



【摘要】:图1-14 液压缸零件φ45mm外圆及长度已加工,只加工内孔及环形槽如图1-14所示。2)看清图样尺寸,选用一把90°内孔偏刀,伸出长度为65mm;一把内孔切槽刀,刀宽为3mm,伸出长度为45mm。4)车内孔:粗车转速为265r/min,精车转速为400r/min,切槽转速为300r/min。5)内孔切槽采用REPEAT重复编程。点评利用圆弧编程指令加工零件的关键,其一是工件坐标系的设定;其二是在车削内轮廓阶梯轴前钻孔要选择好麻花钻的大小。
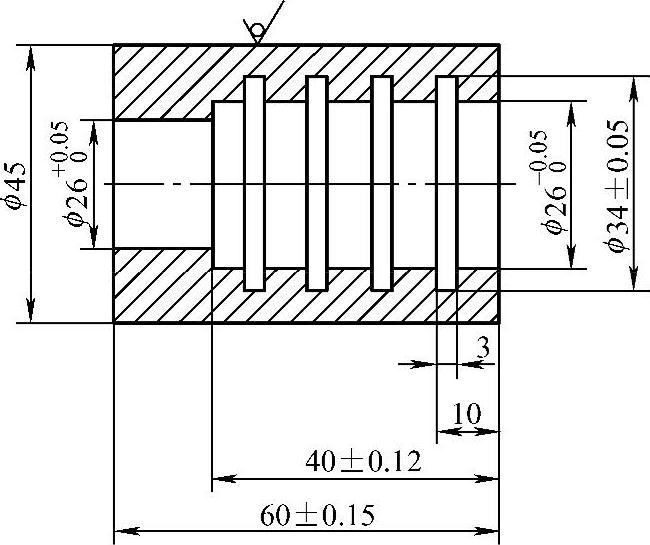
图1-14 液压缸零件
φ45mm外圆及长度已加工,只加工内孔及环形槽如图1-14所示。
1.工艺分析
1)装夹工件,伸出长度为30mm左右。
2)看清图样尺寸,选用一把90°内孔偏刀,伸出长度为65mm;一把内孔切槽刀,刀宽为3mm,伸出长度为45mm。
3)采用试切对刀的方法对刀。
4)车内孔:粗车转速为265r/min,精车转速为400r/min,切槽转速为300r/min。
5)内孔切槽采用REPEAT重复编程。
2.编制程序(https://www.xing528.com)
程序如下:

3.容易产生的问题及注意事项
1)内孔车刀的刀尖应尽量与车床主轴的轴线等高。
2)刀杆的粗细应根据孔径的大小来选择,刀杆粗会碰孔壁,刀杆细则刚性差,刀杆应在不碰孔壁的前提下尽量大些为宜。
3)刀杆伸出刀架的距离应尽可能短些,以改善刀杆刚性,减小切削过程中可能产生的振动。
点评
利用圆弧编程指令加工零件的关键,其一是工件坐标系的设定;其二是在车削内轮廓阶梯轴前钻孔要选择好麻花钻的大小。关于工件坐标的计算,根据零件的难易程度及图样的标注情况,需要具备必要的数学知识。在大多数情况下,编程计算所用的数学知识并不是很深,掌握三角函数与平面几何的知识即可以解决绝大多数零件的坐标计算。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。