



【摘要】:图1-3 带内外轮廓的阶梯轴1.工艺路线1)夹右端,手动车左端面,用φ20mm麻花钻钻φ20mm底孔。
编制图1-3所示零件的加工程序,材料为45钢,棒料直径为40mm。
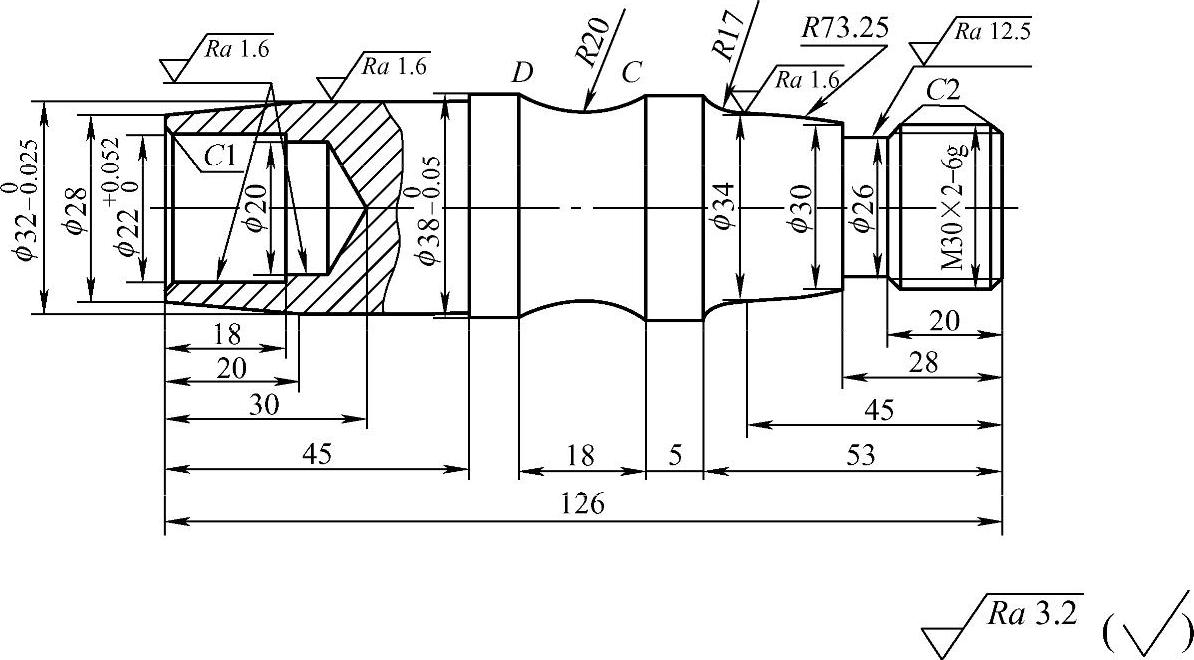
图1-3 带内外轮廓的阶梯轴
1.工艺路线
1)夹右端,手动车左端面,用φ20mm麻花钻钻φ20mm底孔。
2)用1号外圆车刀、LCYC95轮廓循环粗、精车左端外形轮廓。
3)用4号内孔镗刀镗φ22mm内孔。
4)调头夹φ32mm外圆,用1号外圆车刀车右端面,车至总长,用LCYC95轮廓循环粗、精车右端外形轮廓。
5)用2号切槽刀、LCYC93切槽循环切φ26mm螺纹退刀槽,并倒角C2mm。
6)用3号螺纹刀、LCYC97螺纹车削循环车M30×1.5螺纹。
2.刀具选择
T01——93°外圆车刀。
T02——切槽刀(刀具宽度为4mm,对刀点为切槽刀的左刀点)。
T03——60°外螺纹车刀。
T04——内孔镗刀。
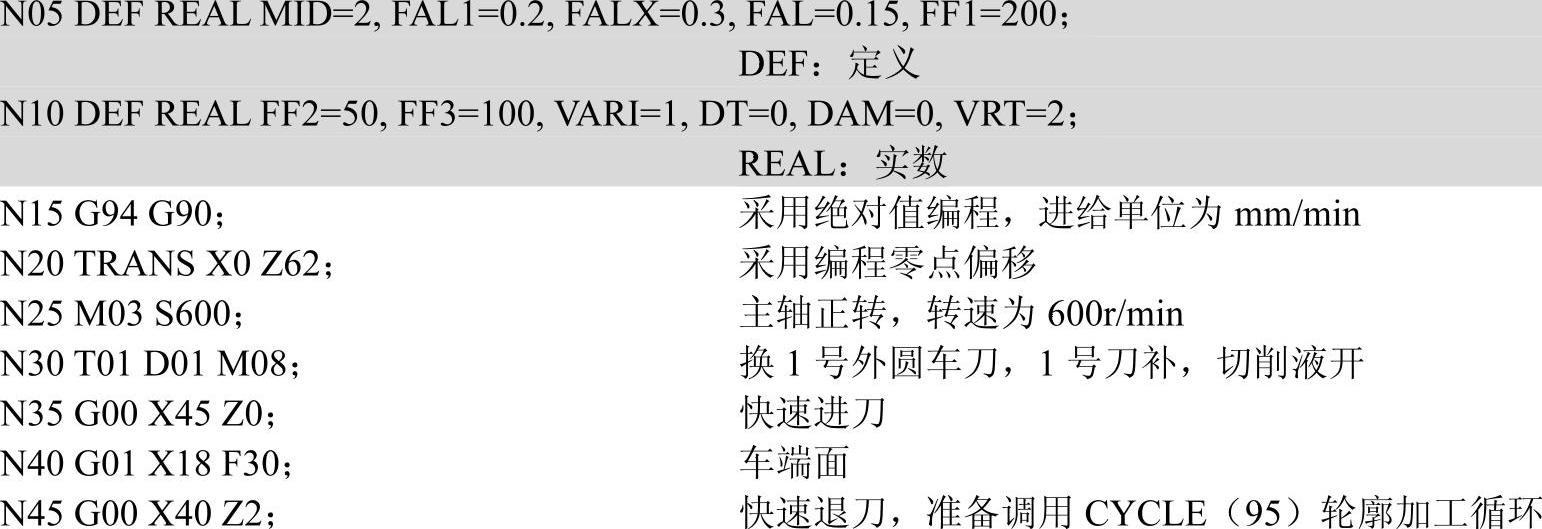
3.编制程序
(1)左端加工主程序 程序如下:
ZUODUAN.MPF(https://www.xing528.com)


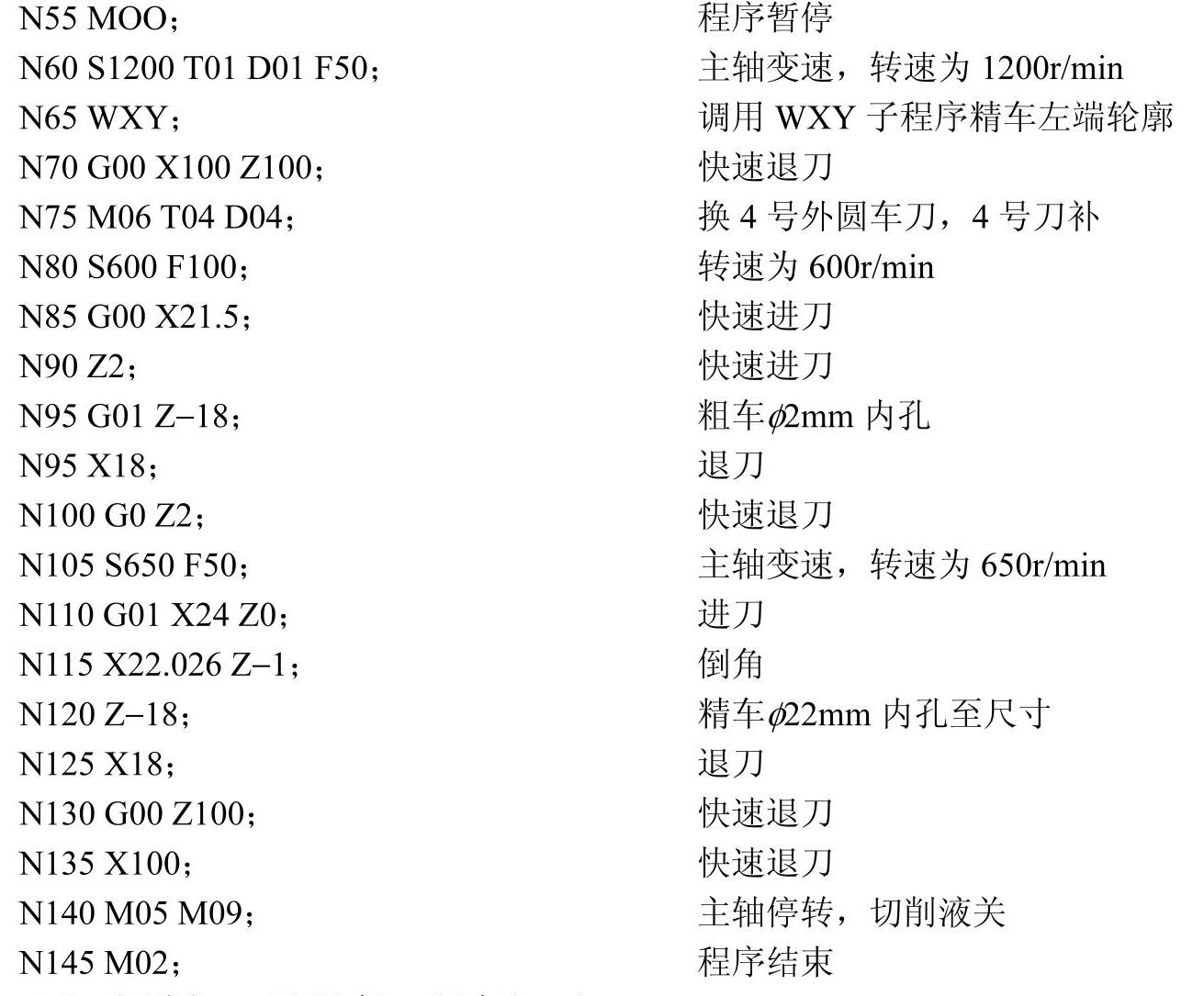
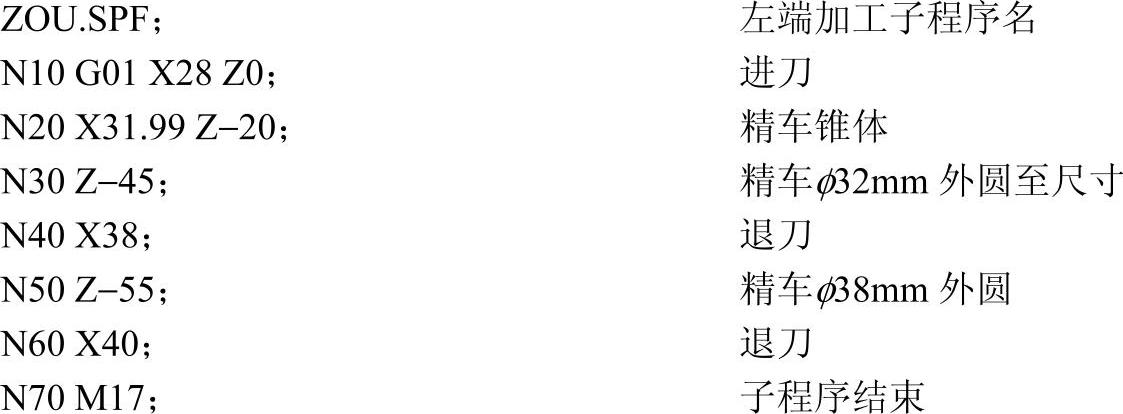
(2)左端加工子程序 程序如下:
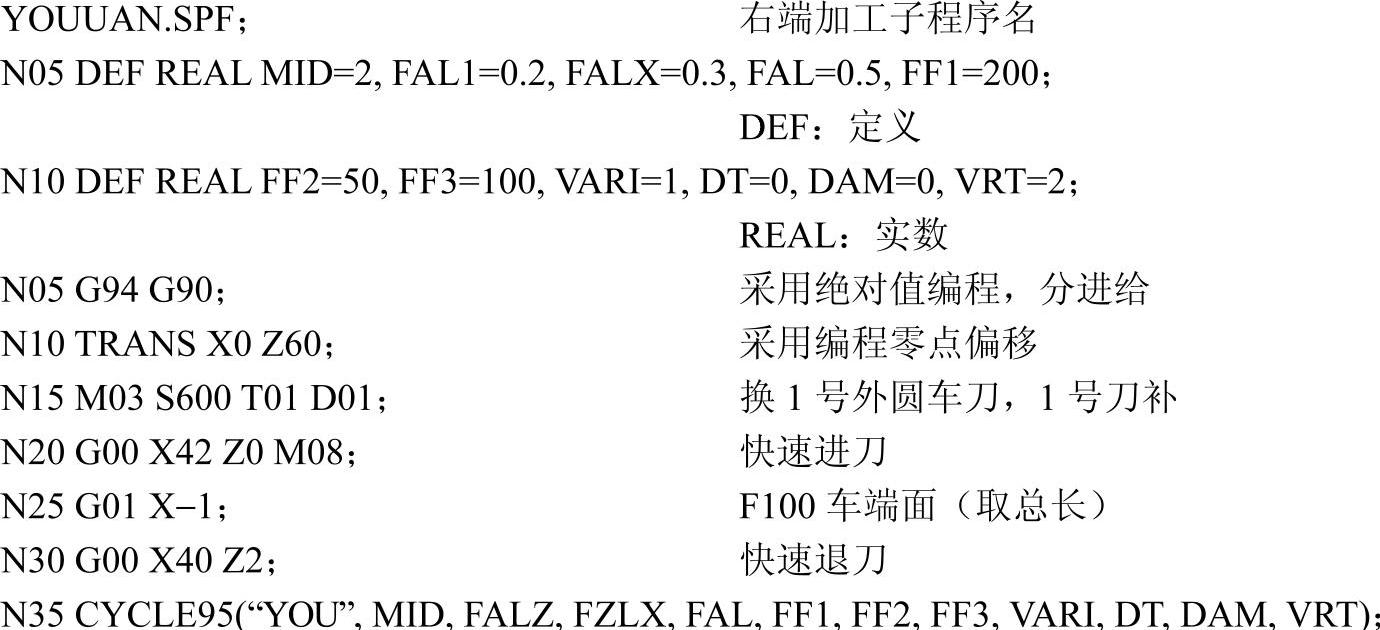
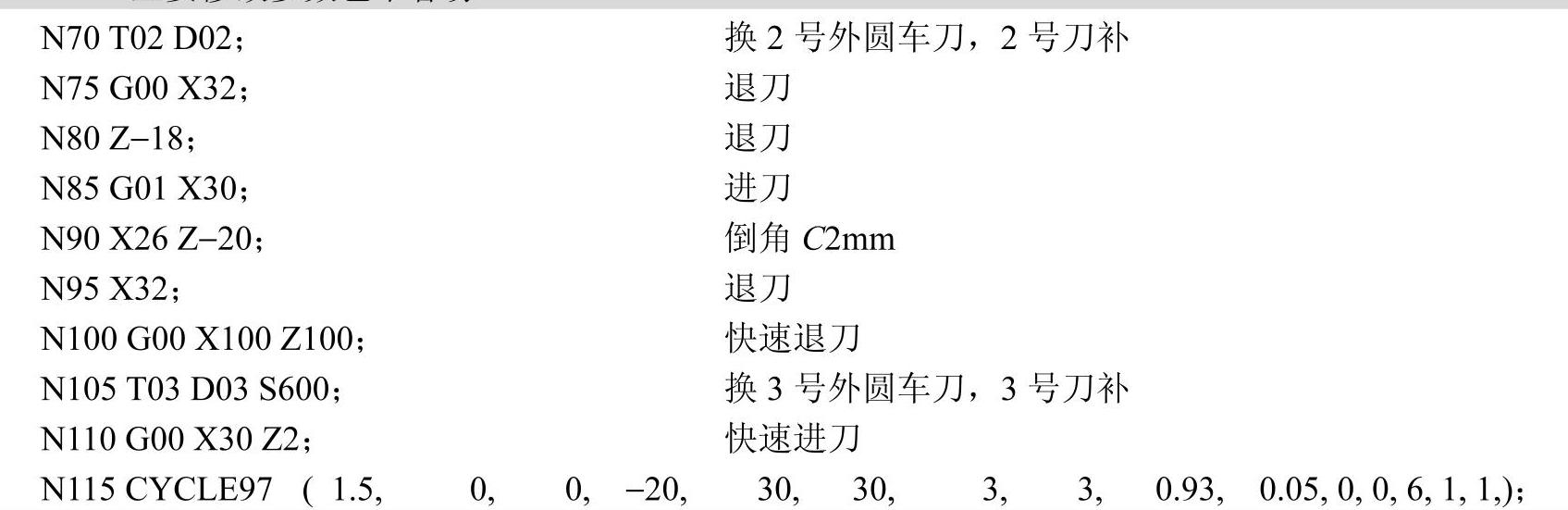
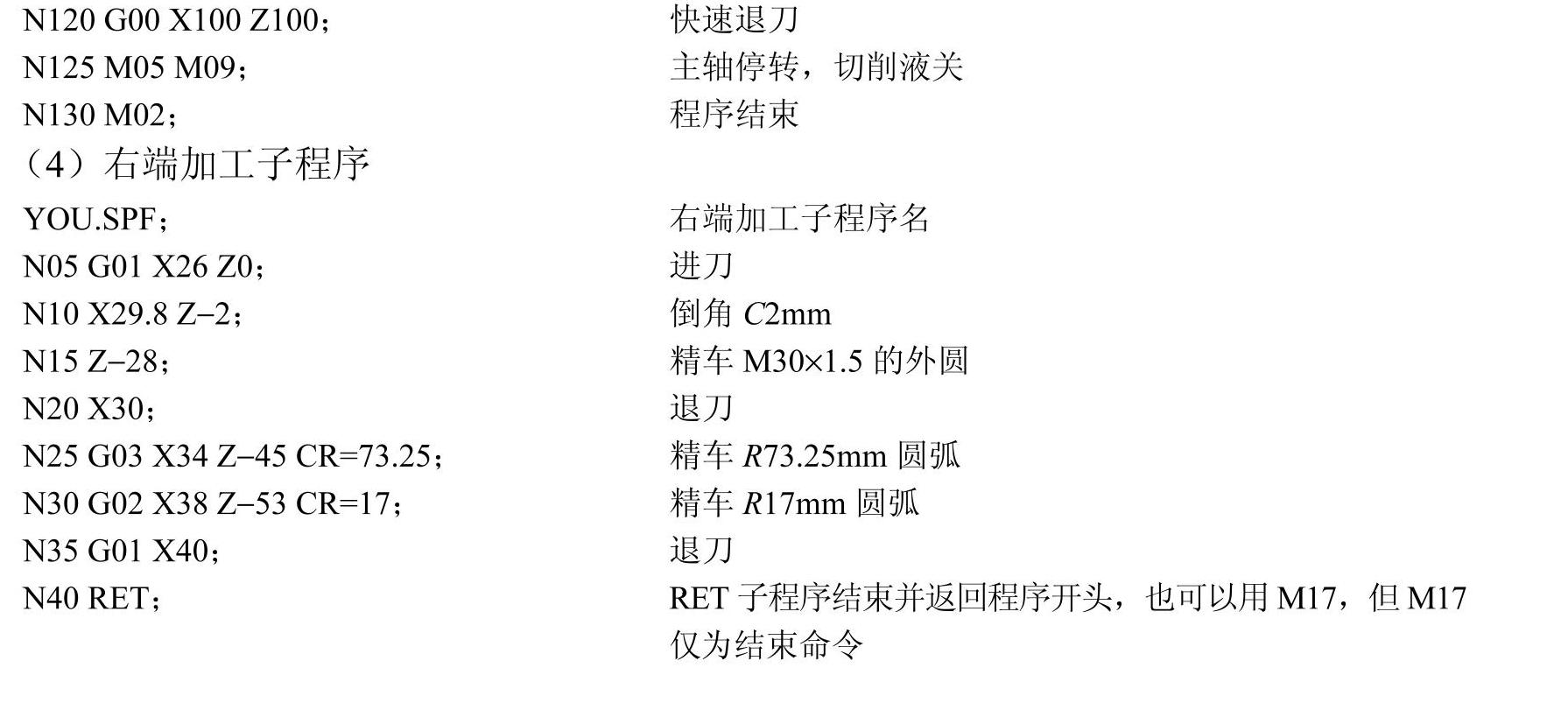
(3)右端加工主程序 程序如下:




点评
各参数均采用DEF赋值方式确定,一是不会再因填错数据而犯愁,二是使修改参数变得容易了。如:CYCLE95循环指令轮廓加工子程序ZUO.SPF、YOU.SPF即为轮廓精加工程序、LCYC93切槽循环切φ26mm螺纹退刀槽、LCYC97螺纹车削循环车M30×1.5螺纹它们中的各参数均采用了DEF赋值方式确定,以避免CYCLE××中的各参数因不能对号入座出现填空错误,若要修改参数,可直接从DEF赋值中进行。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。