



如图1-18所示,工件为由内、外椭圆构成的复合件,图中椭圆方程参数A、B分别代表Z轴、X轴坐标,工件材料为45钢,毛坯尺寸为φ130mm×65mm,毛坯调质硬度为200~220HBW,工件倒角为C1mm,编写车削加工程序。
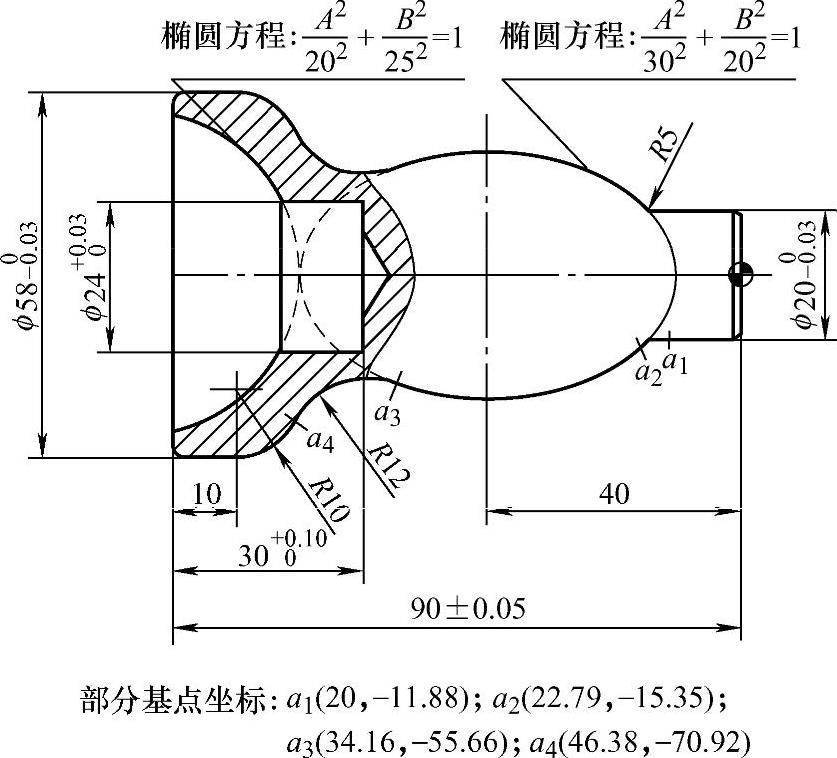
图1-18 内、外椭圆弧复合件
1.工艺分析
该件形状复杂,刚性较差,粗加工时,夹φ58mm一端,将工件外形初步加工成形,在φ20mm一端留足夹头,调头后,进行半精及精加工内外形状。加工中背吃刀量要小,尽量减小加工中的变形,将内孔φ24mm预先钻到φ22mm、深35mm。
2.编程思路
对于椭圆曲线,编程有两种方案:一种是采用椭圆参数方程用极坐标方式编程,另一种是直接采用椭圆标准方程用直角坐标方式编程。
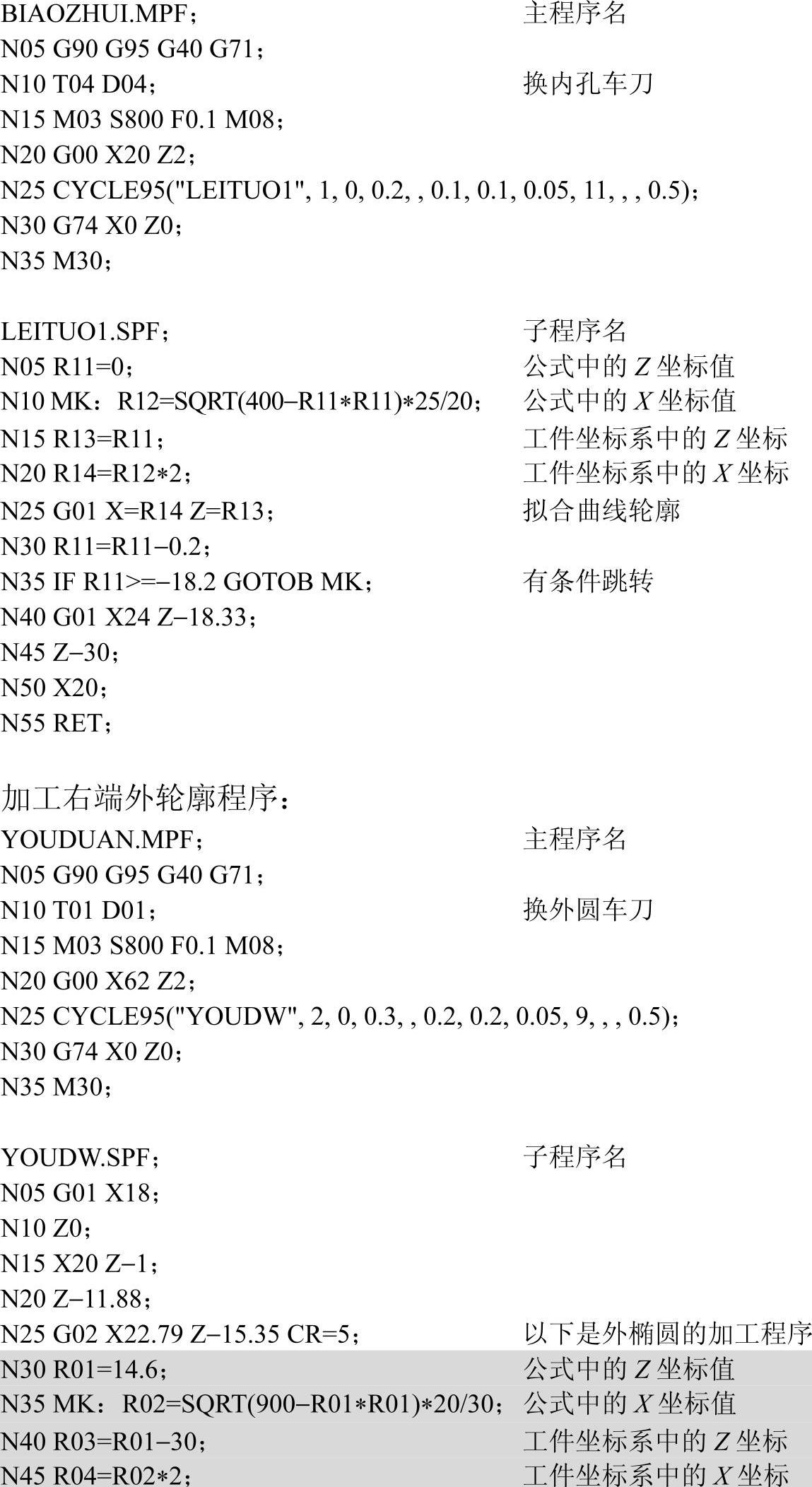
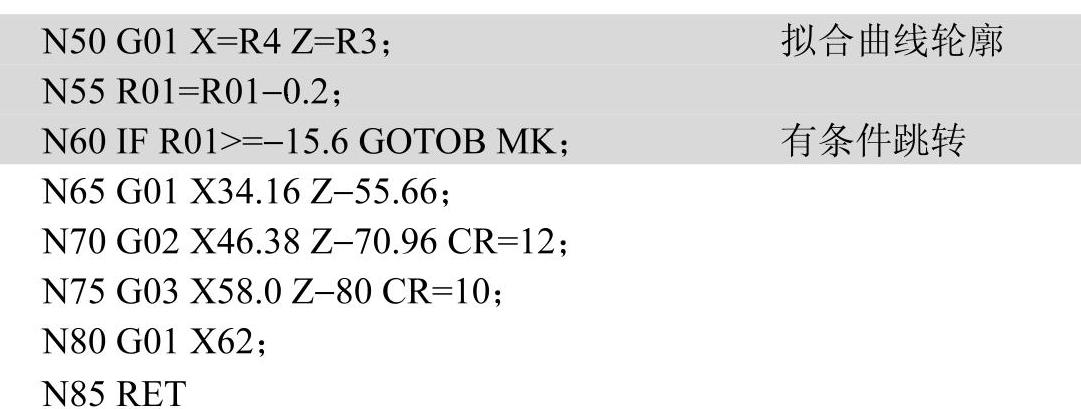
3.编制程序
(1)用椭圆标准方程、直角坐标方式编程 编程时以Z值为自变量,每次变化0.2mm,X值为应变量,通过变量运算计算出相应的X值。编程时使用以下变量进行运算:
R01(R11)——方程中的Z坐标(起点Z=−15.35mm)。
R02(R12)——方程中的X坐标(起点半径值X=22.79mm)
R03(R13)——工件坐标系中的Z坐标,R03=R01−30。(https://www.xing528.com)
R04(R14)——工件坐标系中的X坐标,R04=R02×2。
加工左端内轮廓程序:
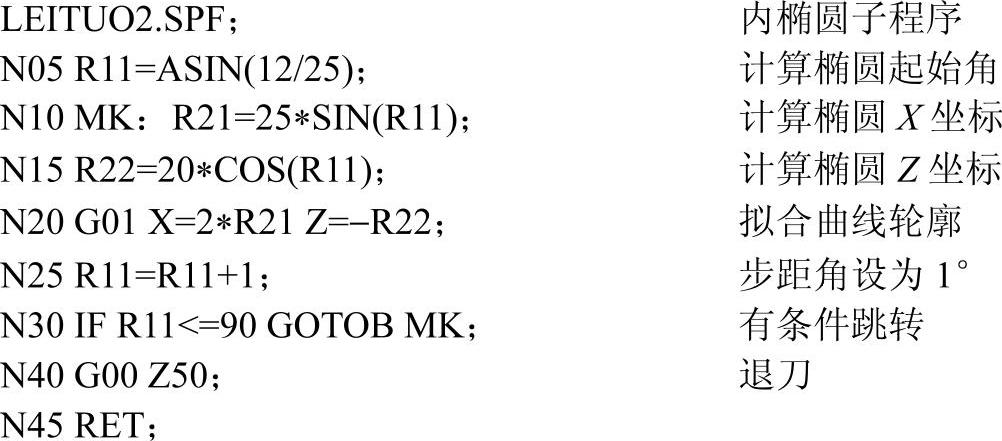
(2)用椭圆参数方程、极坐标方式编程 这种方法主程序与前面一样,只需要改变子程序即可,现将加工左端内椭圆(图1-19)加工子程序LEITUO1进行修改如下:
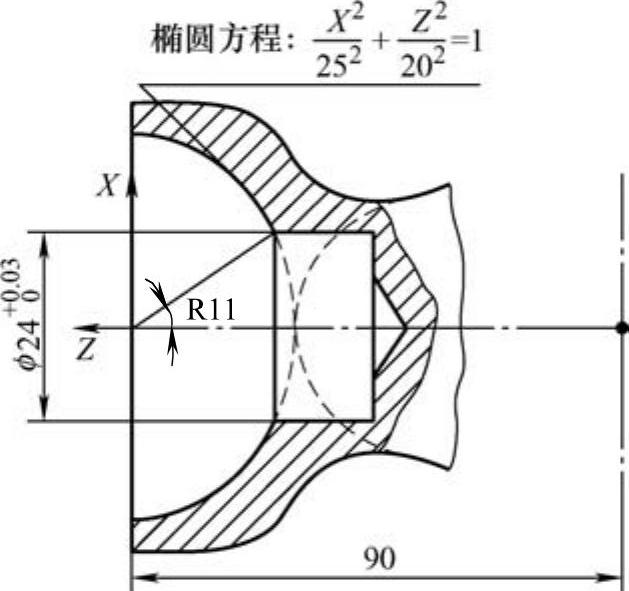
图1-19 椭圆R参数编程
点评
回转体部分的母线为内外椭圆,不能直接按G01、G02、G03指令编程,要经过非圆曲线数学处理之后才能编程,采用直线段逼近内外椭圆(非圆曲线),并设定逼近精度,再利用IF…GOTOB有条件循环跳转语句实现循环编程,这是本题的两大关键;其次是在算法上,分别采用了按椭圆标准方程和椭圆参数方程计算各插补点(节点)的坐标,两者各有其特点。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。