



【摘要】:图3-11 传动轴1.工艺分析零件加工的工艺分析 根据零件的轮廓形状,现采用一次装夹,夹φ25mm外圆,先用右偏刀加工M16、R40mm、φ40mm、φ35H7达到图样要求,用螺纹车刀加工M16螺纹,然后用左偏刀车φ25mm外圆和倒角达到图样要求,最后倒角和切断工件。1)刀具材料的牌号:粗加工时选用YT5,精加工时选用YT30。2)刀具种类的选择:由于工件轮廓中有φ40mm球面的加工,为了防止刀具副切削刃的干涉,宜采用的尖形车刀或偏头刀。
图3-11图所示零件的毛坯尺寸为φ72mm×150mm,试编写加工工艺及加工程序。
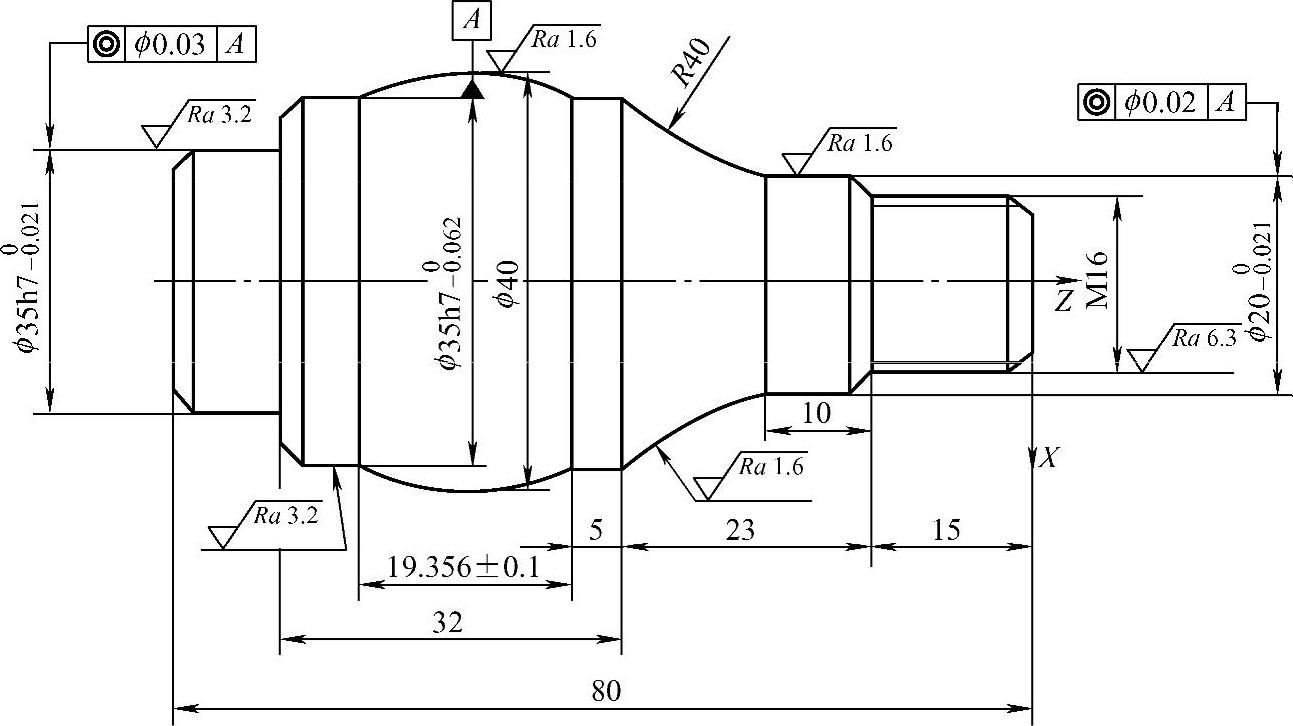
图3-11 传动轴
1.工艺分析
(1)零件加工的工艺分析 根据零件的轮廓形状,现采用一次装夹,夹φ25mm外圆,先用右偏刀加工M16、R40mm、φ40mm、φ35H7达到图样要求,用螺纹车刀加工M16螺纹,然后用左偏刀车φ25mm外圆和倒角达到图样要求,最后倒角和切断工件。
(2)刀具的选择 由于工件材料为42CrMo合金钢,毛坯为锻件,强度和硬度较高,最好是粗、精加工刀具分开,以保证精加工的表面质量。
1)刀具材料的牌号:粗加工时选用YT5,精加工时选用YT30。
2)刀具种类的选择:由于工件轮廓中有φ40mm球面的加工,为了防止刀具副切削刃的干涉,宜采用的尖形车刀或偏头刀。如果数控机床具有刀尖圆弧半径补偿功能,可以选用对称型机夹式圆弧刀片车刀。(https://www.xing528.com)
3)由于工件材料强度和调质硬度高,加工螺纹的刀具不宜采用高速钢,因为表面粗糙度难以达到图样要求。最好选择先进的机夹式螺纹车刀,刀片材料选用W1或W2或涂层刀片。车螺纹时要采用较高的主轴转速和较小的切削深度。为了提高螺纹表面质量,最后可以空走刀车螺纹一次。
加工该件的程序共要5把刀具:粗车刀、精车车刀、60°螺纹车刀、切断刀、90°左偏刀。如果刀架只能安装4把刀,就只有将粗、精车外圆用同一把刀。
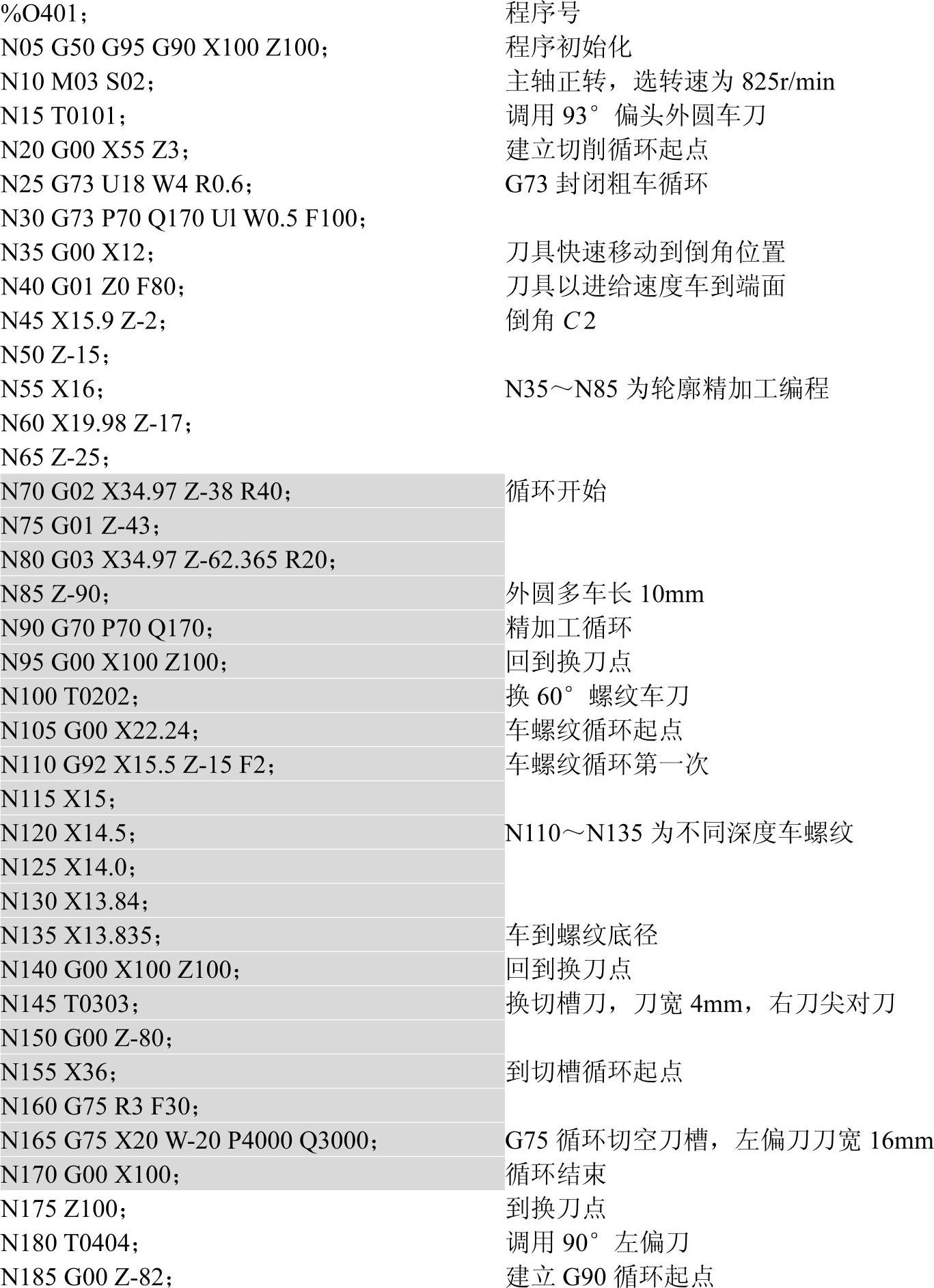
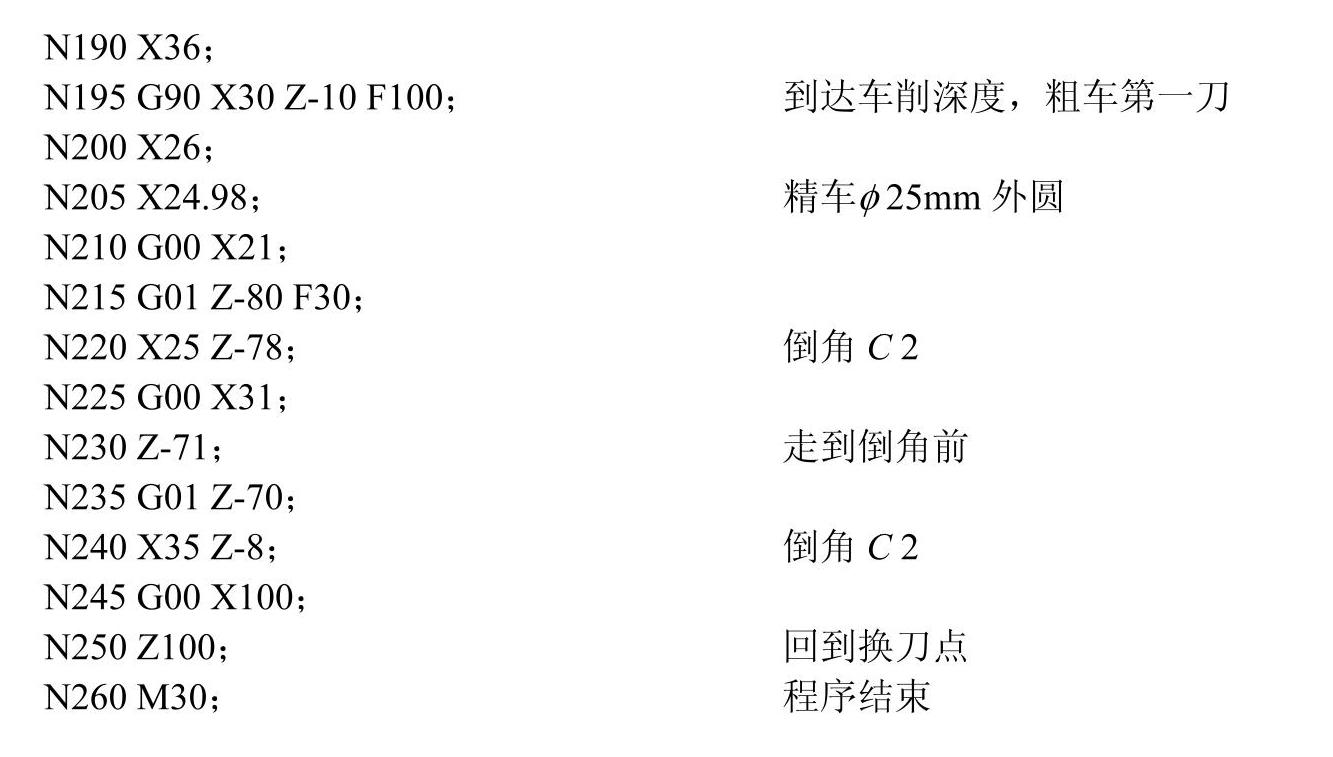
2.加工程序
加工程序如下:
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。