



【摘要】:图1-30 车削加工综合实例1.工艺分析根据零件图样要求和毛坯情况,按先主后次的加工原则,确定工艺方案和加工路线。以工件右端面中心为坐标系原点,设定工件坐标系。2)粗、精车左端外形轮廓。5)用内螺纹车刀车削M24×2内螺纹。7)用切槽刀、LCYC93切槽循环切φ32mm×8mm螺纹退刀槽,并用切槽刀右刀尖倒出M36×4螺纹左端C2倒角。8)用参数R和程序跳转指令车削椭圆曲面。9)用螺纹车刀、LCYC97螺纹车削循环车M36×4外螺纹。
编制图1-30所示零件的加工程序,材料为45钢,棒料直径为45mm。
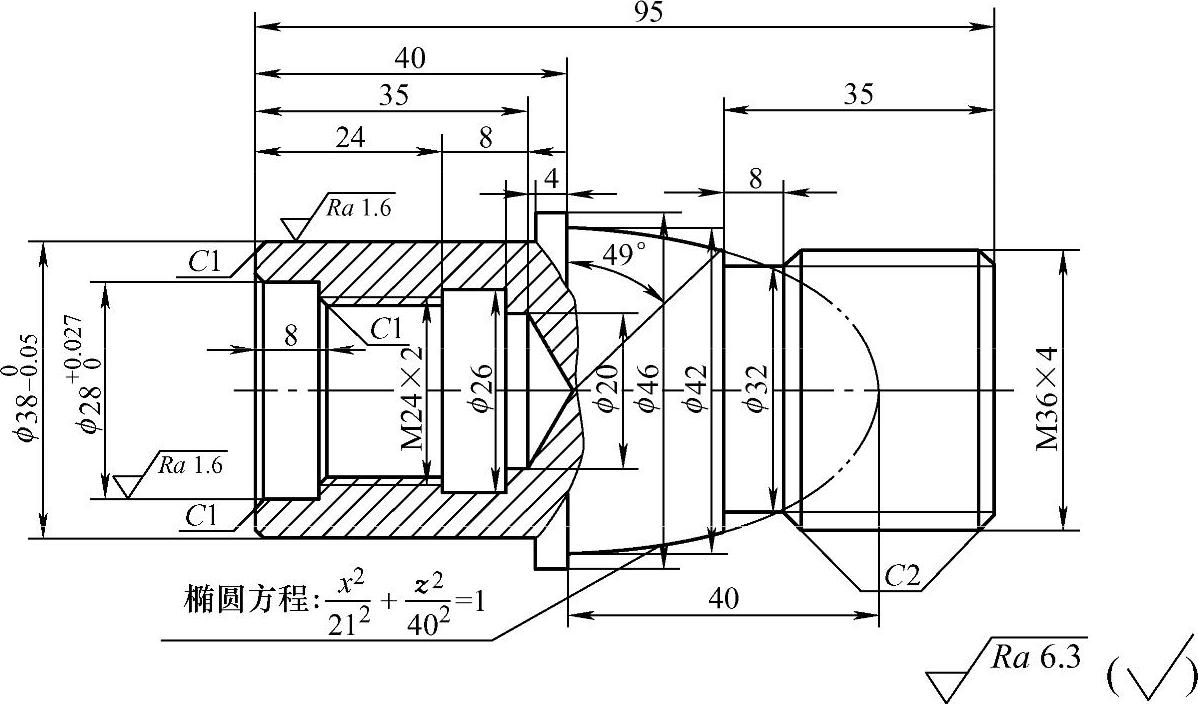
图1-30 车削加工综合实例
1.工艺分析
根据零件图样要求和毛坯情况,按先主后次的加工原则,确定工艺方案和加工路线。以工件右端面中心为坐标系原点,设定工件坐标系。根据零件尺寸精度及技术要求,将粗、精加工分开来考虑,确定的加工工艺路线为:
1)夹右端,手动车左端面,用φ20mm麻花钻钻φ20mm底孔。
2)粗、精车左端外形轮廓。
3)粗、精镗孔。
4)用内切槽刀切φ26mm×8mm内孔退刀槽。
5)用内螺纹车刀车削M24×2内螺纹。
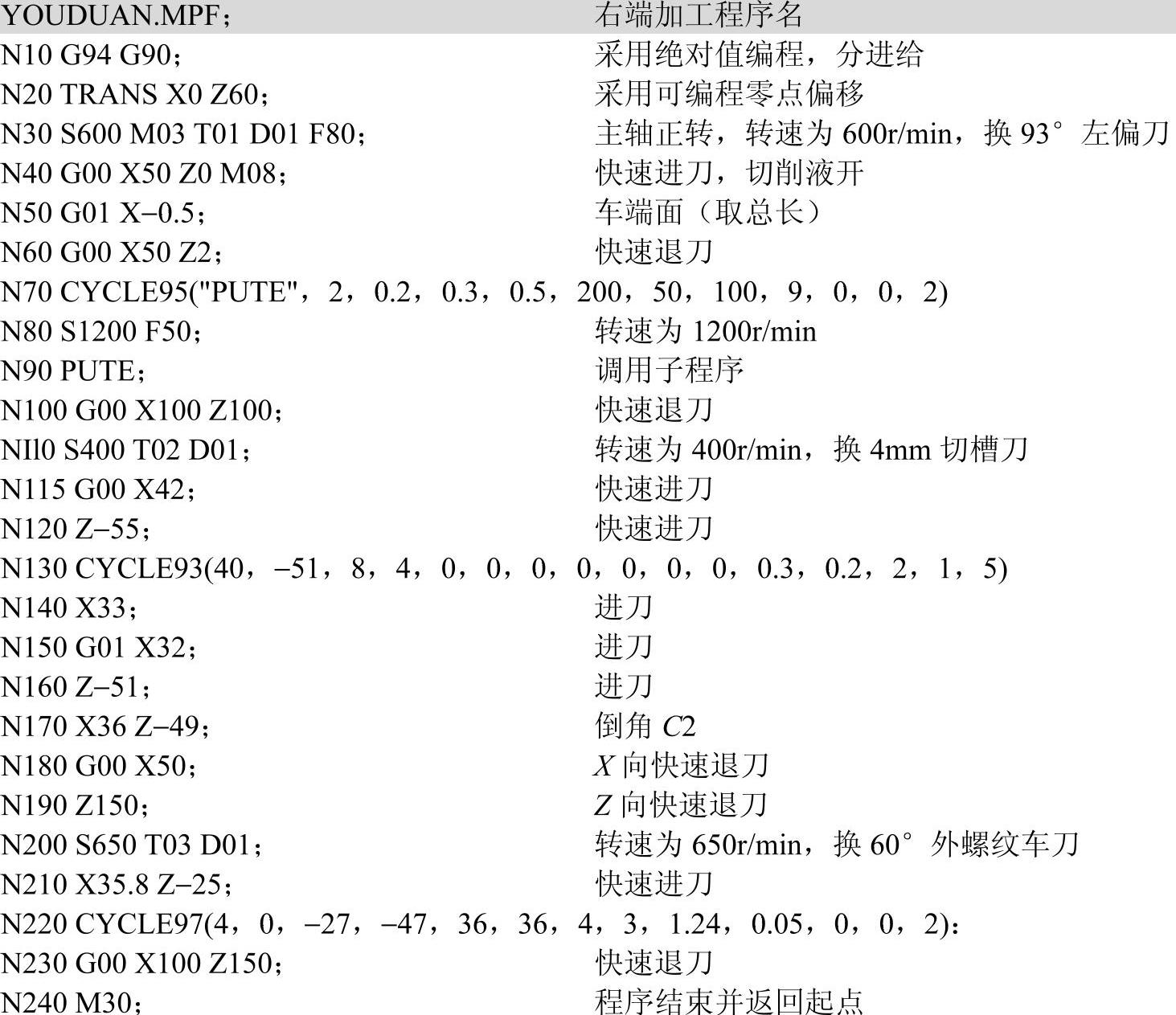
6)调头夹φ38mm外圆,车右端面,车削总长,用LCYC95循环粗、精车右端外形轮廓。
7)用切槽刀、LCYC93切槽循环切φ32mm×8mm螺纹退刀槽,并用切槽刀右刀尖倒出M36×4螺纹左端C2倒角。
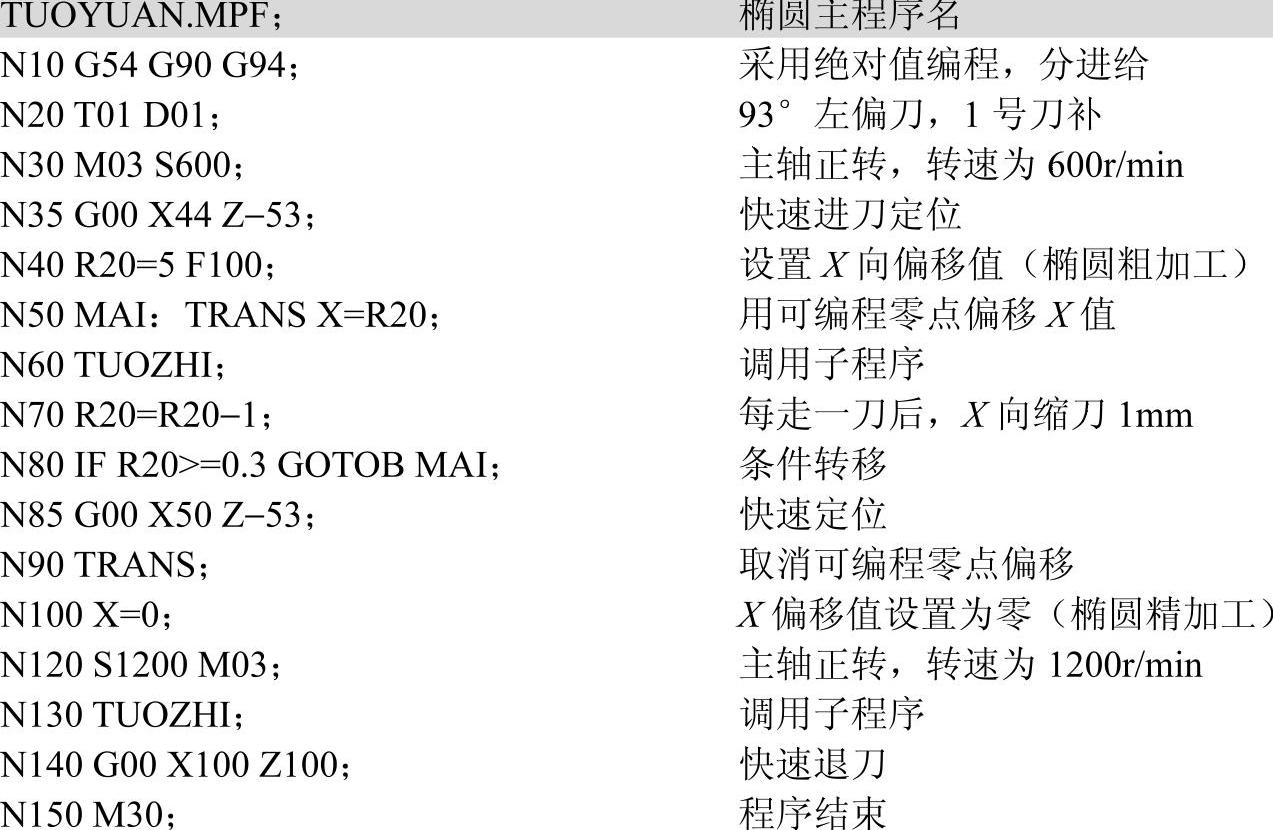
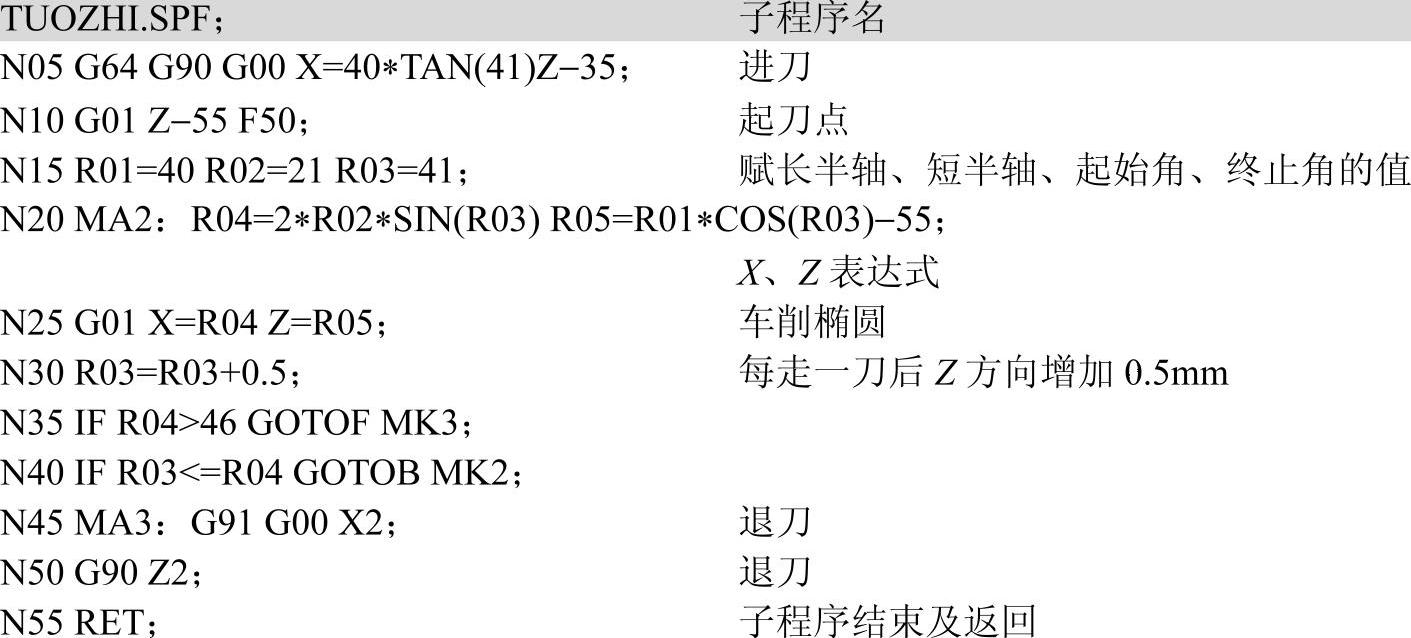
8)用参数R和程序跳转指令车削椭圆曲面。
9)用螺纹车刀、LCYC97螺纹车削循环车M36×4外螺纹。
2.刀具的选择
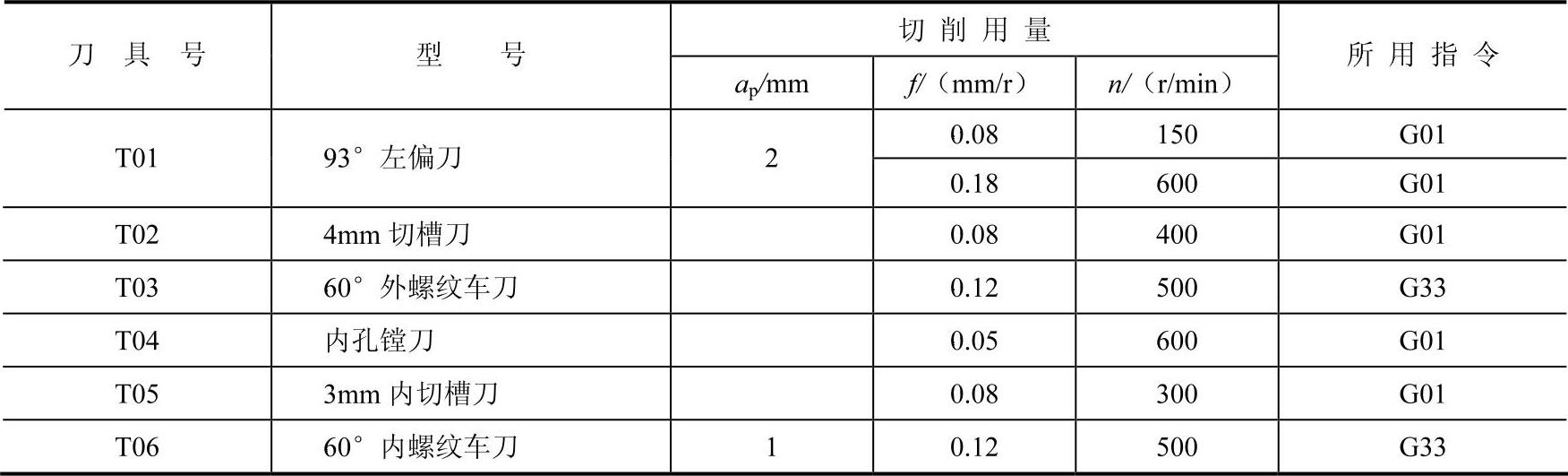
本零件加工内容较多,所需刀具的种类也多,主要有φ20mm麻花钻、93°左偏刀、4mm切槽刀、60°外螺纹车刀、内孔镗刀、3mm内切槽刀及60°内螺纹车刀,见表1-9。(https://www.xing528.com)
表1-9 刀具、切削用量及所用指令
3.编制程序
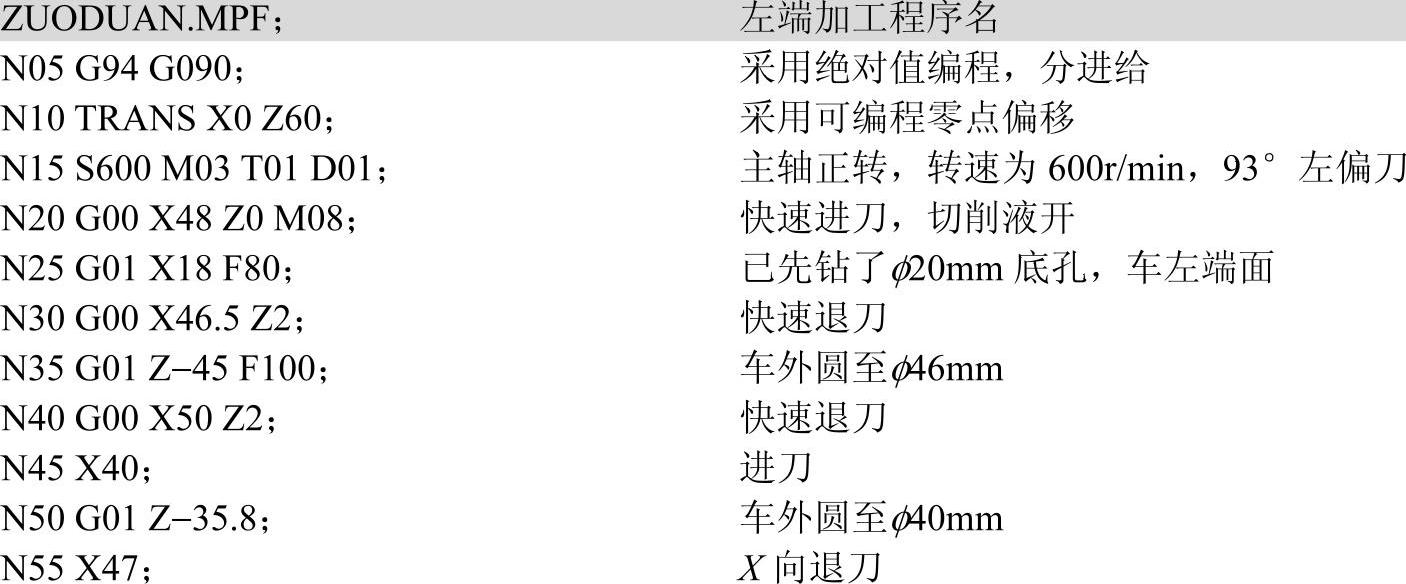
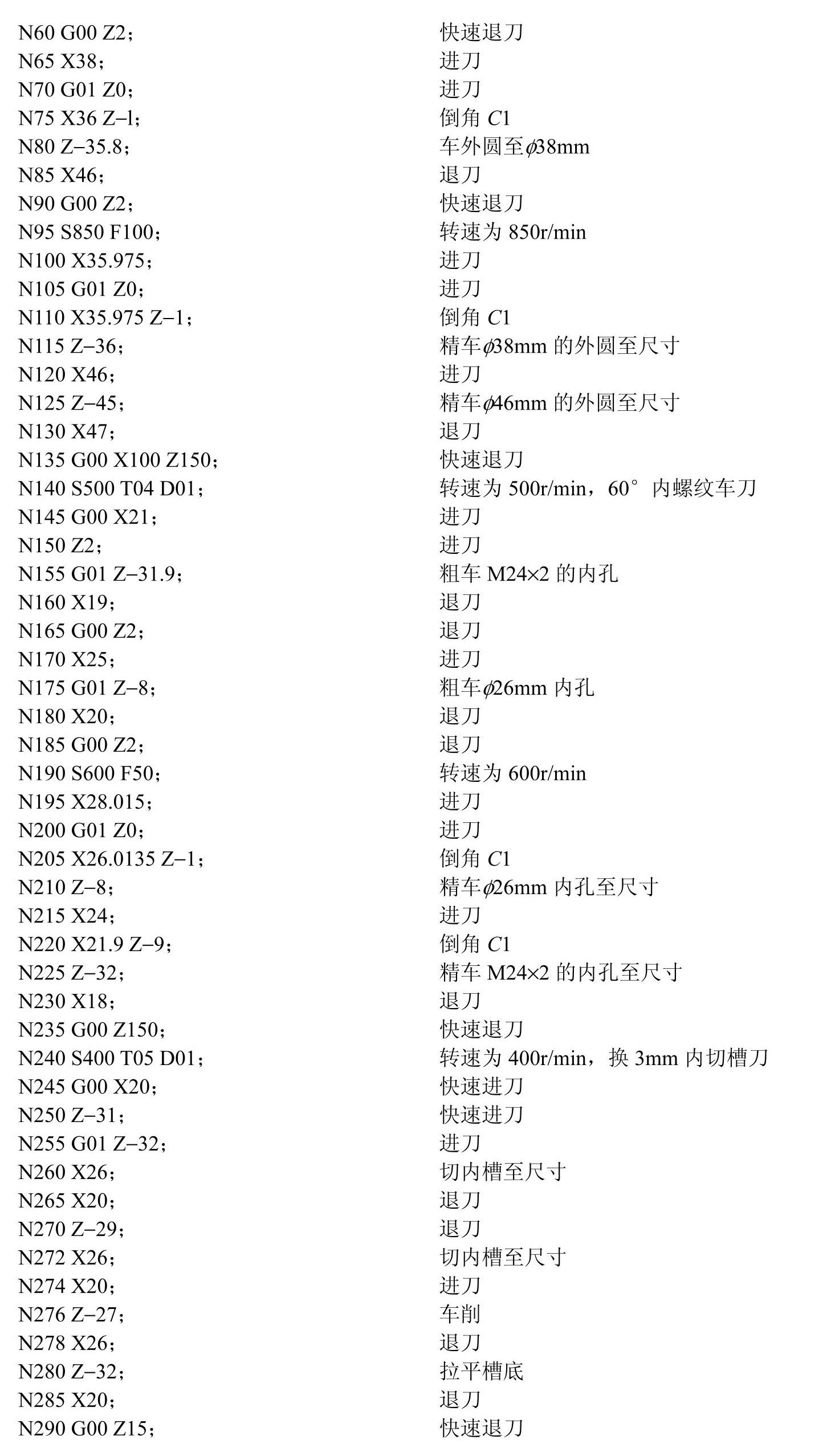
(1)左端加工程序 程序如下:
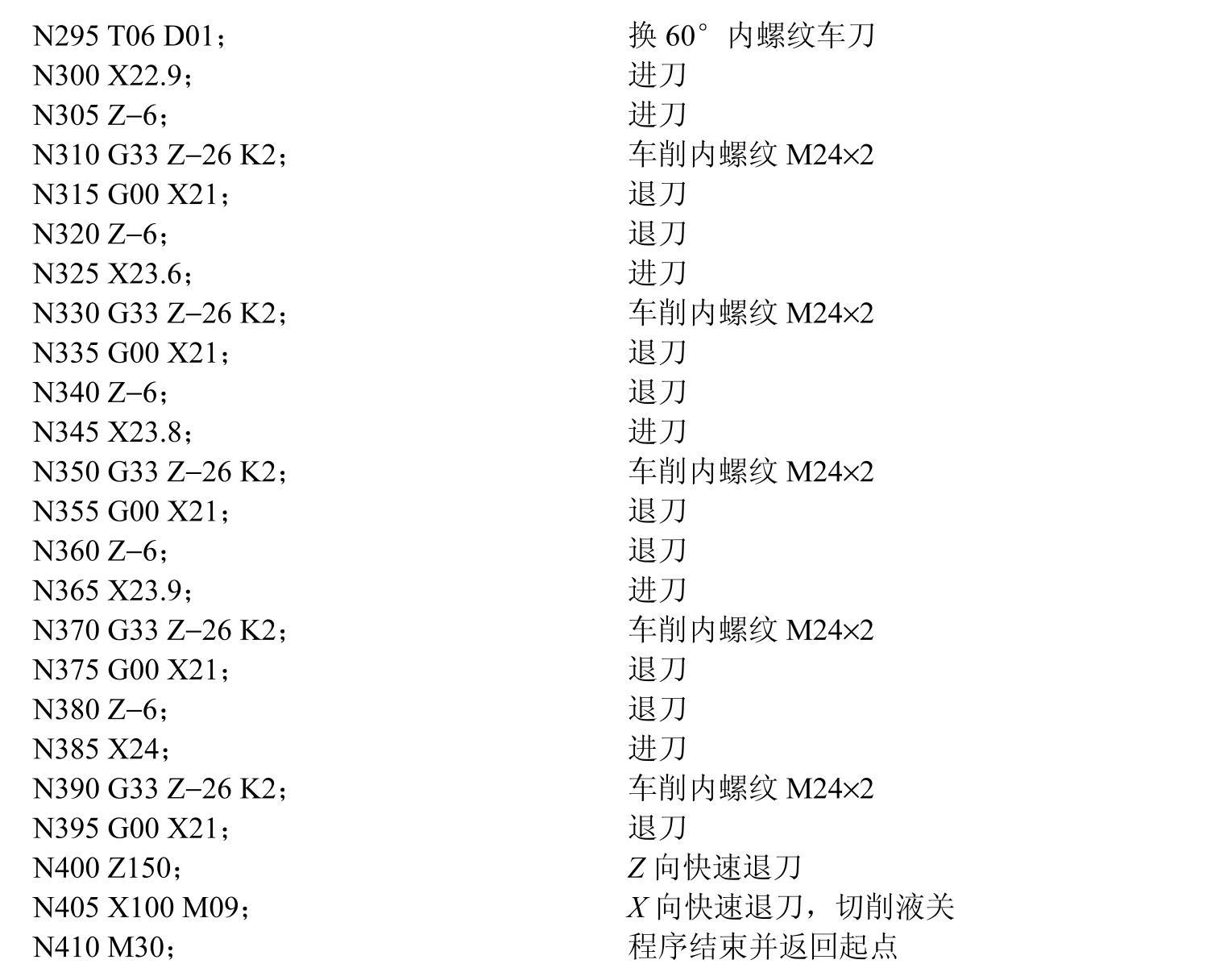
(2)右端加工程序 程序如下:
(3)右端外圆循环子程序 程序如下:

(4)右端椭圆主程序(以工件的右端面为编程坐标系) 程序如下:
(5)椭圆子程序 程序如下:
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。