



【摘要】:图2-8所示的六轮圆弧板,其材料为铝合金,要求加工外轮廓和内孔,加工深度为10mm,相应坐标图中已给出。表2-2 刀具表3.设定坐标系及坐标六轮圆弧板零件坐标设定及各基点坐标值图2-9中已标出,起刀点设在ST点的位置,并在毛坯空档处,用压板固定在机床工件台面上。
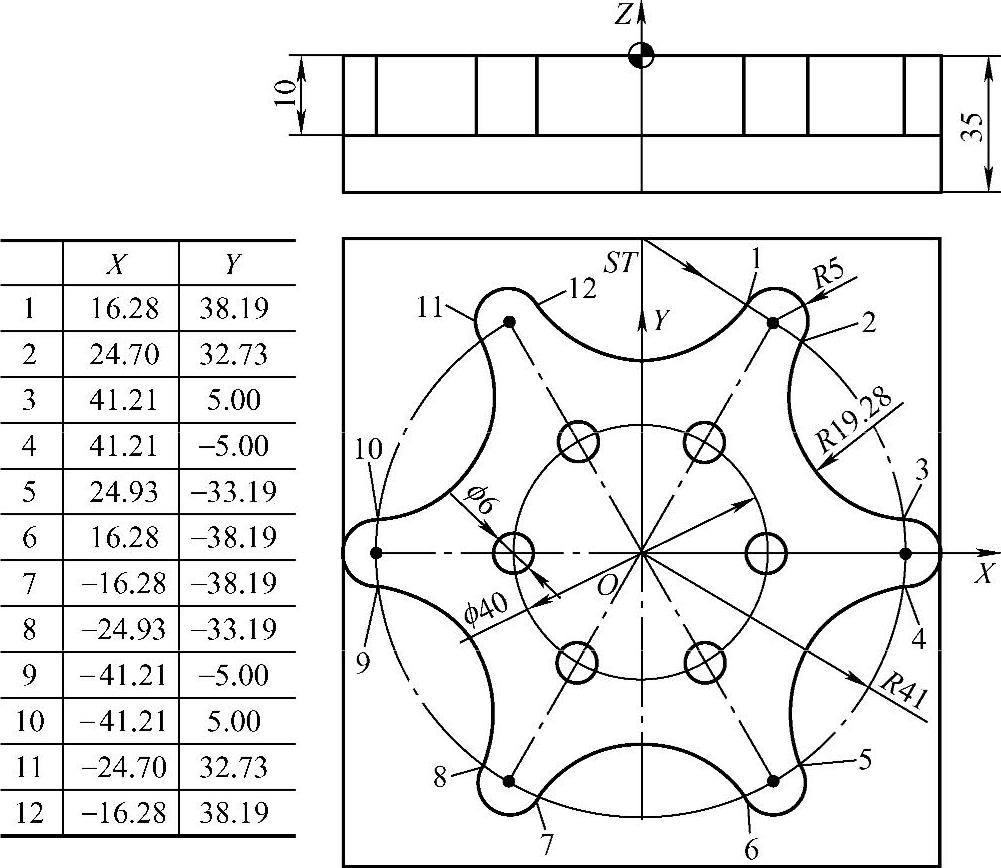
图2-8所示的六轮圆弧板,其材料为铝合金,要求加工外轮廓和内孔,加工深度为10mm,相应坐标图中已给出。
1.工艺分析及加工路线的确定
1)上机床前应将工件上、下表面加工平整。
2)轮廓加工路线:①外轮廓1—2—3…;②钻中心孔;③钻孔。
2.加工刀具选择
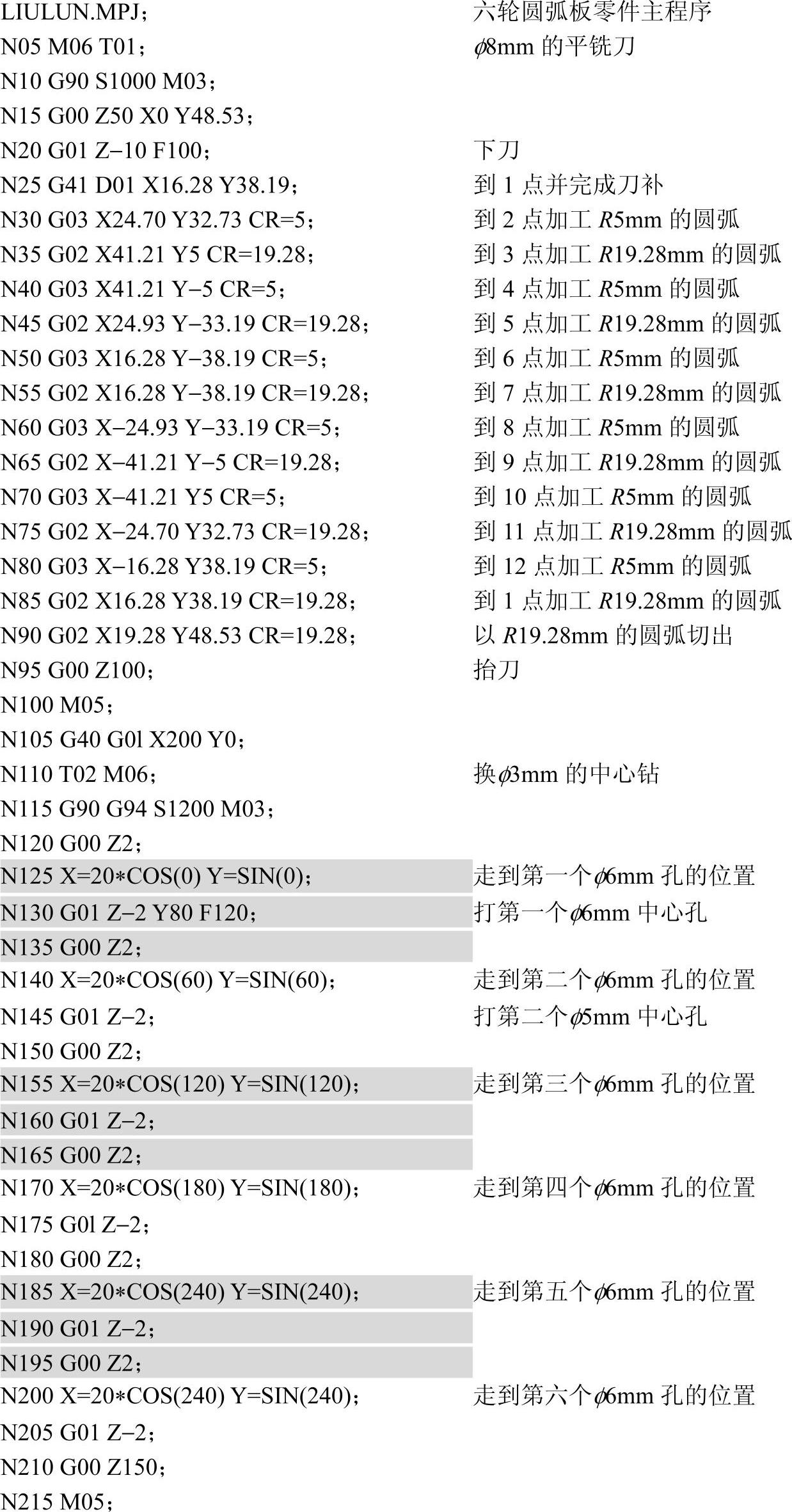
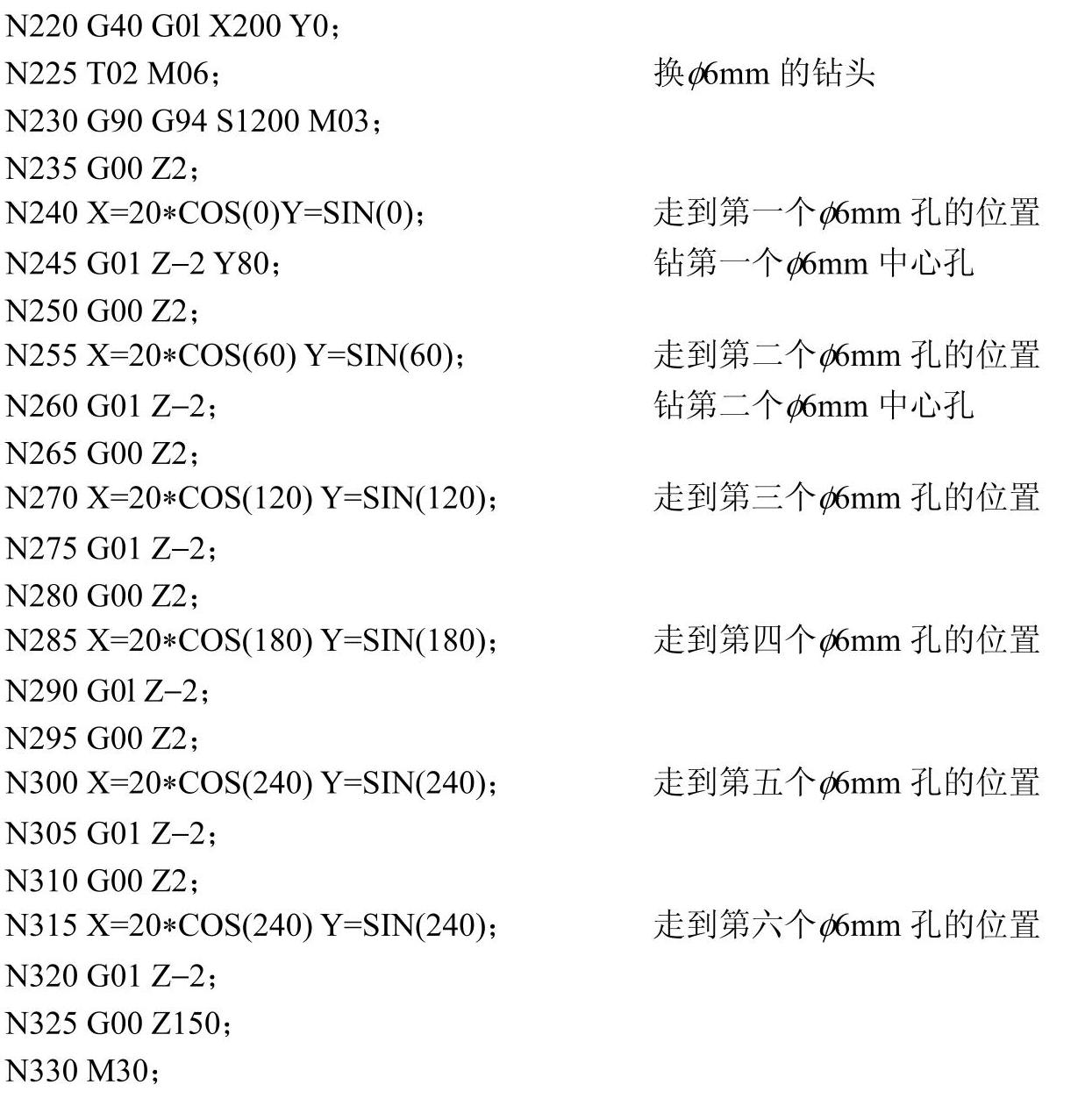
外轮廓用φ8mm的平铣刀加工,φ6mm的孔先用φ3mm中心钻定中心,再用φ6mm的钻头钻孔,所用刀具见表2-2。
表2-2 刀具表

3.设定坐标系及坐标
六轮圆弧板零件坐标设定及各基点坐标值图2-9中已标出,起刀点设在ST(0,48.53)点的位置,并在毛坯空档处,用压板固定在机床工件台面上。
 (https://www.xing528.com)
(https://www.xing528.com)
图2-8 六轮圆弧板
4.编制程序
程序如下:
点评
1)圆弧插补指令用的是CR半径编程方式,也可用IJK方式编程,还有其他四种方式具体用哪种方式,取决于图样的尺寸标注方式以及坐标点计算的方便程度,对于本例中的圆弧,半径为已知,显然,用半径编程最为方便。另外,程序中钻中心孔、钻孔使用了表达式计算坐标值的方法,如:
G00 X=20*COS(240)Y=SIN(240);
2)中心钻定位程序与φ6mm钻头钻孔程序几乎一样,可以使用子程序方式编程。
3)各孔之间的坐标有对应的角度(0°、60°、120°等),可以通过以角度为变量的循环编程,以简化程序。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。