



图2-16所示是一个340.5mm×340.5mm×57.92mm的方形工件,外形已加工到尺寸,上面要加工一个漏斗孔,漏斗孔是由半径不同、深度不同共十层圆台构成的,每个圆台从上到下由φ300mm到φ100mm依次递减20mm,深度均为5mm,形状像漏斗。试分析加工工艺并编写数控程序。
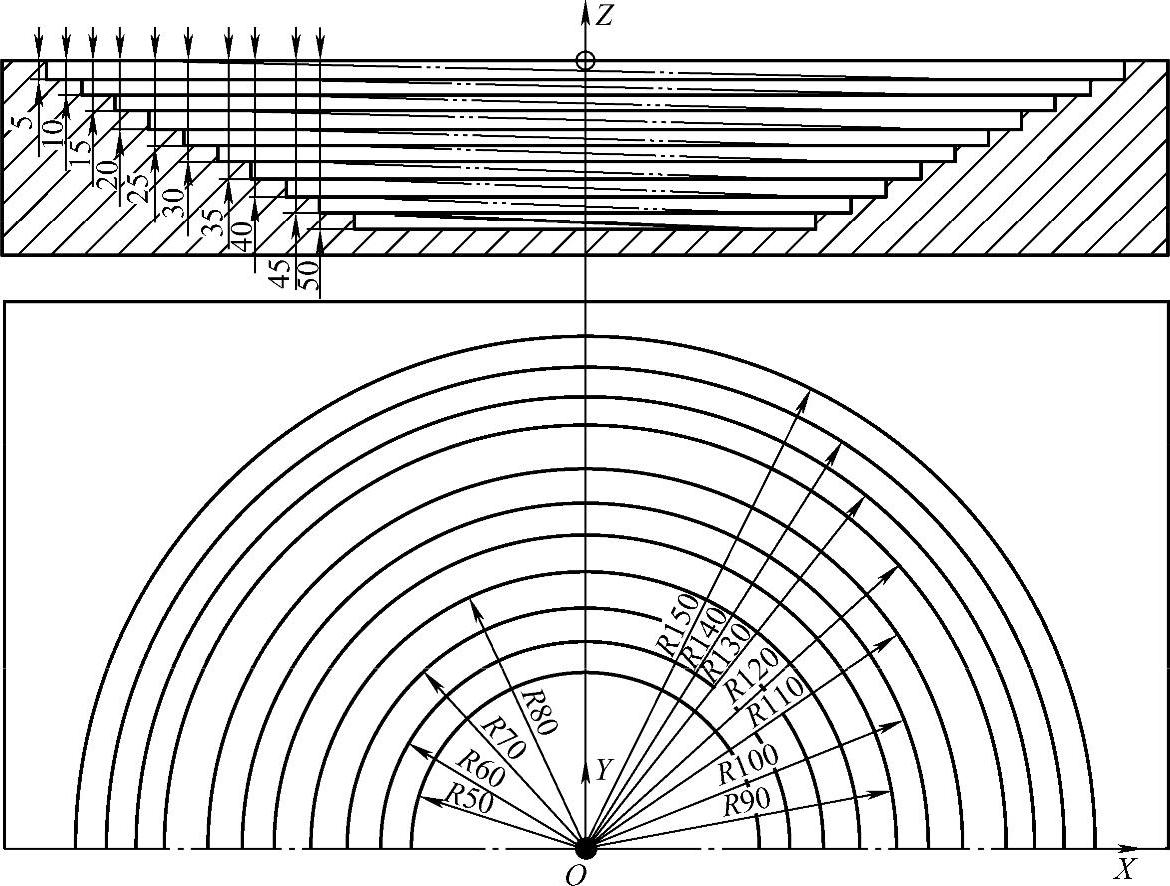
图2-16 漏斗孔的加工
1.零件的加工工艺分析
漏斗形零件的加工,尺寸精度与表面粗糙度要求不高,主要考虑下刀方便、加工过程连续、排屑顺畅,并适当考虑加工效率等问题,选定在数控铣床上加工,且在上道工序中已把工件的外形加工到尺寸,已有了找正基准,找正装夹就很方便了。
2.程序分析
按螺旋线方式加工漏斗孔,其工作原理是:刀具在OXY平面上完成圆弧插补的同时,Z轴也同时进给,这样刀具就不是垂直下刀,而是按螺旋线TURN方式,一边圆弧进给,一边下刀,加工过程连续进行,效率也很高。由于是螺旋线插补方式,刀具主轴高速旋转,相当于刀具自转,刀具圆弧插补相当于刀具公转,由于刀具自转速度高,又有公转配合,形成旋风,非常有利于排屑,再辅以高压风冷,排屑十分顺畅。
3.刀具选择
由于是“旋铣”,即一边铣削,一边轴向下刀形成螺旋线进给轨迹,不用垂直下刀,省去了预钻孔工序;也不用键槽铣刀,而是选用加工效率更高的硬质合金螺旋齿立铣刀或三面刃刀盘加工。(https://www.xing528.com)
4.程序编制
程序如下:
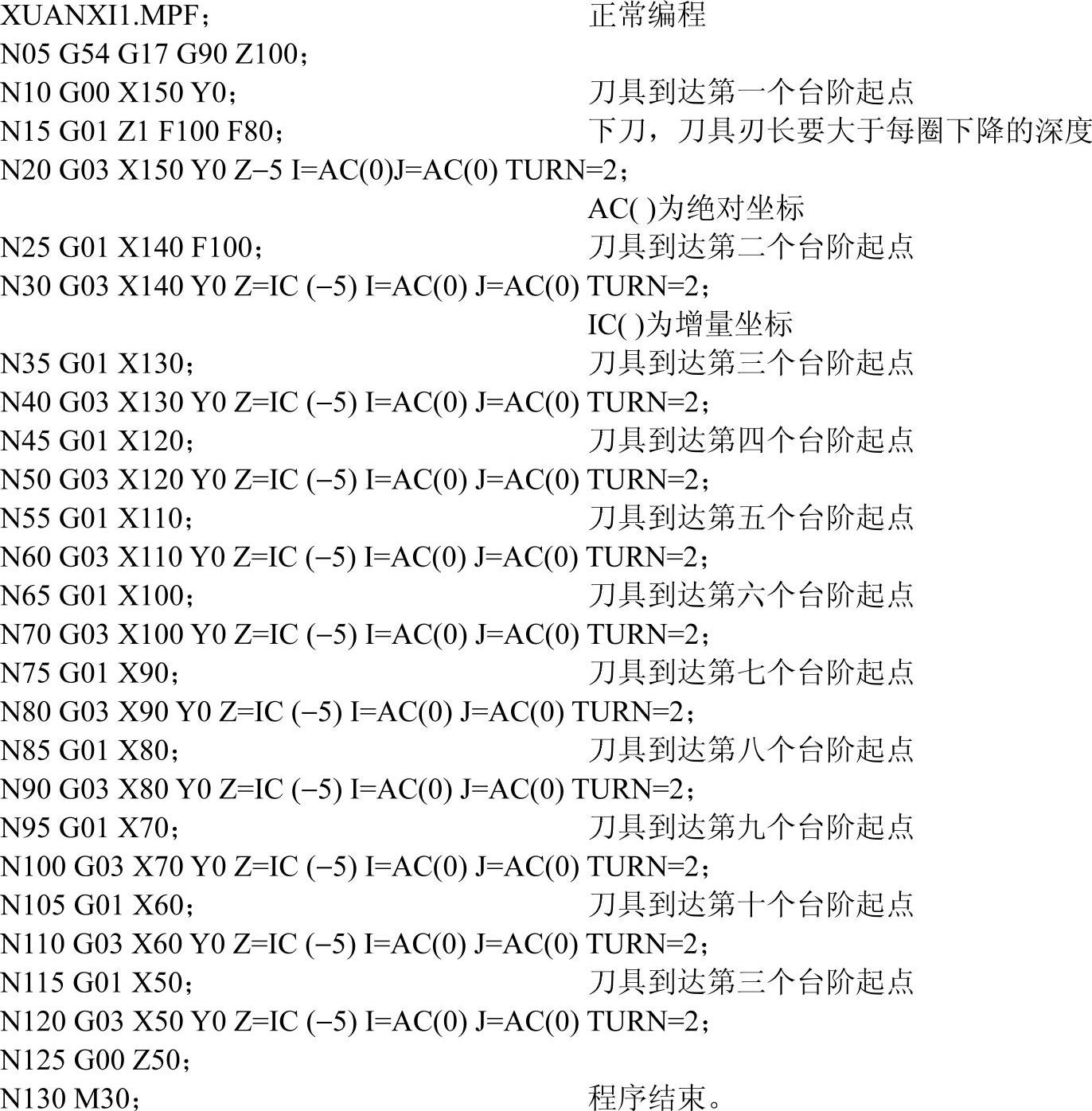
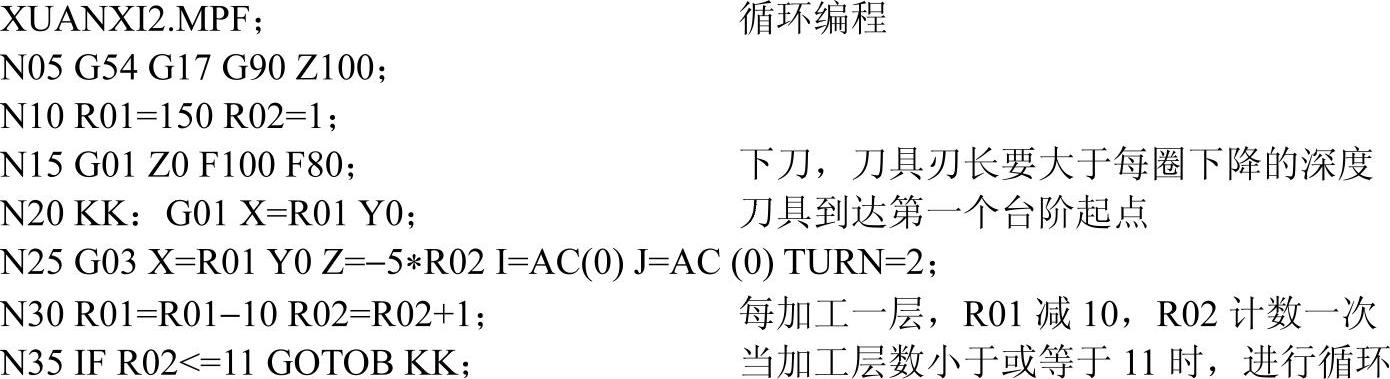
本程序也可用循环编程,达到简化程序的目的。

点评
TURN螺旋线插补方式,是一边圆弧进给,一边下刀,加工过程连续进行,效率也很高。由于是螺旋线插补方式,刀具主轴高速旋转,相当于刀具自转,刀具圆弧插补相当于刀具公转,由于刀具自转速度高,又有公转配合,形成旋风,非常有利于排屑,再辅以高压风冷,排屑十分顺畅。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。