



图2-9所示平面凸轮的材料为45钢,在XK5032立式铣床上加工,使用φ20mm立铣刀试进行数控铣削工艺分析及程序编制,铣周边轮廓。
1.工艺分析
凸轮曲线分别由几段圆弧组成,φ30mm孔为设计基准,其余表面(包括φ13H7孔)均已加工。取φ30mm孔和一个端面作为主要定位面,在连接孔4−φ13H7的一个孔内增加削边销在端面上用螺母垫圈压紧。因为孔是设计和定位的基准,所以,对刀点选在孔中心线与端面的交点上,这样很容易确定刀具中心与零件的相对位置。
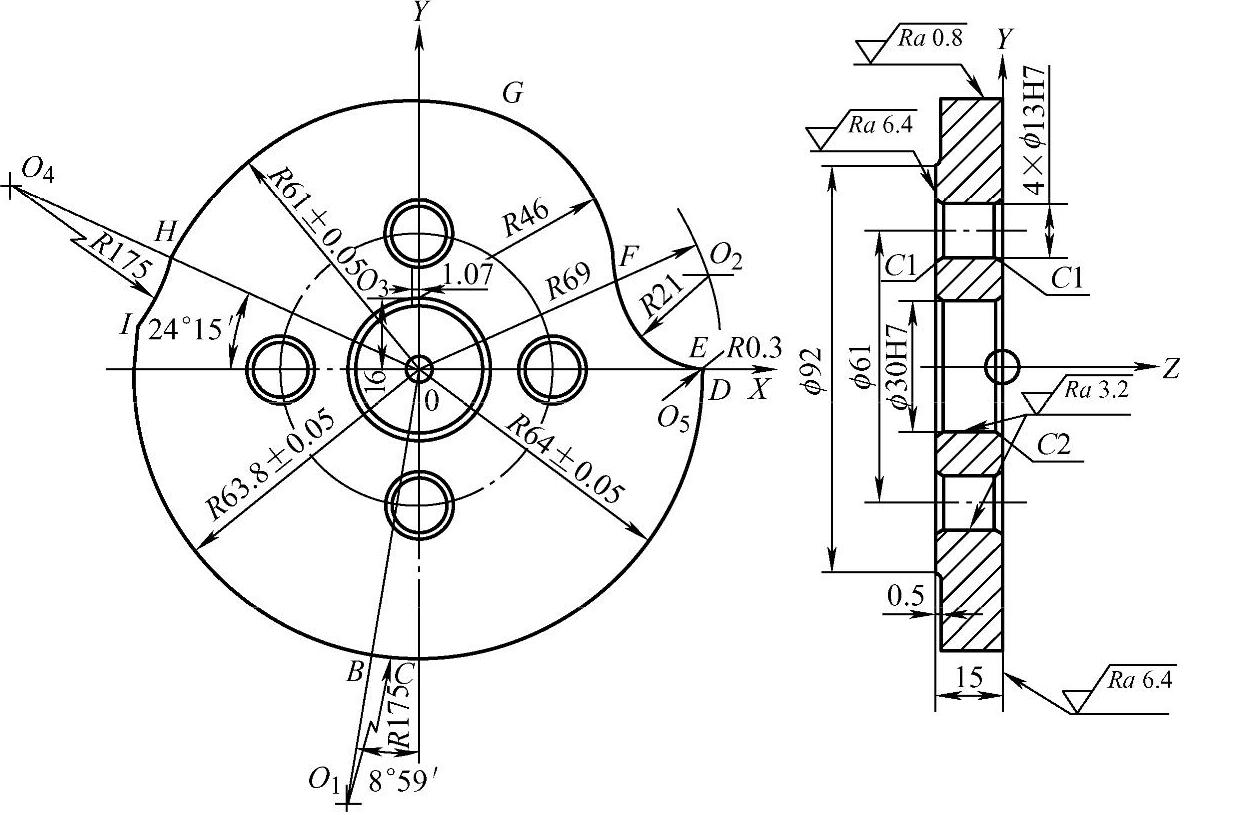
图2-9 平面凸轮
2.装夹方案
根据零件的结构特点,加工  、
、  两个孔时,以底面A定位(必要时可设工艺孔),采用螺旋压板机构夹紧。加工凸轮槽内外轮廓时,采用“一面两孔”方式定位,即以底面A和
两个孔时,以底面A定位(必要时可设工艺孔),采用螺旋压板机构夹紧。加工凸轮槽内外轮廓时,采用“一面两孔”方式定位,即以底面A和  、
、  两个孔为定位基准。
两个孔为定位基准。
3.加工调整
加工坐标系在父和y方向上的位置设在工作台中间,在G53坐标系中取X=-400,Y=-100。z坐标可以按刀具长度和夹具、零件高度决定,如选用φ20mm的立铣刀,零件上端面为Z向坐标零点,该点在G53坐标系中的位置为2=-80处,将上述三个数值设置到G54加工坐标系中。
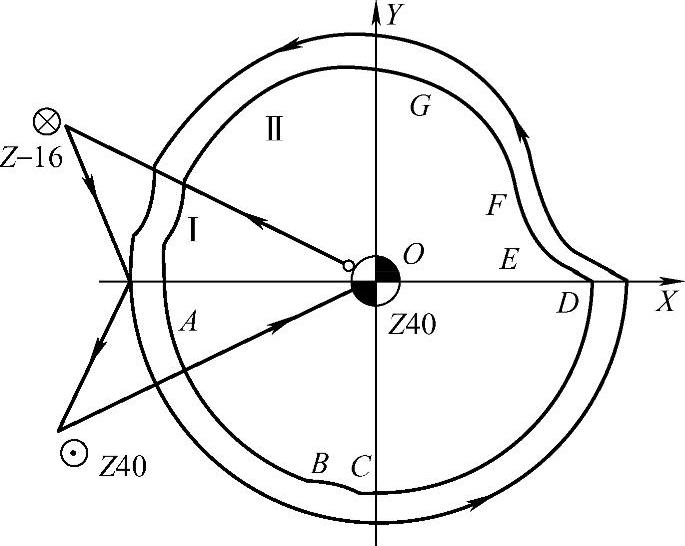
图2-10 平面凸轮走刀路线
4.走刀路线的确定(https://www.xing528.com)
走刀路线包括平面进给和深度进给两部分。平面进给时,外凸轮廓从切线方向切入,内凹轮廓从过渡圆弧切入。为使凸轮槽表面具有较好的表面质量,采用顺铣方式铣削。深度进给有两种方法:一种是在OXY平面(或OYZ平面)来回铣削逐渐进给到既定深度;另一种方法是先打一个工艺孔,然后从工艺孔进给到既定深度。
根据上面的数值计算,可画出平面凸轮走刀路线,如图2-10所示。
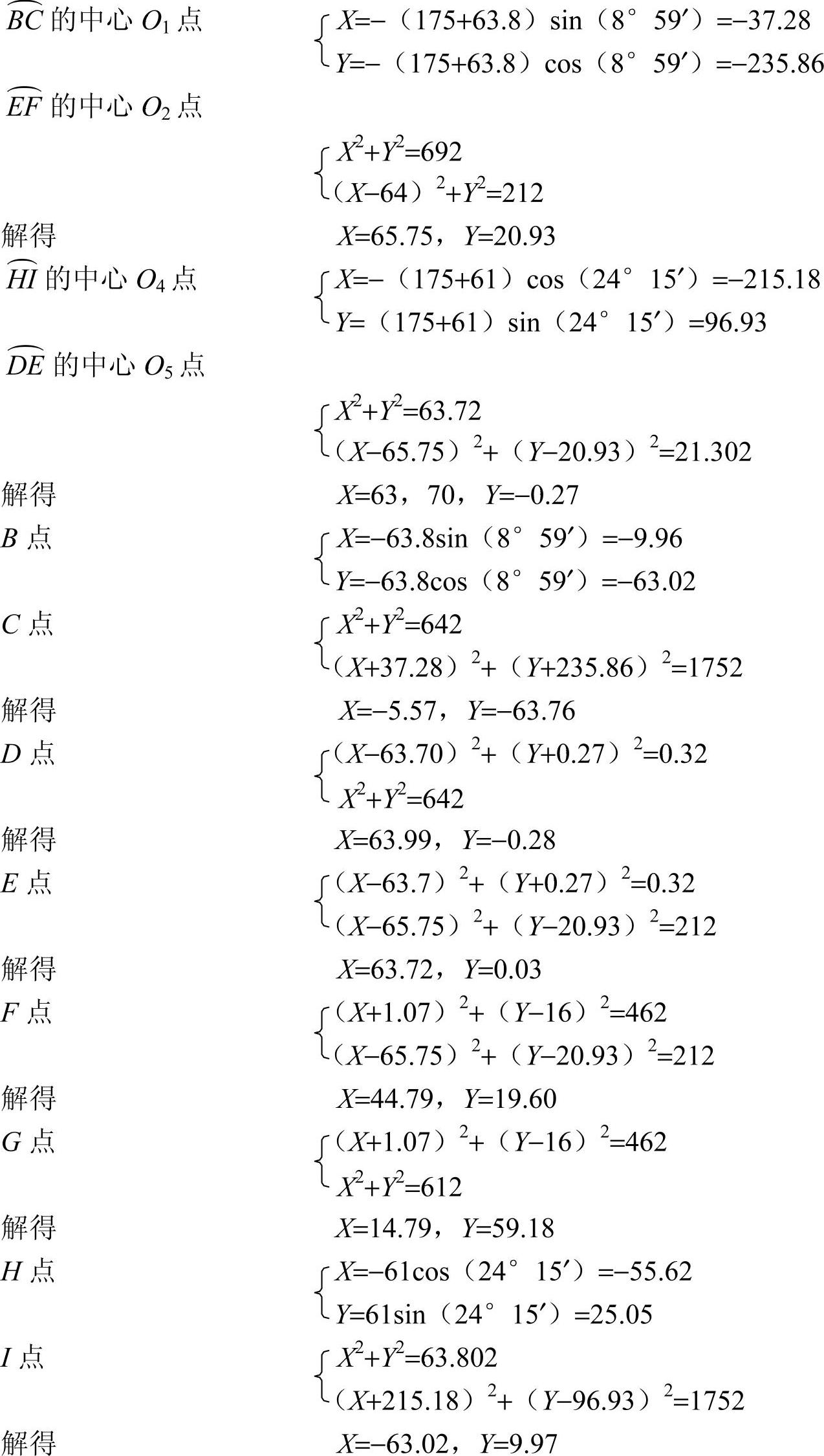
5.数学处理
该凸轮的加工轮廓均由圆弧组成,因而只要计算出基点坐标,就可编制程序。在加工坐标系中,各点的坐标计算如下:
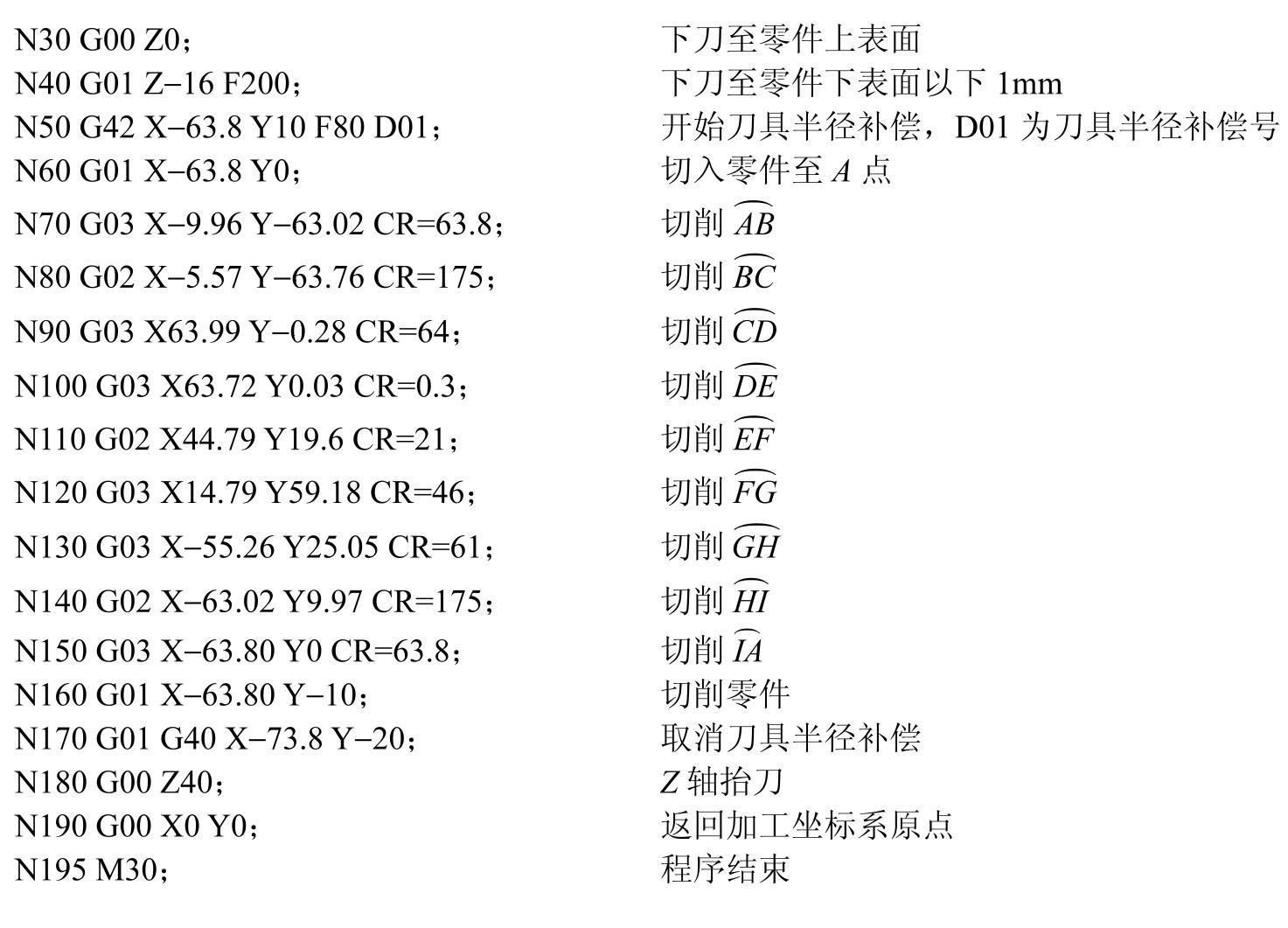
6.编写加工程序

点评
本题是用比较传统的方法直接计算出各点的坐标值编程的。因此计算坐标就成了本题的难点,需要解二元二次方程组,这对于多数数学基础差的读者来说感到不便,现在这个问题有两种解决方法,一是用AUTOCAD或CAXA等画图软件算点,但必须先把图重新画一遍(假定已有实物图样的话),也得熟悉画图软件!另一种方法就是直接用数学表达式编程,这在以后的例题中会看到,这是本书的一个重要特色。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。