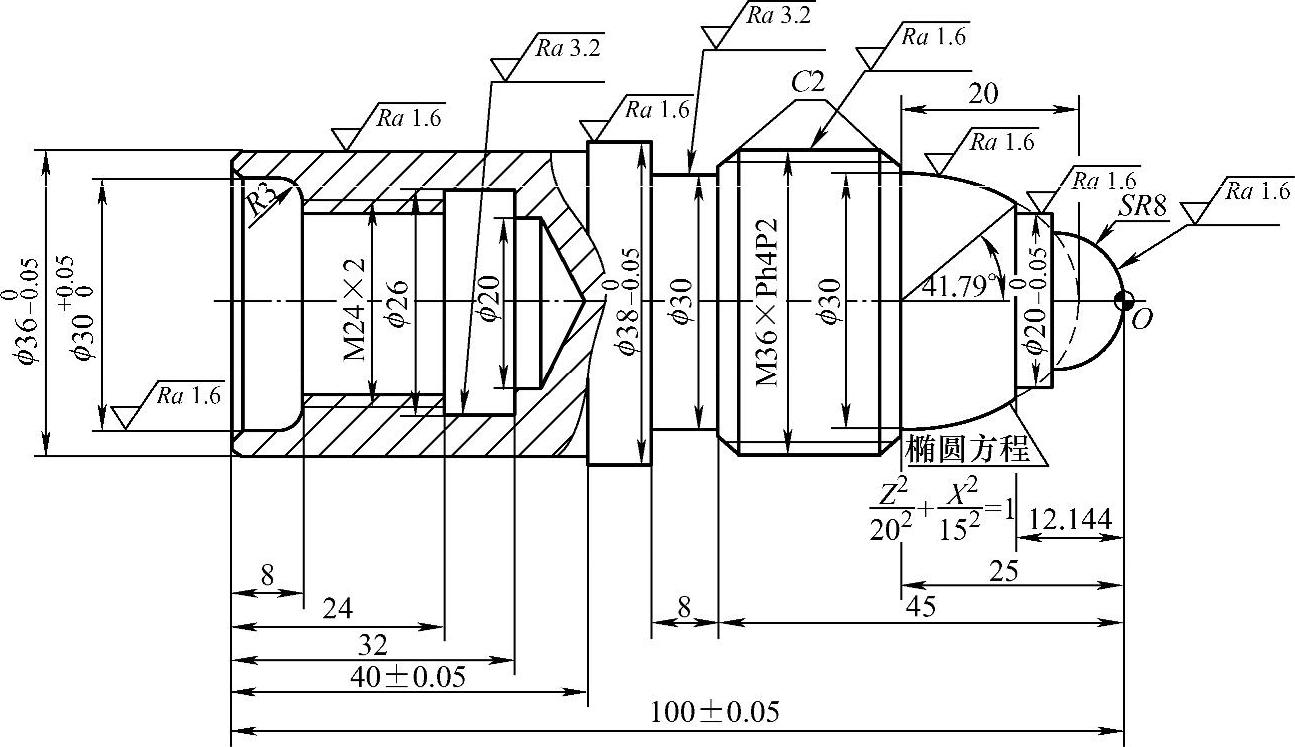
图3-13 内、外螺纹联接轴
1.工艺分析
加工本例工件时,难点有两个:一是内、外螺纹的加工,二是右端椭圆轮廓的加工。内螺纹的加工主要难在孔径小,刀杆细,刚性差,也不便于观察;椭圆轮廓的加工难在插补,编程复杂,其次是车刀的副偏角不能太小,否则加工到椭圆结束时会与工件的已加工表面发生干涉。为了方便车内孔,预先钻出相应直径和深度的孔,可手动完成。工序内容及所用刀具见表3-3。
表3-3 工序内容及所用刀具

2.螺纹加工的相关计算
螺纹总切削深度,h=0.6495Ph=0.6495×2mm=1.299mm
内螺纹小径,d=D−2h=(24−2×1.299)mm=21.402mm(https://www.xing528.com)
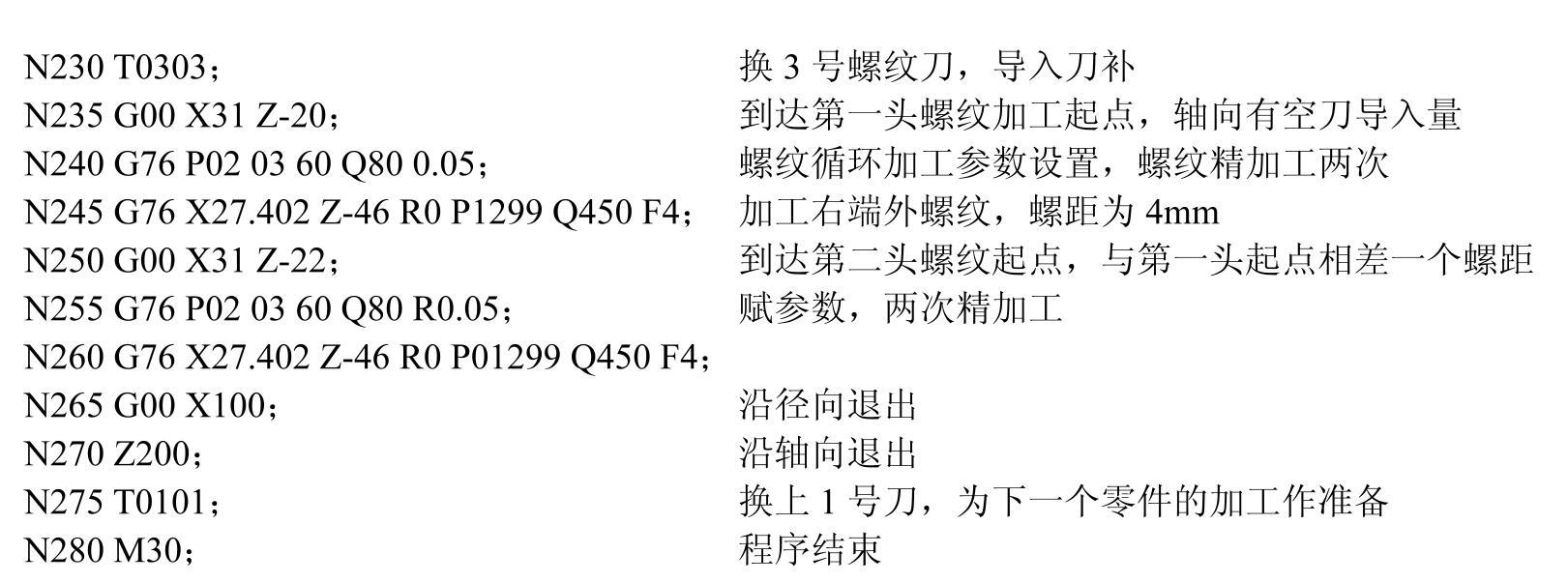
3.加工程序
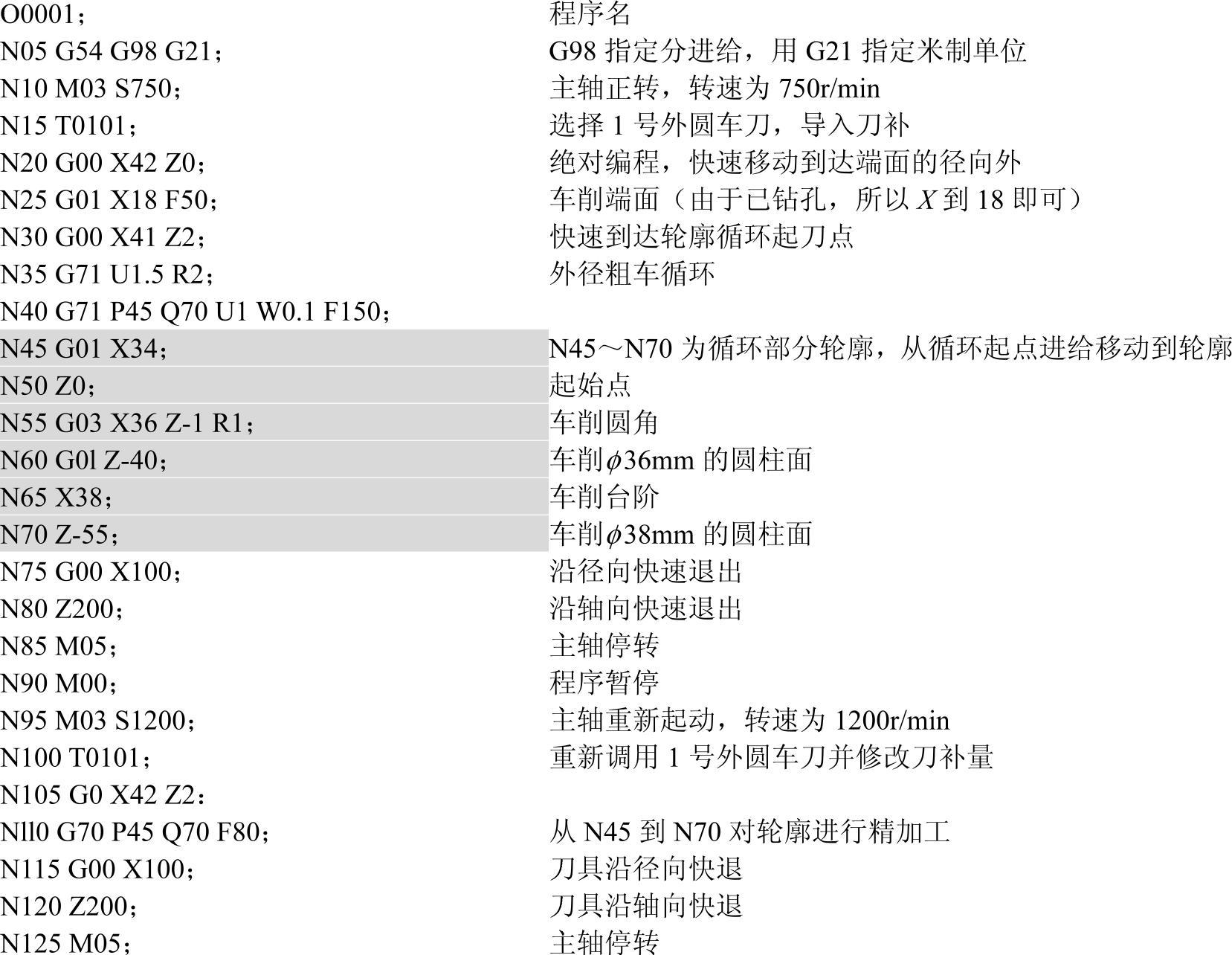
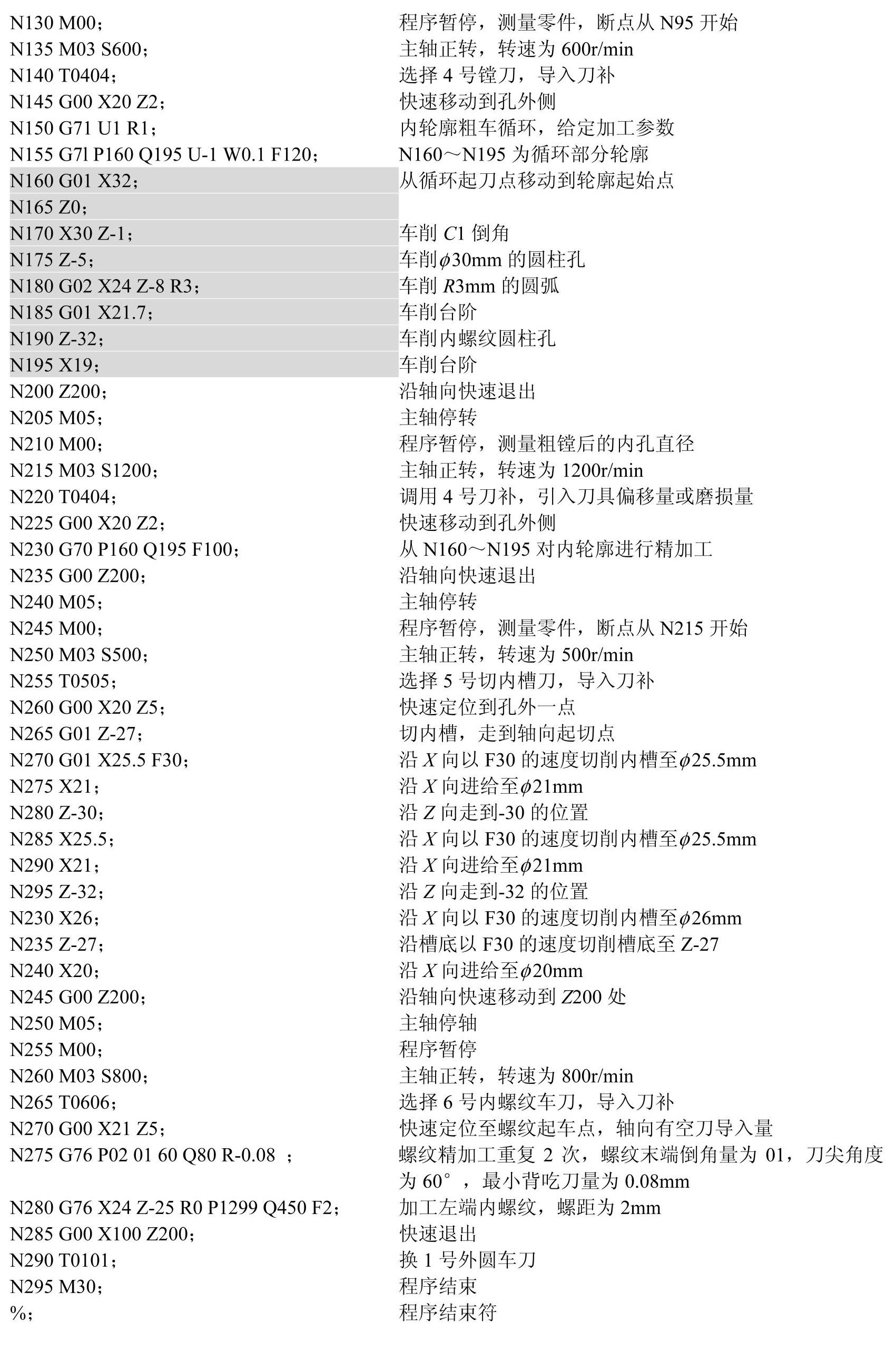
零件左端部分加工(必须在钻足够深孔后才能进行自动加工)程序:
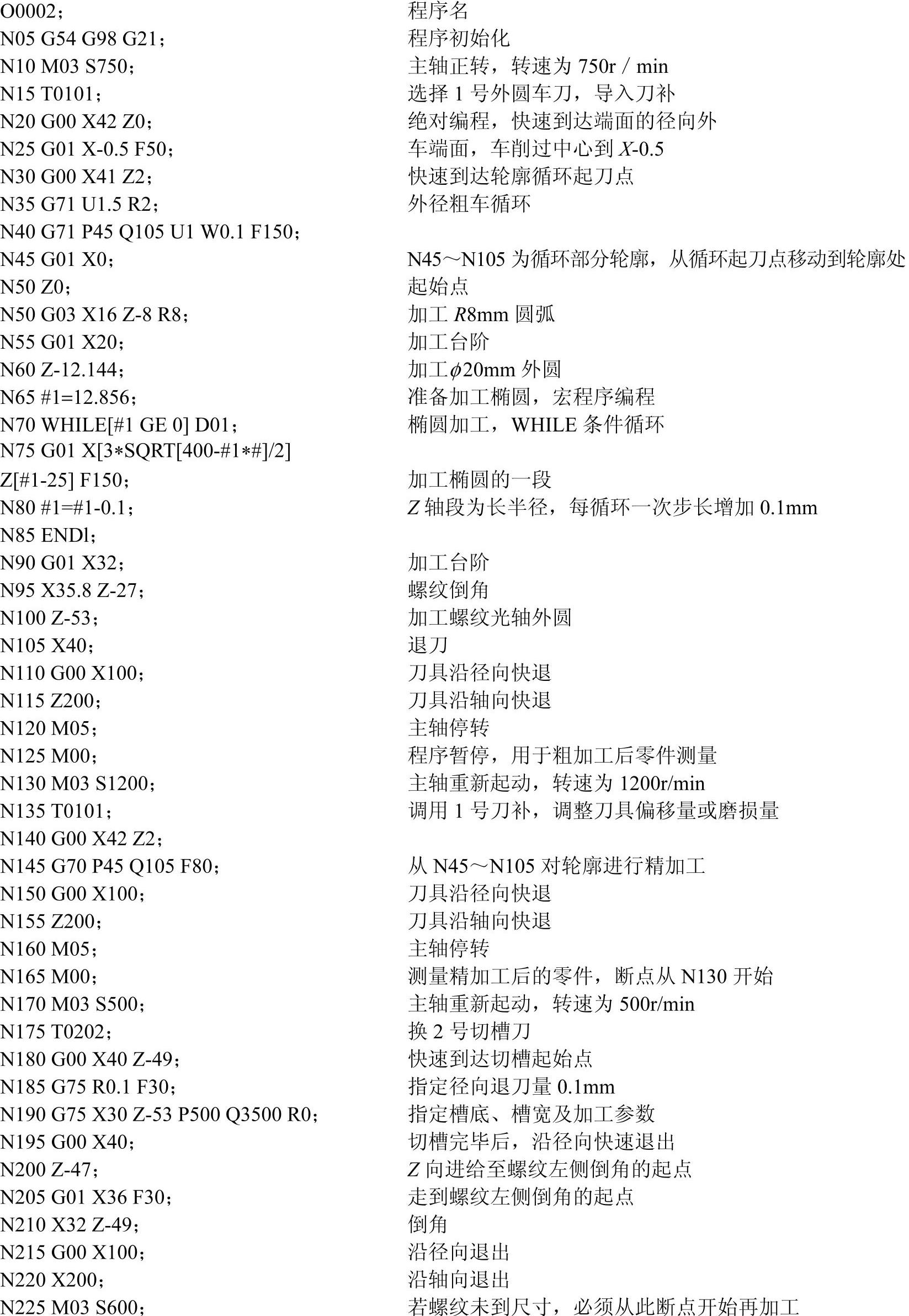
零件右端部分加工程序:
点评
螺纹循环(G76)的参数虽然较多,但只需一次指定有关参数就可完成一个螺纹全部加工,且有利于改善刀具的切削条件。注意编程格式“G76 P(m)(r)(a)Q(Admin)R(d);”。程序段“G76 P020160 Q80 R-0.08;”表示:螺纹精加工重复2次,螺纹末端倒角量为01,最小背吃刀量为0.080mm,刀尖角度60°;若r=03,则倒角量=3×0.1×4mm(导程)=1.2mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。