



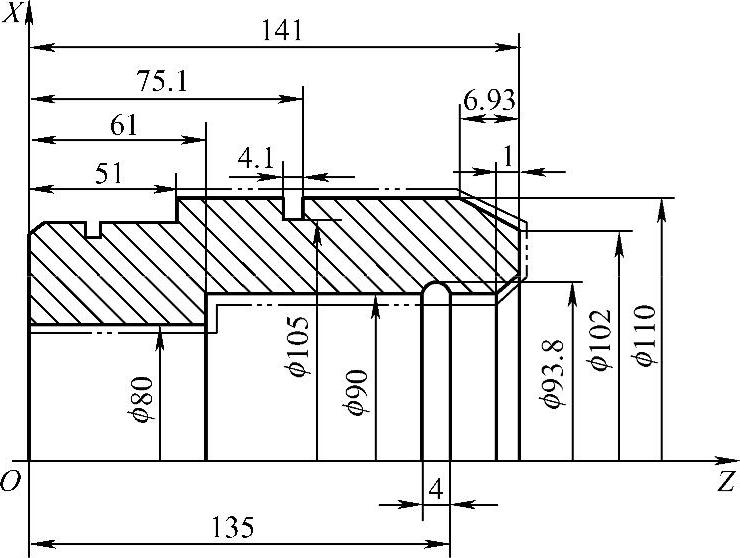
图3-6 活塞缸盖
图3-6所示为活塞缸盖,其毛坯尺寸为φ120mm×150mm,该零件采用数控车床加工。设左端长51mm的外圆部分已由上道工序加工完成,现为装夹定位端。本次装夹好后,先后完成外形、内孔和槽等部位的车削加工。
1.加工工艺分析
工件一次装夹,夹毛坯,加工工艺路线是:
1)采用工件的左端面和毛坯外圆作为粗基准,使用普通自定心卡盘夹紧工件,先车出端面,并以此面的中心为原点建立工件坐标系。
2)确定数控加工刀具,根据零件的加工要求,选用外圆粗车刀、外圆精车刀、内孔车刀、切槽刀、切断刀等。
3)零件的数控加工工艺步骤:
①车右端面(主轴转速500r/min,进给量0.15mm/r)。
②自右向左粗车外轮廓(主轴转速500r/min,进给量0.15mm/r)。
③自右向左精车外轮廓(主轴转速1000r/min,进给量0.08mm/r)。
④用内圆车削循环(G90)粗车内孔,再用切槽循环(G75)切内槽,最后用直线插补(G01)进行精车。
⑤粗车内孔,主轴转速为265r/min;精车内孔,主轴转速为400r/min。(https://www.xing528.com)
⑥切槽,用切槽刀T0404,刀宽3mm,主轴转速为300r/min。
⑦切断。
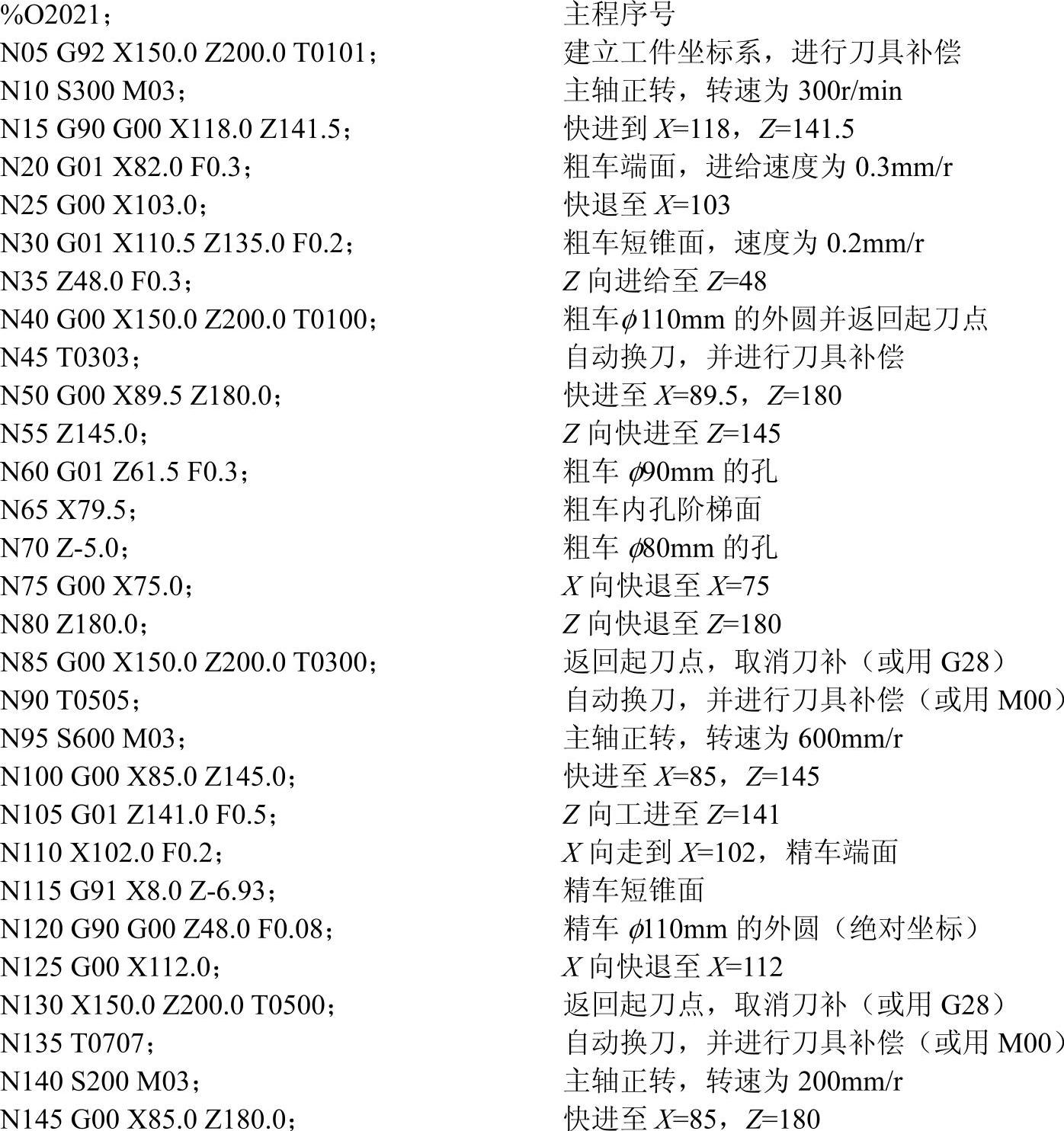
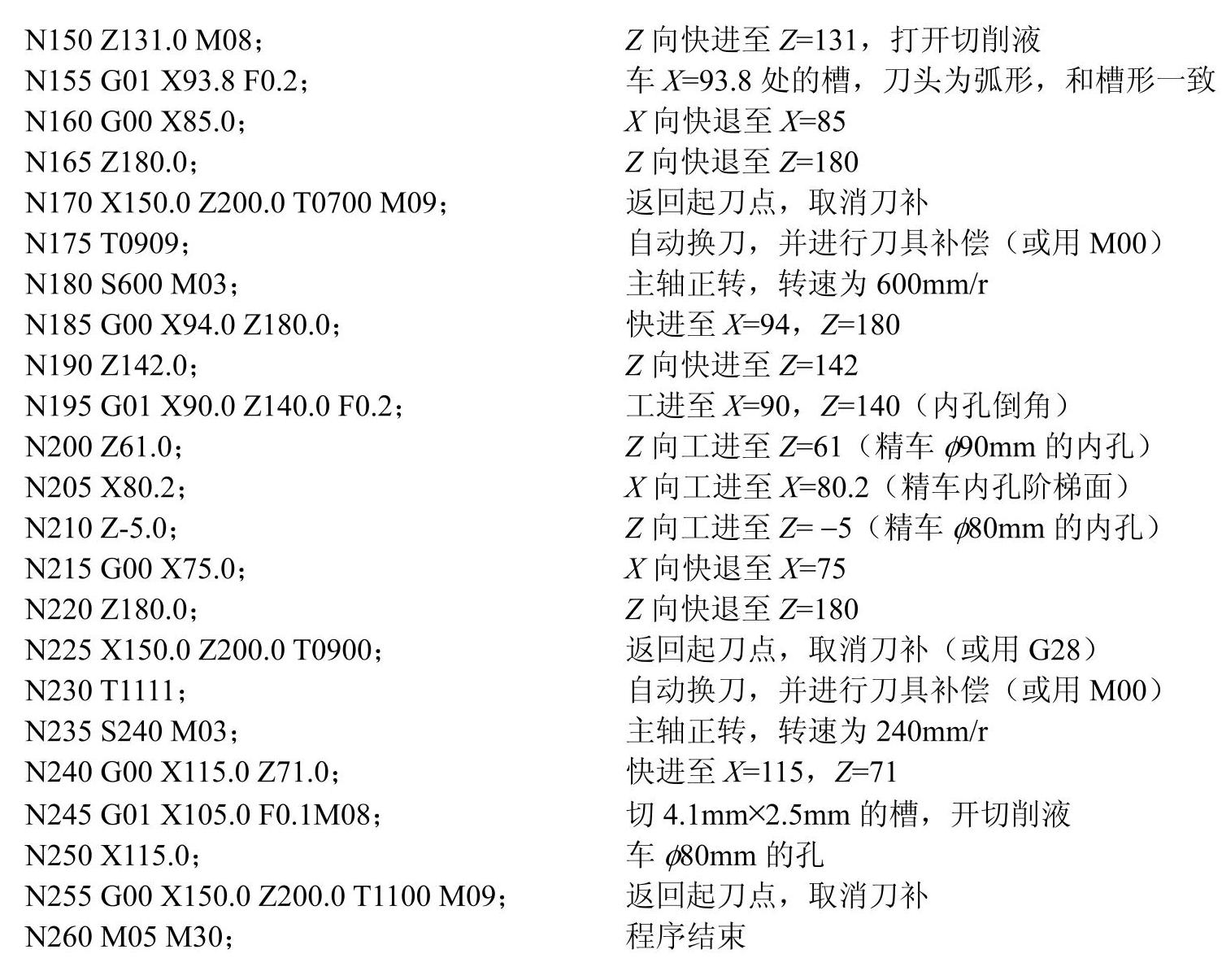
2.编写程序
程序如下:
点评
车内孔有许多困难,下面几点应当注意
1)内孔车刀的刀尖应尽量与车床主轴的轴线等高。
2)刀杆的粗细应根据孔径的大小来选择,刀杆粗会碰孔壁,刀杆细则刚性差,刀杆应在不碰孔壁的前提下尽量大些为宜。
3)刀杆伸出刀架的距离应尽可能短些,以改善刀杆刚性,减小切削过程中可能产生的振动
4)车内孔的切削用量要比车外圆时适当减小些,特别是车小孔或深孔时,其切削用量应更小。切削用量的选择:切削时,由于镗刀刀尖先切入工件,因此其受力较大,再加上刀尖本身强度低,所以容易碎裂,其次由于刀杆细长,在切削力的影响下,吃刀深了,容易弯曲振动。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。