



如图1-10所示,工件材料为45钢,毛坯尺寸为φ60mm×120mm,先根据图样要求分析该零件的数控加工工艺,然后再编制加工程序。
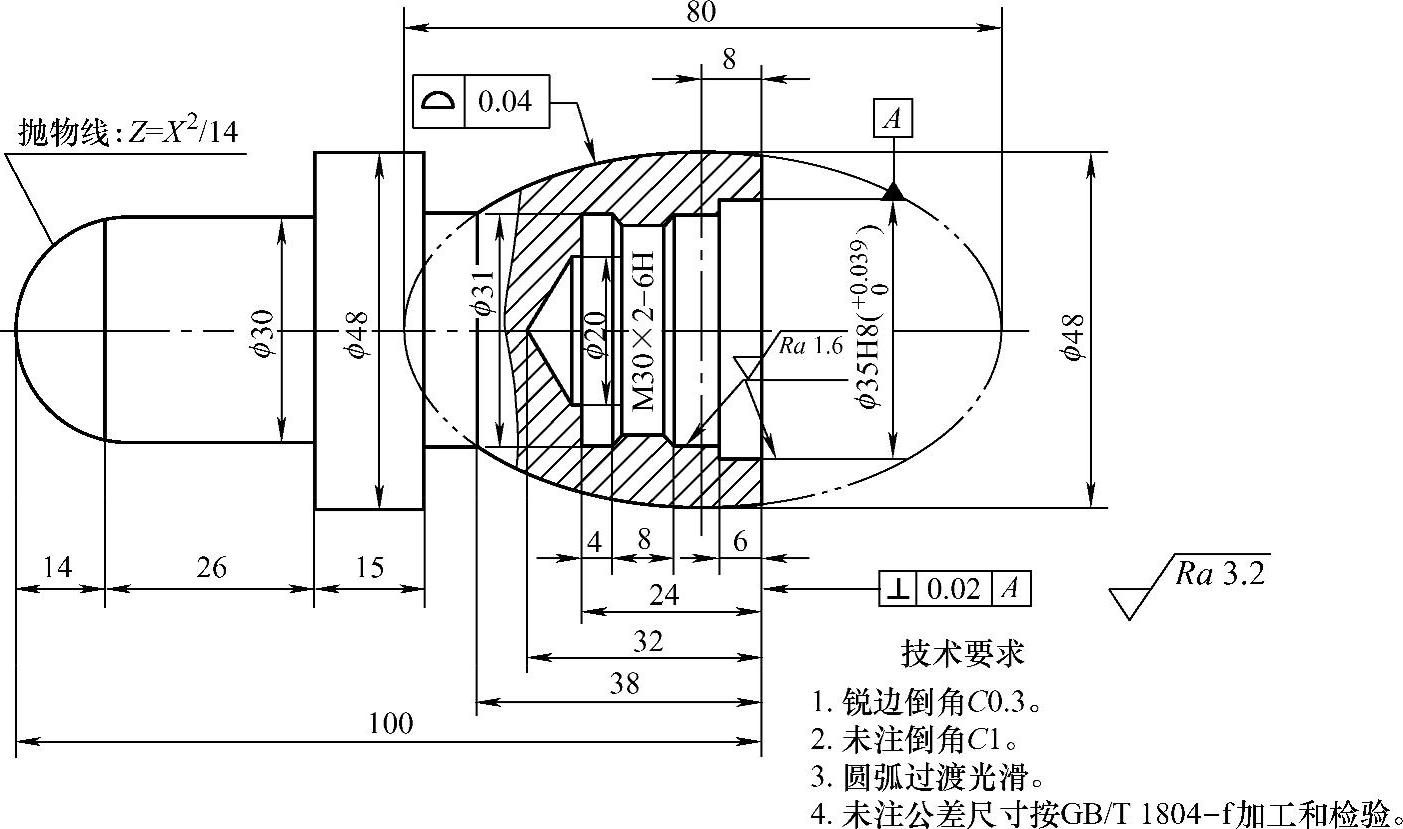
图1-10 曲线方程式连接轴
1.工艺分析
加工本例工件时,难点有两个:一是内螺纹的加工,二是由曲线方程构成的回转面(椭圆体、抛物体)的加工,内螺纹的加工主要难在孔径小,刀杆细、刚性差,也不便于观察;曲线方程构成的回转体轮廓的加工难在插补,编程复杂,其次是车刀的副偏角不能太小,否则加工到椭圆结束时会与工件的已加工表面发生干涉。为了方便车内孔,预先钻出相应直径和深度的孔,可手动完成,因此制订出如下加工工艺:
1)夹右端,粗、精车左端外形轮廓φ48mm、φ30mm及抛物体。
2)工件调头,用自定心卡盘装夹,夹φ30mm外圆,为避免夹伤,应垫铜皮,注意夹持长度不能太长,否则将形成过定位,在装夹时应注意精基准面应垫铜皮,以φ40mm外圆为找正基准,打表找正,误差小于0.02mm。手动车端面,保证工件的总长为100mm,钻出φ20mm相应直径和深度的孔。
3)粗、精镗孔。
4)用内切槽刀切φ31mm×4mm内孔退刀槽。
5)用内螺纹刀车削M30×2−6H内螺纹,LCYC97螺纹车削循环。
6)计算参数R和程序跳转指令车削椭圆曲面。
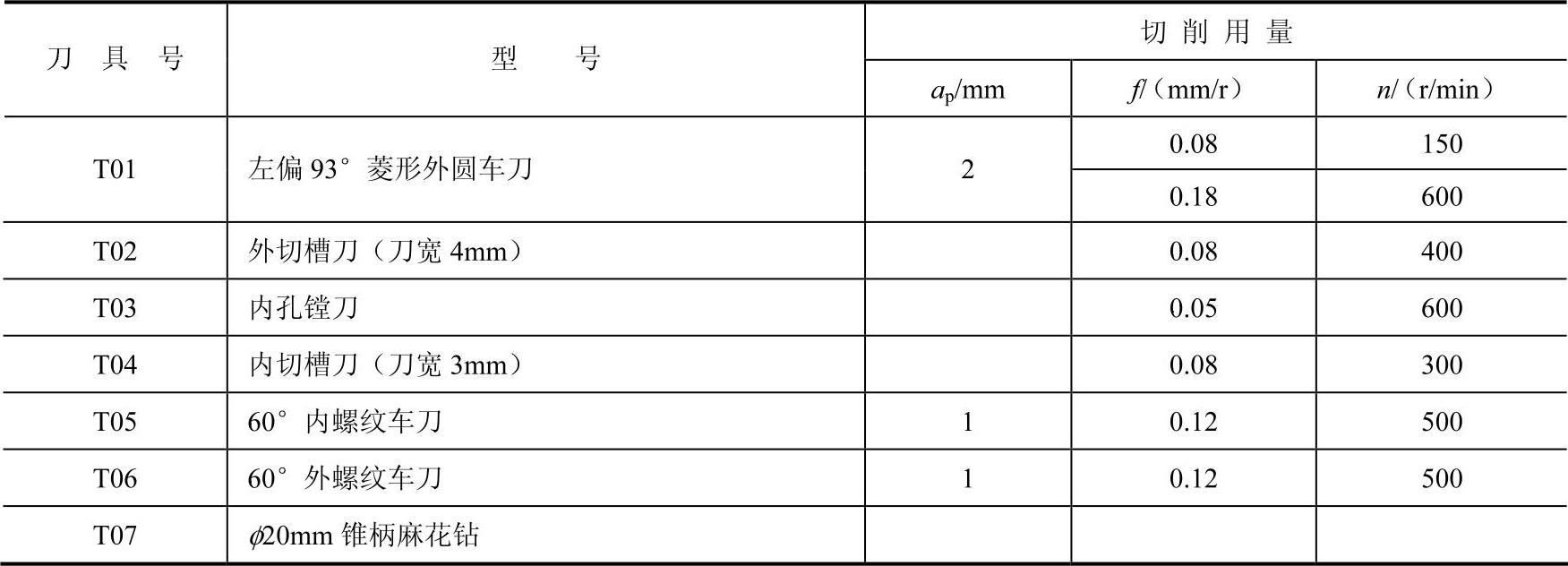
2.刀具的选择
本零件加工内容较多,所需刀具的种类也多,主要有20mm锥柄麻花钻、93°左偏刀、外切槽刀、60°外螺纹车刀、内孔镗刀、内切槽刀及60°内螺纹车刀,详见表1-5。
表1-5 刀具与切削用量
3.相关计算(https://www.xing528.com)
螺纹总切削深度h=0.6495P=0.6495×2mm=1.299mm
内螺纹小径d=D−2h=30mm−2×1.299mm=27.402mm
4.参数设定
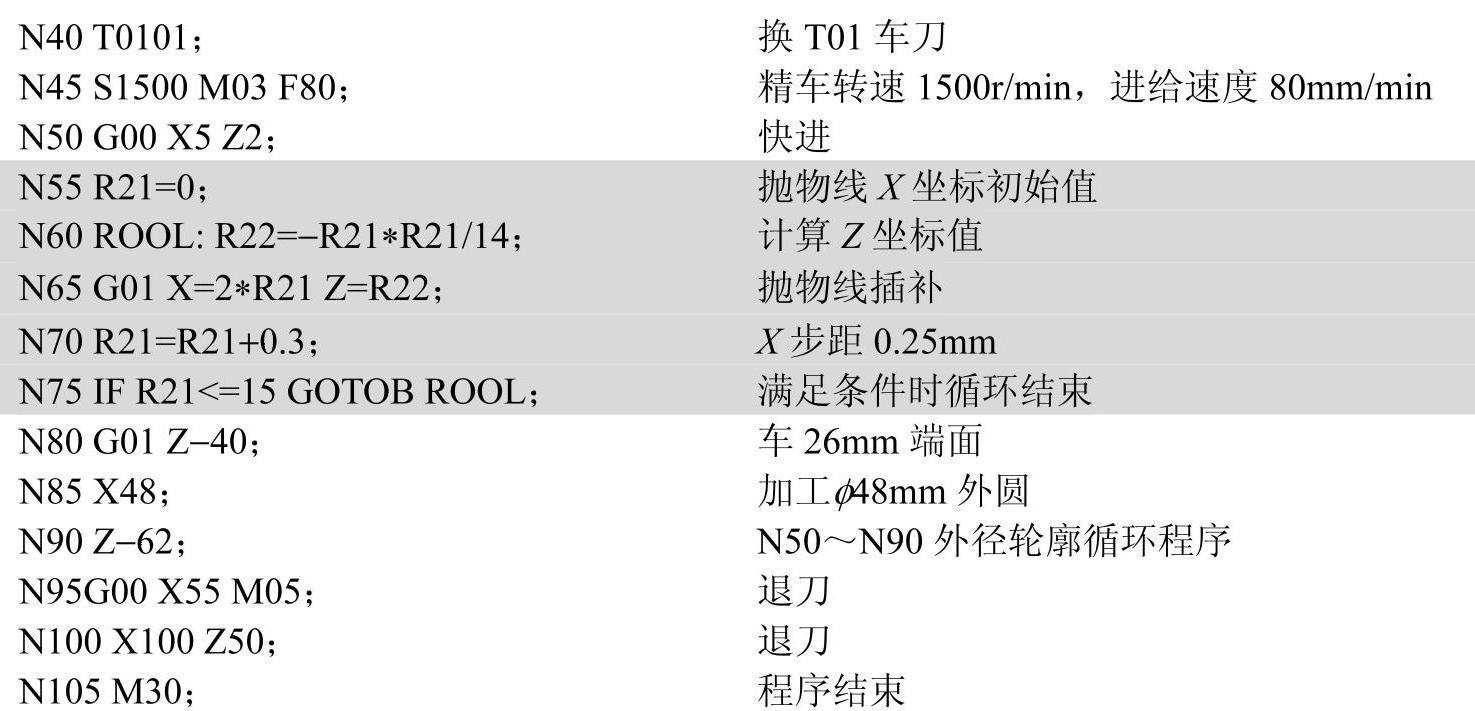
用椭圆标准方程及直角坐标方式编程。编程时以Z值为自变量,每次变化0.2mm,X值为应变量,通过变量运算计算出相应的X值。
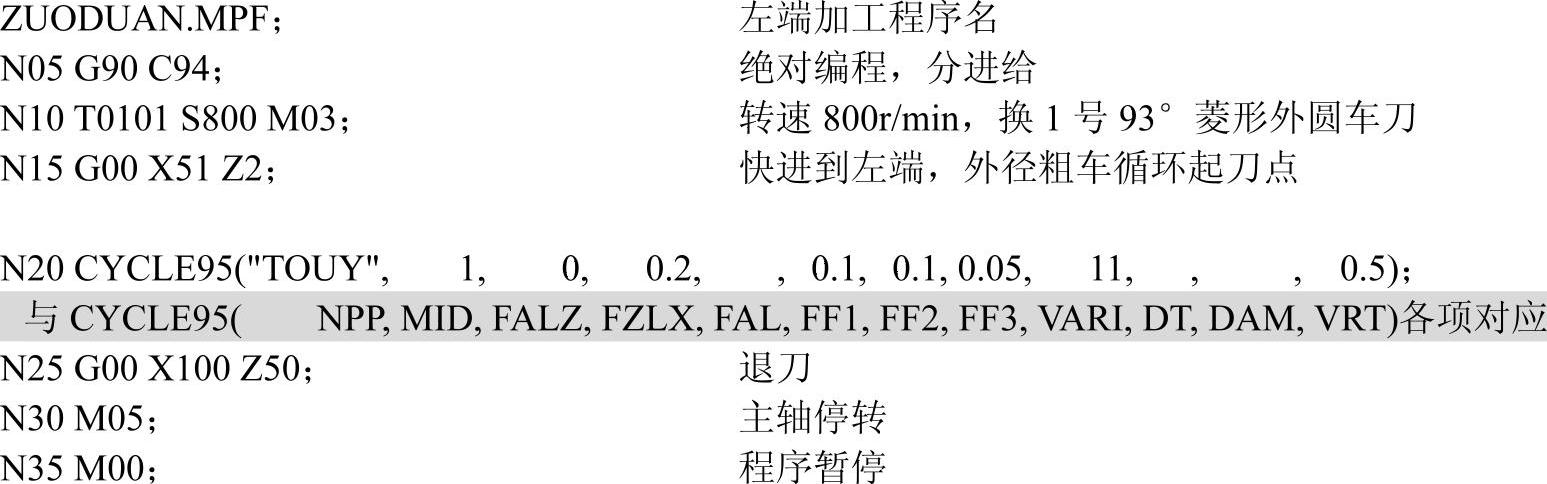
5.加工程序
(1)左端加工程序
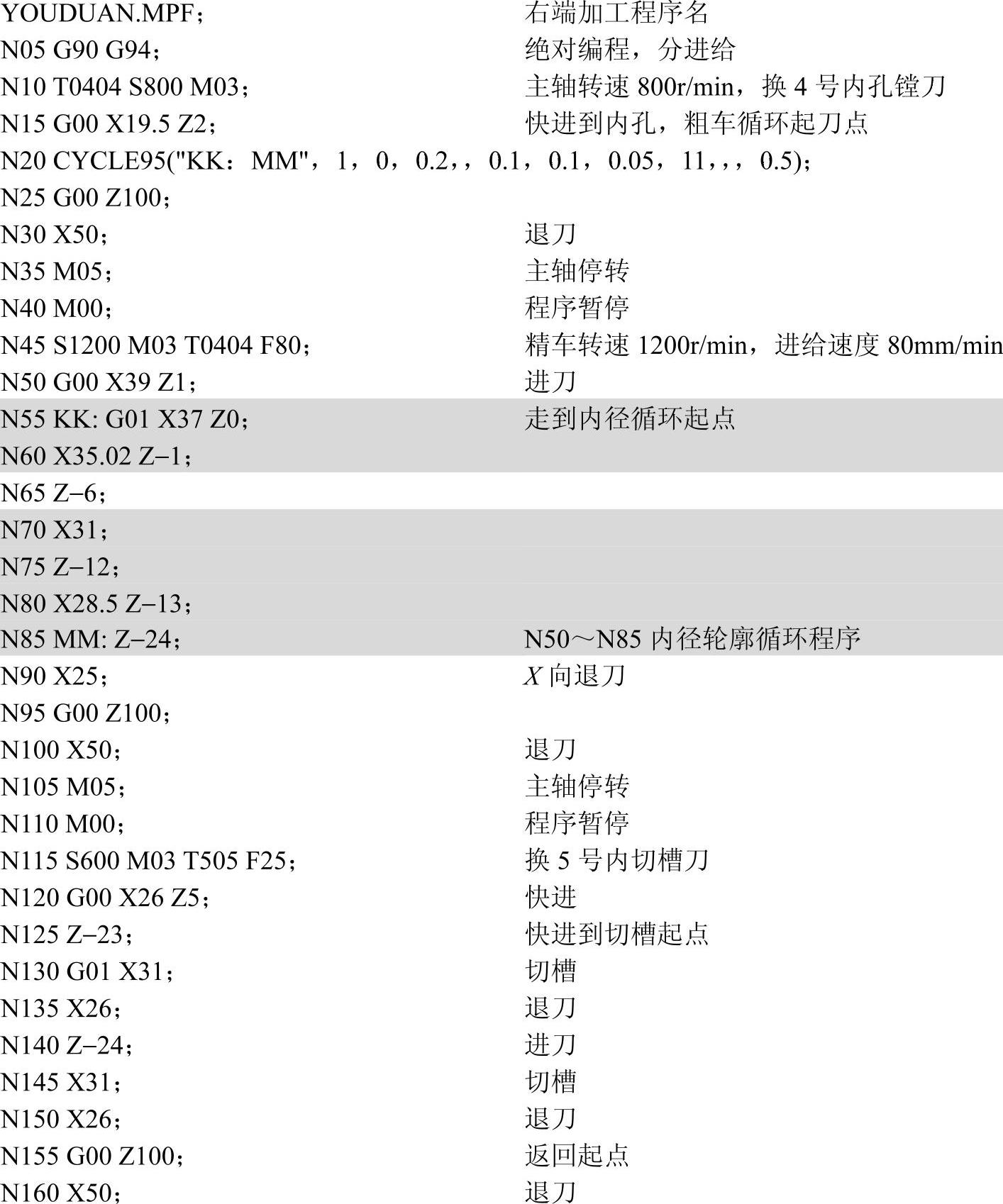
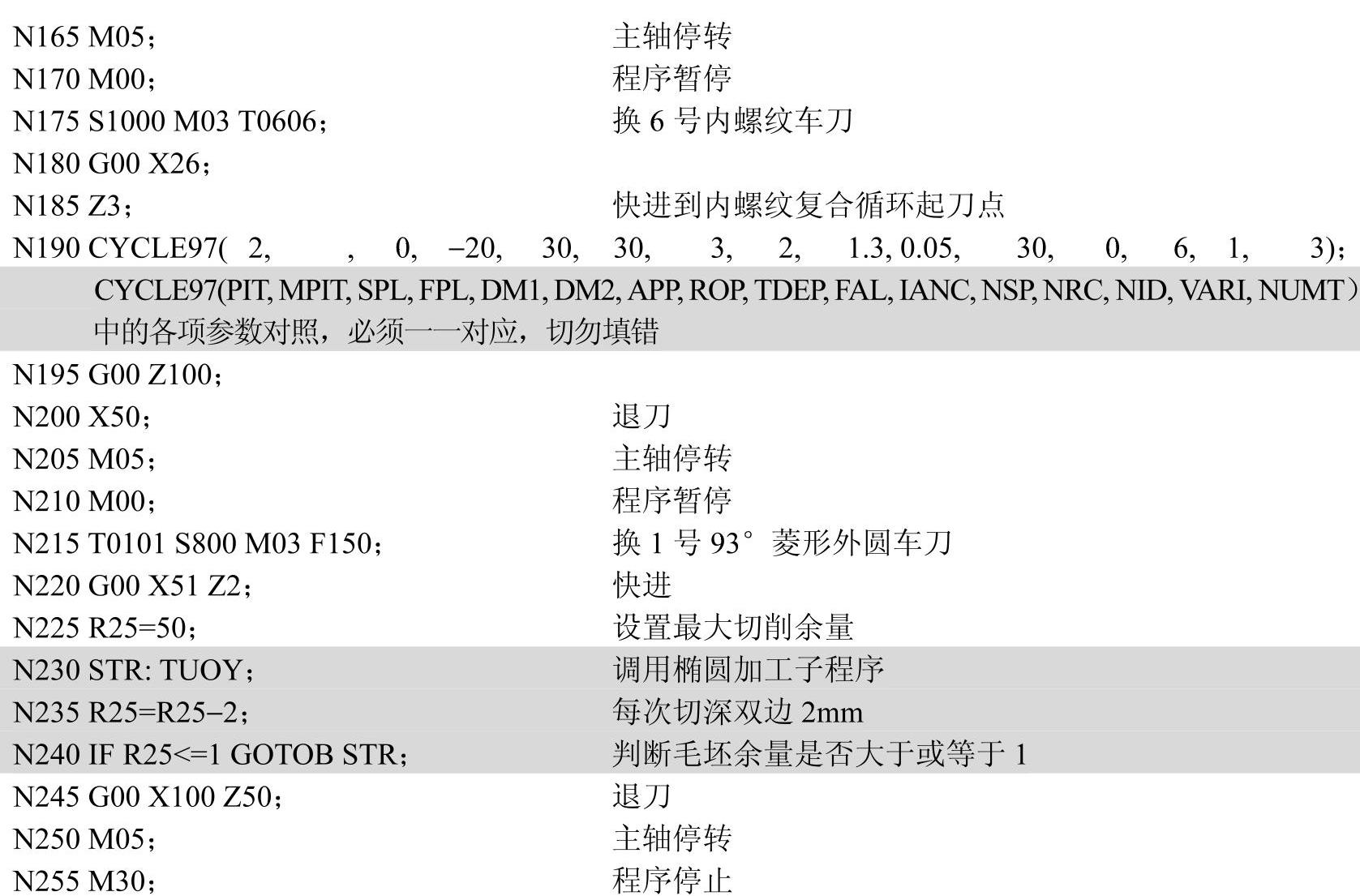
(2)右端加工主程序
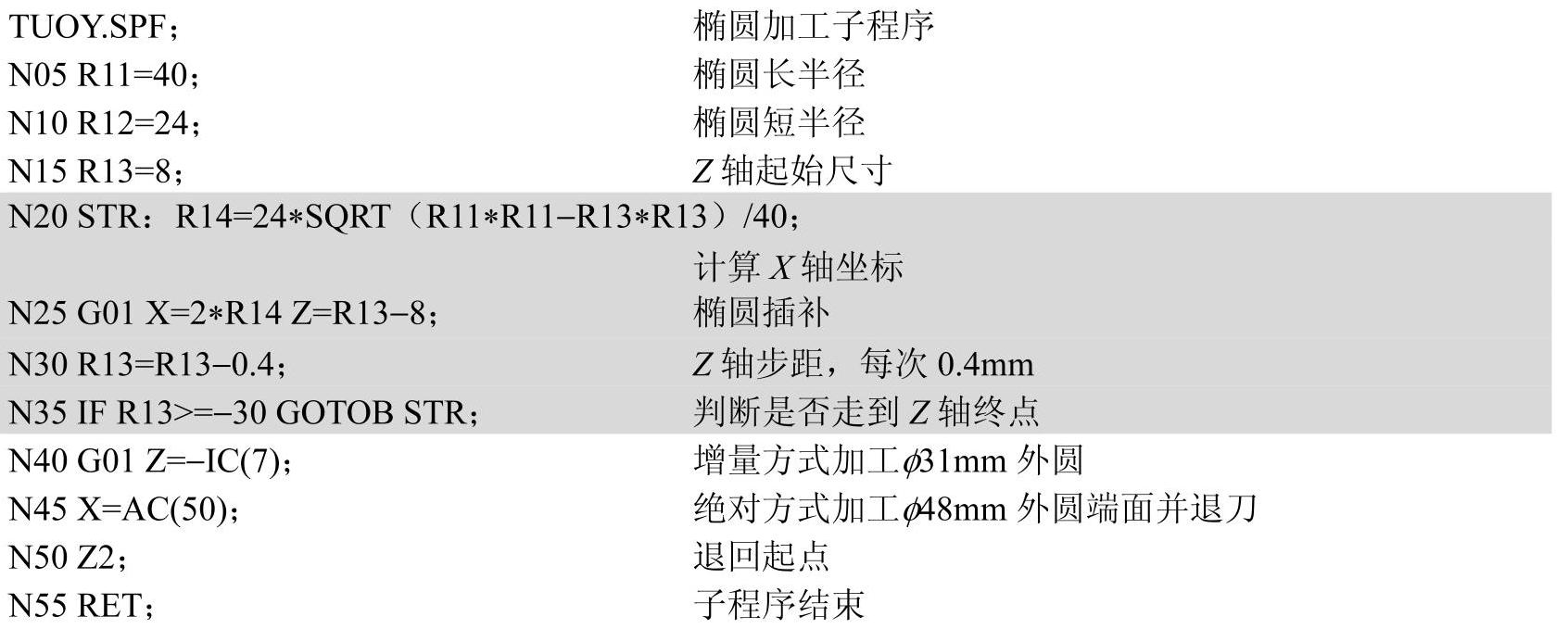
(3)右端加工椭圆子程序
本例的抛物线、椭圆是用标准方程编程的,也可用参数方程编程,这样更加方便,参见1.5节例2。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。