



如图2-50所示,零件的表面均匀分布有两种不同的槽及四个孔,其中长方形槽为一个不完整的键槽,另外是六个圆弧槽,四个孔为通孔,试用SINUMERIK 802S/C系统编写加工程序。
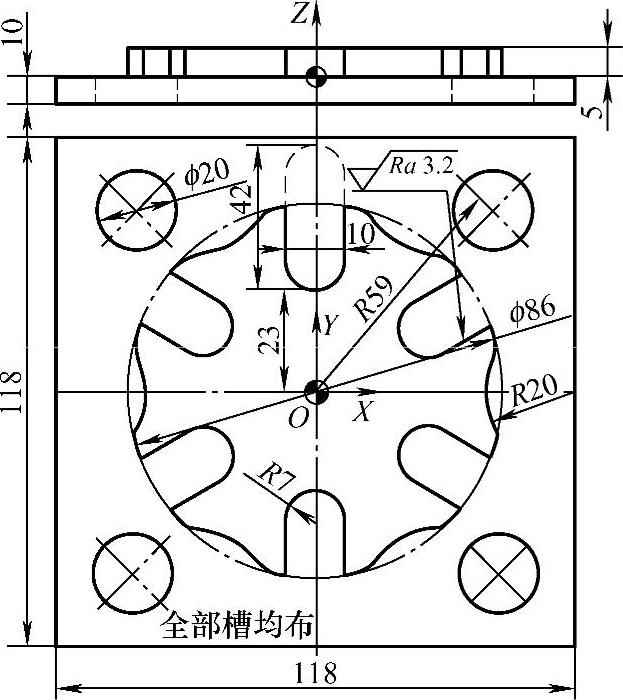
图2-50 槽的固定循环加工(方案一)
1.工艺分析
两种不同的槽及四个孔都是均匀分布的,只要编写一个槽的加工程序,利用坐标旋转功能就可以把其余的槽编制出来,孔的加工也是一样,槽和孔的加工程序均采用固定循环功能编写。为了提高效率,加工零件φ86mm外形用较大直径的立铣刀,准备选用φ32mm的立铣刀(T01);加工长槽选用φ10mm(T02)的立铣刀,并用固定循环指令LCYC75;加工圆弧槽选用φ36mm(T03)和φ40mm(T04)的斜镗刀,并用固定循环指令LCYC61。为了提高孔的定位精度,所有的孔先用φ3mm中心钻(T05)定出的孔位置,中心钻的长度补偿地址为D01,然后再用φ20mm 钻头(T06)加工各孔。通过分析,制订出两种方案:一种方案是各槽单独编写、单独循环单独加工;另一种方案是两种规格的槽合起来编写,再用循环指令加工,两种方案中的其他加工内容不变。
2.加工参数设定
1)假想第一个槽即原始槽,在第一象限的水平位置,参数设定见表2-12。
表2-12 LCYC75铣槽加工循环参数

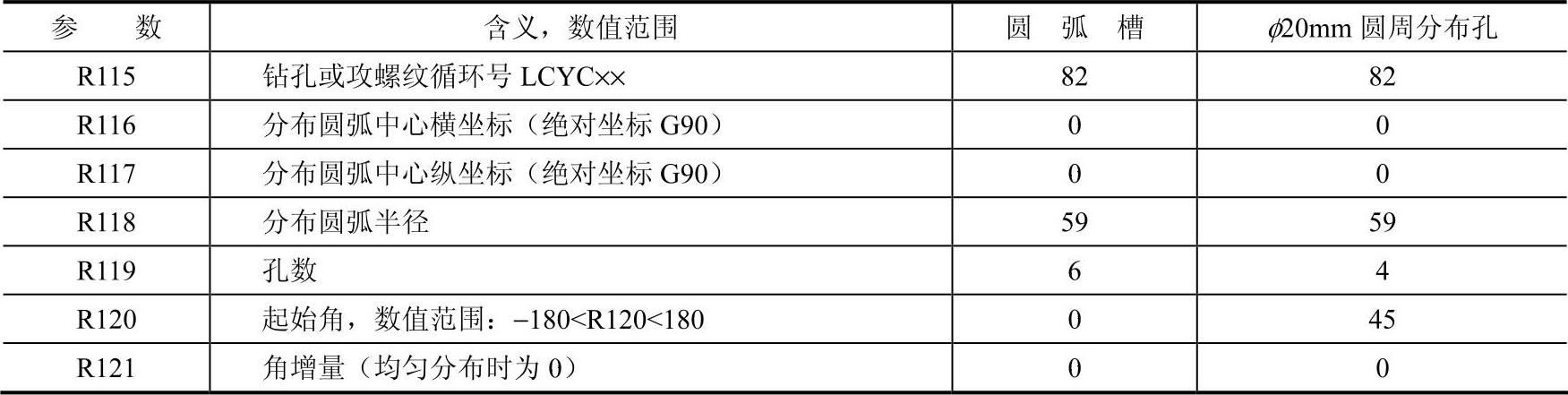
2)圆弧槽或φ20mm孔的参数设定,见表2-13。
表2-13 LCYC61加工圆弧槽及圆周分布孔参数
3)LCYC82循环参数设定,见表2-14。
表2-14 LCYC82循环参数

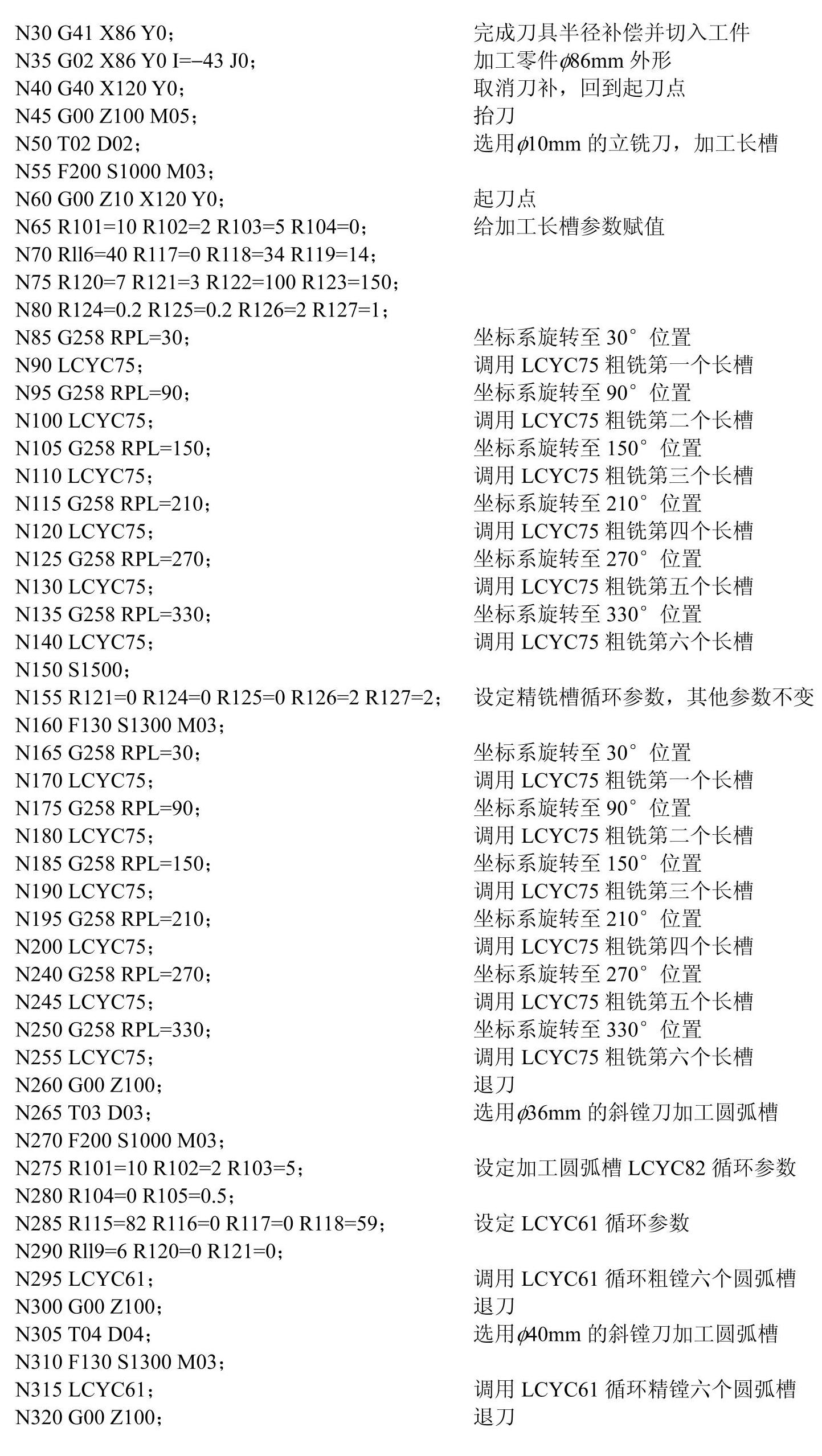
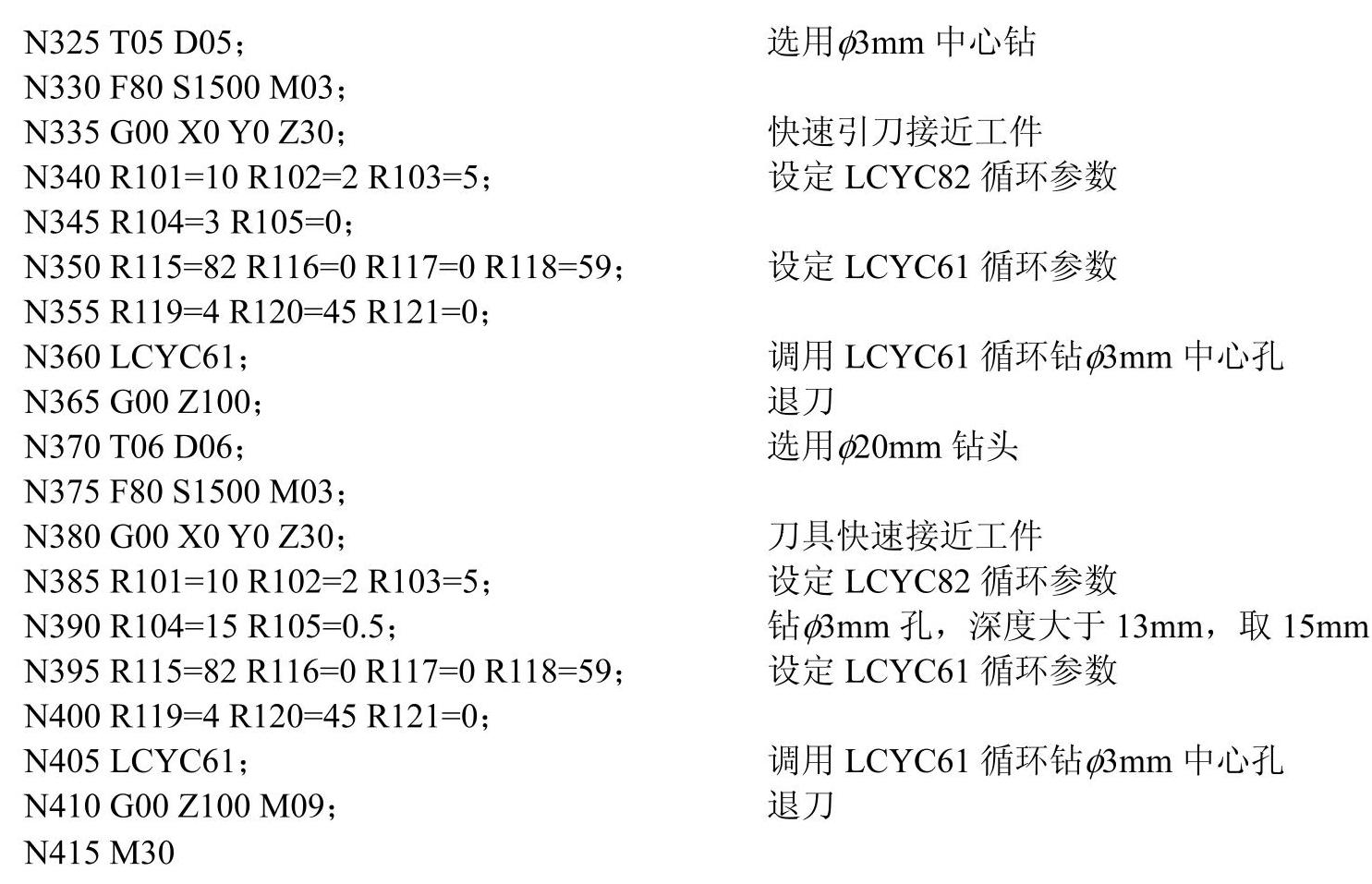
3.加工程序(https://www.xing528.com)
方案一:各槽单独编写、单独循环、单独加工

点评
钻通孔时,钻尖要全部钻出工件,计算方法是:通孔深度+钻头半径×cot(118°/2钻尖才能完全钻出工件,118°为钻头钻尖角度。
方案二:两种规格的槽合起来编写,再用循环指令加工(外形φ86mm、φ20mm孔略)
如图2-51所示,长槽与圆弧槽两槽组合起来编程,图中的1点−2点−3点−4点−5点−6点则是两槽合起来的轮廓,然后按坐标原点为旋转点进行旋转就可以加工外形轮廓,这时只能选用直径小于直槽宽度的铣刀,现选用φ12mm的立铣刀,程序如下:
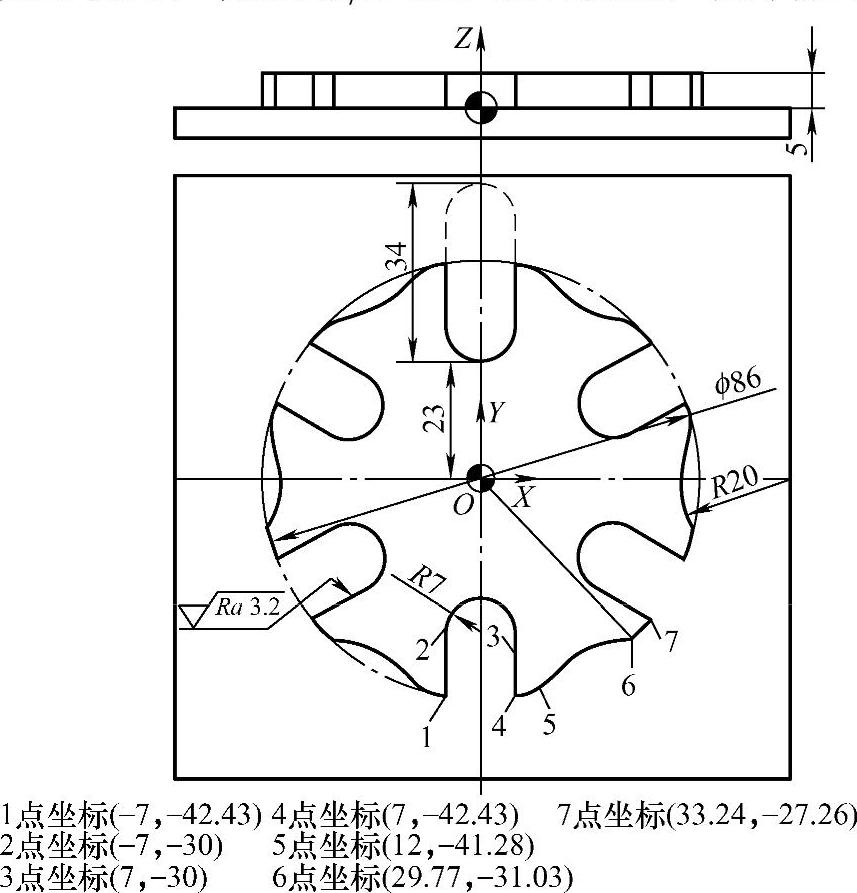
图2-51 槽的固定循环加工(方案二)
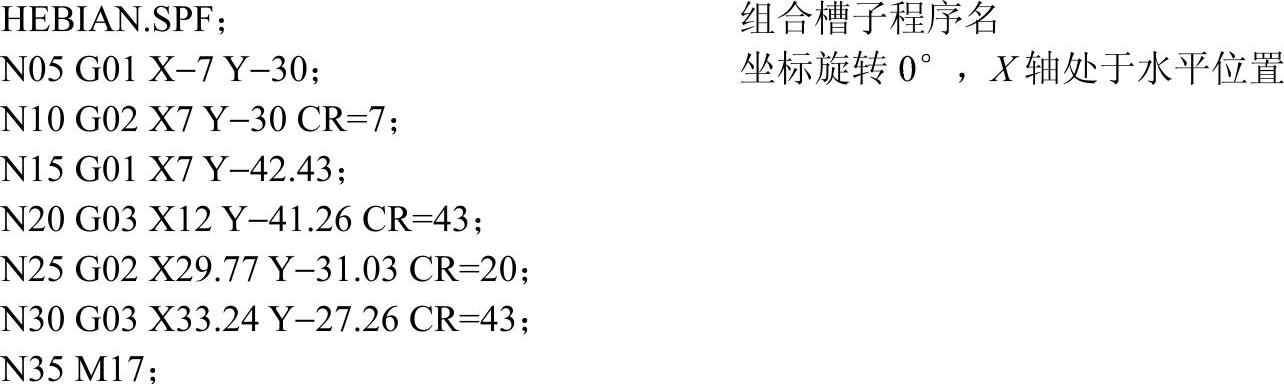
两槽组合加工子程序:
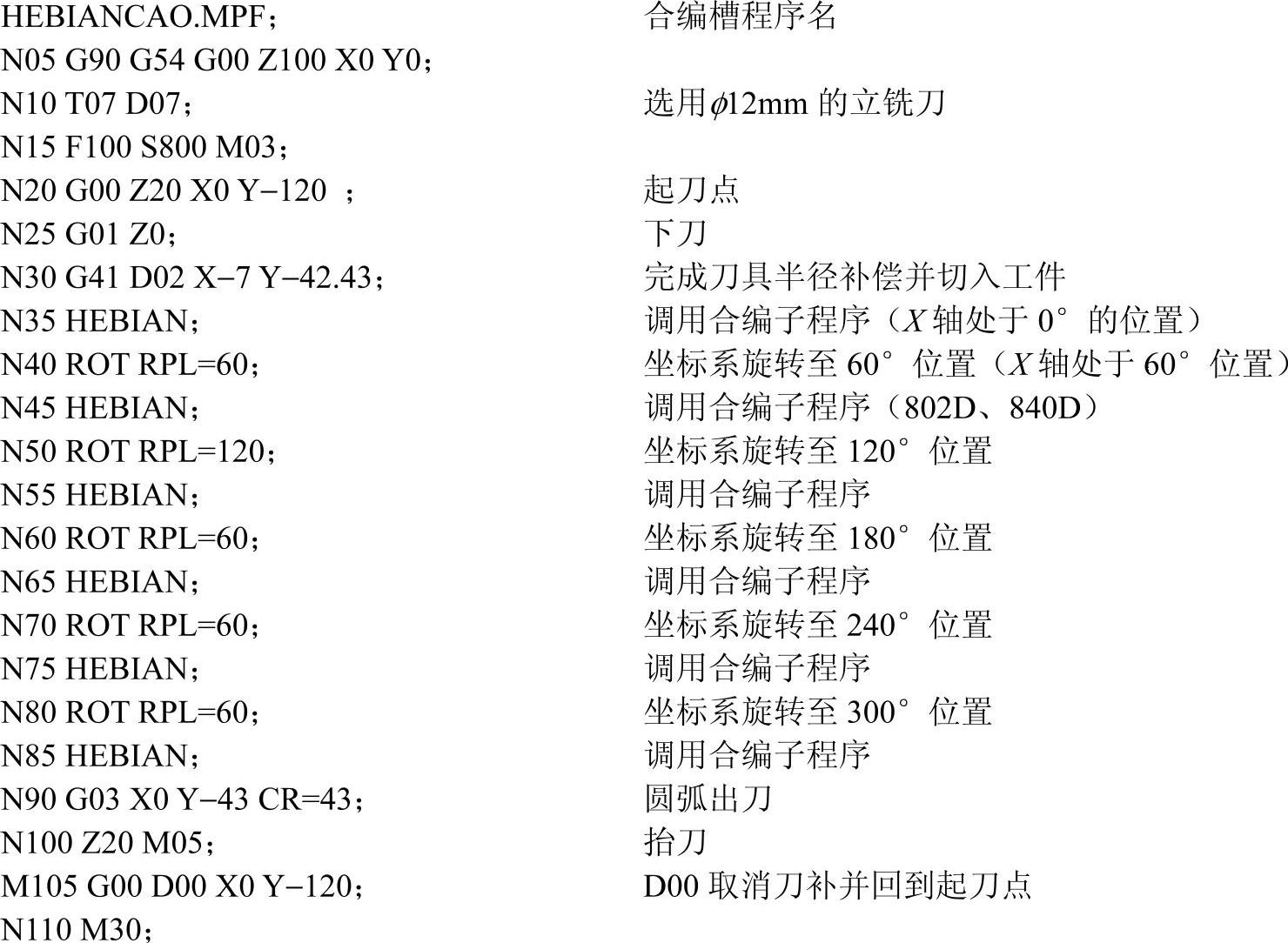
合编槽加工主程序:
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。