



【摘要】:1.工艺分析压力机凸模座上,有五个大小、形状完全相同的凸台轮廓,可以先编写出其中一个凸台轮廓的加工程序,把它命名为原始程序TUTAI.SPF,通过运用坐标变换——平移功能TRANS、ATRANS完成其余几个的加工,选用φ12mm立式铣刀,圆弧与直线相交处按铣刀半径过渡处理即可。
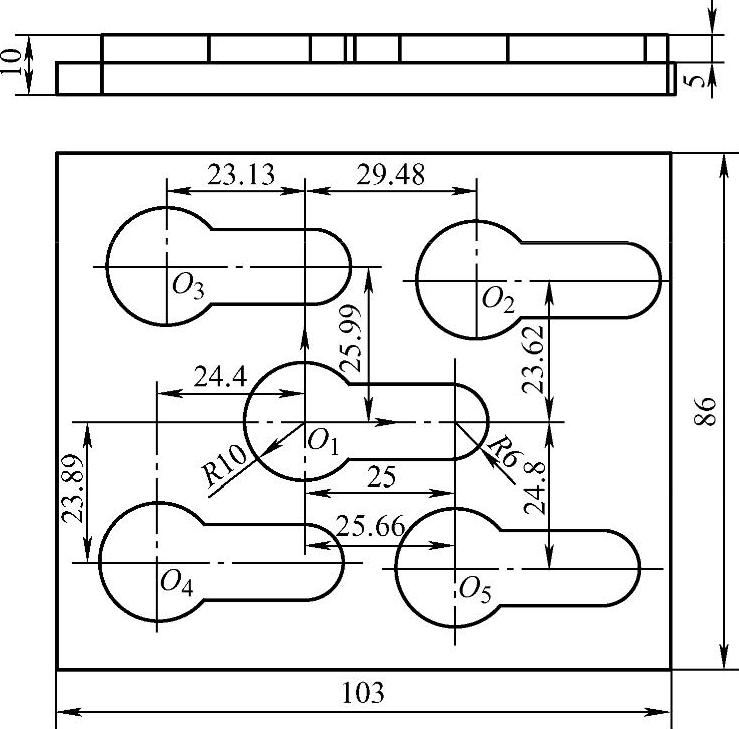
图2-38 凸模座
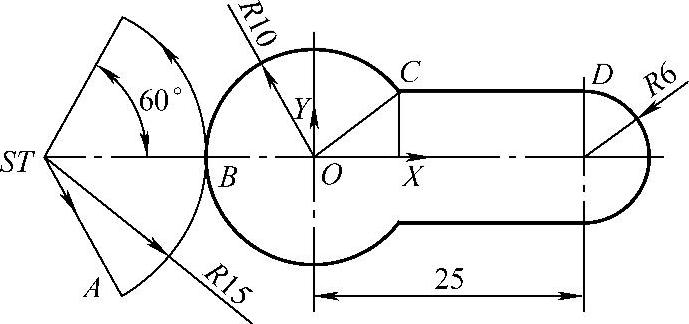
图2-39 凸台轮廓的进给路线
加工图2-38所示的凸模座,工件上有五个大小、形状完全相同的凸台,每个凸台的有效厚度为5mm,各凸台的相对位置在图上已标出,轮廓表面粗糙度按Ra12.5µm加工,其余为不加工。试编写加工程序。
1.工艺分析
压力机凸模座上,有五个大小、形状完全相同的凸台轮廓,可以先编写出其中一个凸台轮廓的加工程序,把它命名为原始程序TUTAI.SPF,通过运用坐标变换——平移功能TRANS、ATRANS完成其余几个的加工,选用φ12mm立式铣刀,圆弧与直线相交处按铣刀半径过渡处理即可。
为了提高轮廓表面的质量,引入了“圆弧切入切出”程序段并使用了刀具补偿功能,要求刀具起点ST到工件切入点的距离必须大于刀具直径才能完成补偿。凸台轮廓的进给路线如图2-39所示。
2.工件的装卡
工件的厚度为10mm,加工凸台的有效厚度为5mm,工件薄,容易变形,为了方便装卡及加工工件必须露出钳口5.5mm以上,夹紧力大小要适度,注意防止工件夹紧过程中的变形,工件找正时,将百分表用磁性表座固定在主轴上,百分表触头接触工件已加工表面,在前后或左右方向移动主轴,找正工件上下平面与工作台的平行度;同样在侧平面内移动主轴,找正工件侧面与轴向进给方向的平行度。如果不平行,可用铜棒轻敲工件或采用加垫片调整的办法纠正,然后再重新找正,误差小于0.02mm。加工中应特别注意不要铣到夹具。3.坐标计算(https://www.xing528.com)


在设计凸模进给路线时,要考虑:坐标设定、起点、进给方向、切入切出方式、坐标计算及编程方法。
4.编制程序
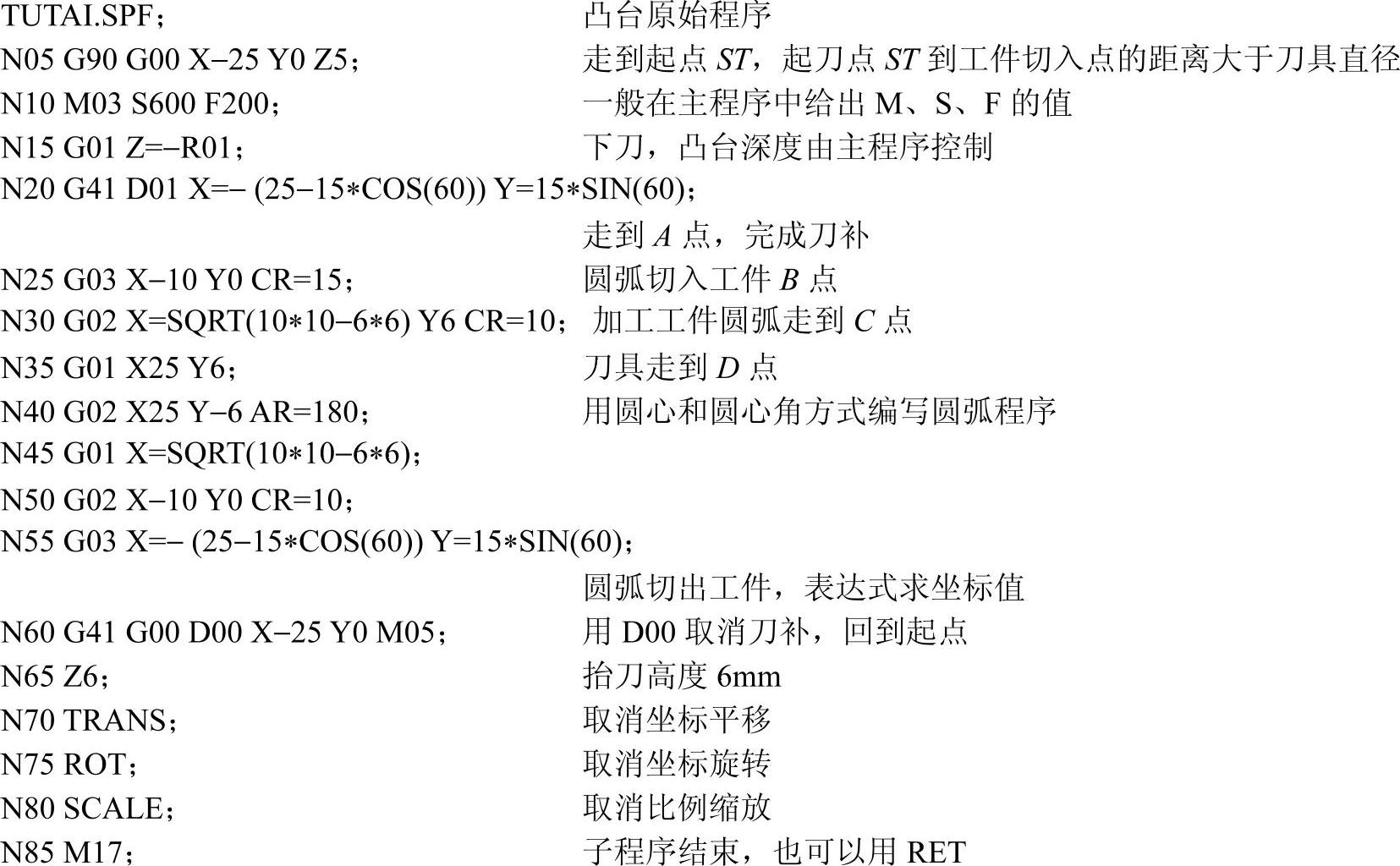
凸台轮廓R参数子程序:
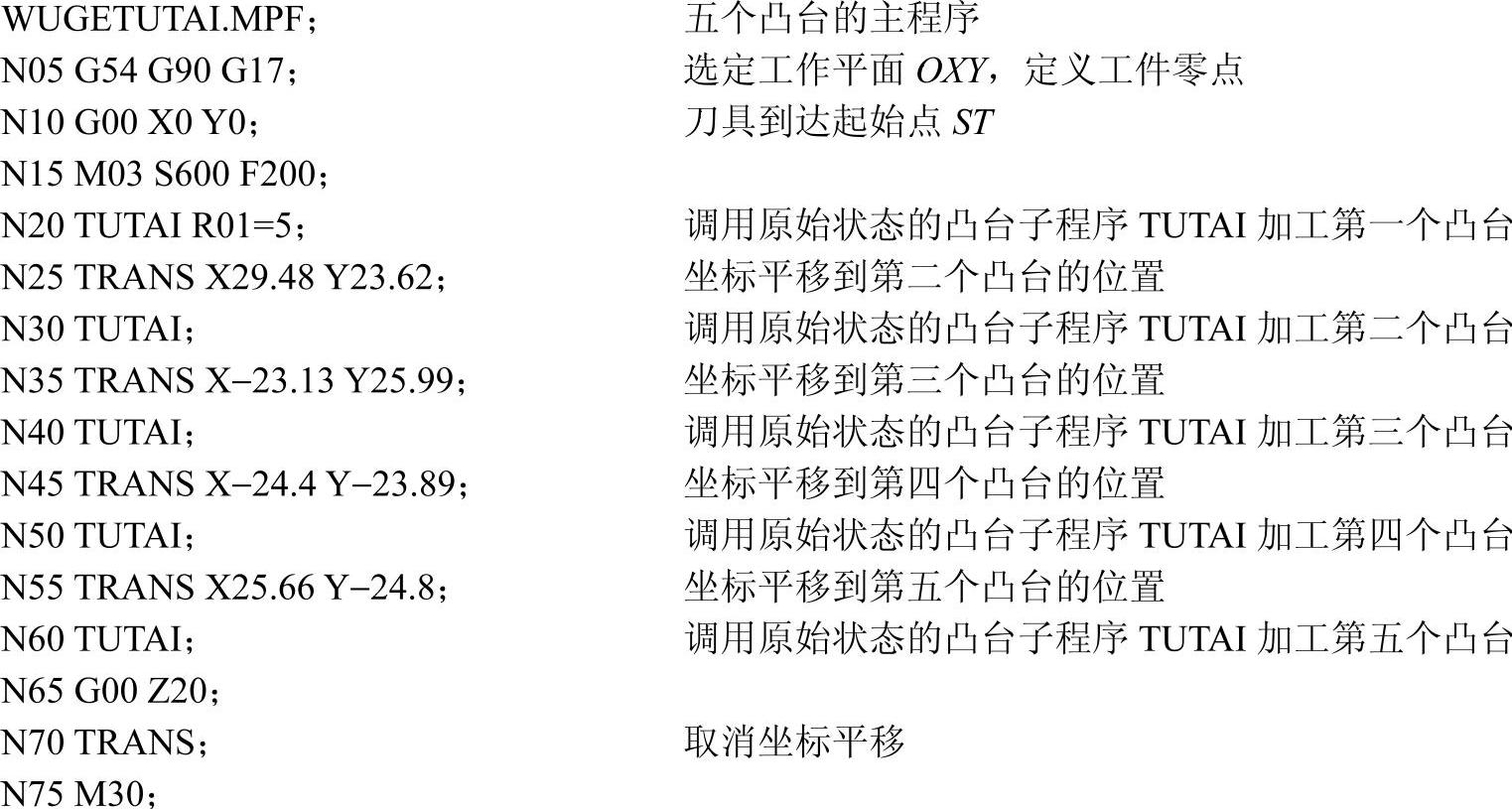
加工凸模座主程序:
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。