



如图1-2所示,工件为带圆角的阶梯轴,毛坯尺寸为φ50mm×100mm,材料为45钢,试进行加工工艺分析并编写加工程序。
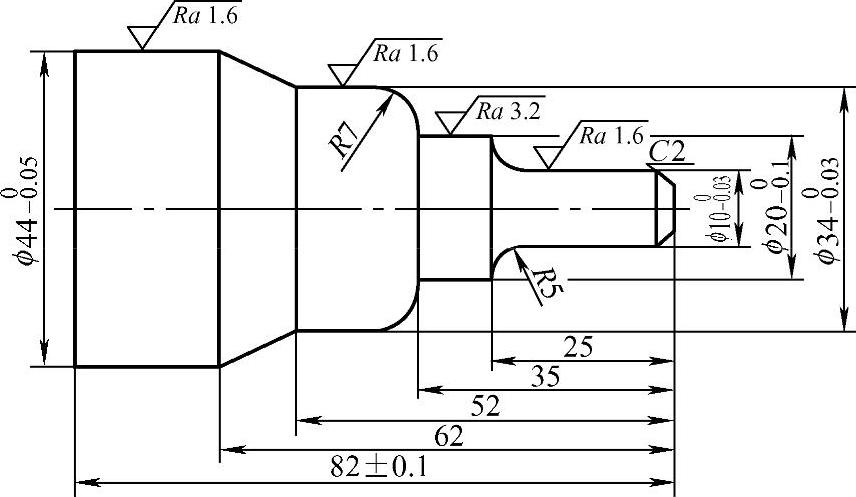
图1-2 带圆角的阶梯轴
1.加工工艺分析
先根据图样要求分析该零件的数控加工工艺,该零件的外圆形状较为复杂,由锥面、端面、圆弧和圆柱面组成,尺寸都为自由尺寸,根据毛坯尺寸和零件的最后要求,可采用以下两种方法加工:
1)先车一端面,钻中心孔,然后夹另一端,采用一夹一顶的方法,保证车削长度大于82mm,将工件的所有尺寸车出,最后夹φ34mm外圆处,找正φ44mm外圆,车端面,保证工件的总长82mm。这种方法适用于对几何精度(如同轴度)要求较高的工件。
2)先车一端面,同时车φ44mm外圆,车削长度保证50mm左右,调头车端面,保证工件的总长为82mm,钻中心孔,然后取下工件,夹φ44mm外圆,采用一夹一顶的方法,车削工件右端各部尺寸。
注意:为避免夹伤,应垫铜皮,同时夹持长度为5~10mm。
2.工件的装夹
在用自定心卡盘装夹工件时,注意精基准面应垫铜皮,在采用一夹一顶的方法加工时,注意夹持长度不能太长,否则将形成过定位,同时应调整尾座的锥度,使之和主轴同轴。
3.确定数控加工工序
1)车端面,刀具选用端面车刀。
2)粗、精车工件左端(φ44mm外圆),刀具选用90°外圆粗车刀和90°外圆精车刀。
3)车端面,保证总长,钻中心孔,刀具选用端面车刀。
4)采用一夹一顶的方法车工件右端,保证各部尺寸,刀具选用90°外圆粗车刀和90°外圆精车刀。
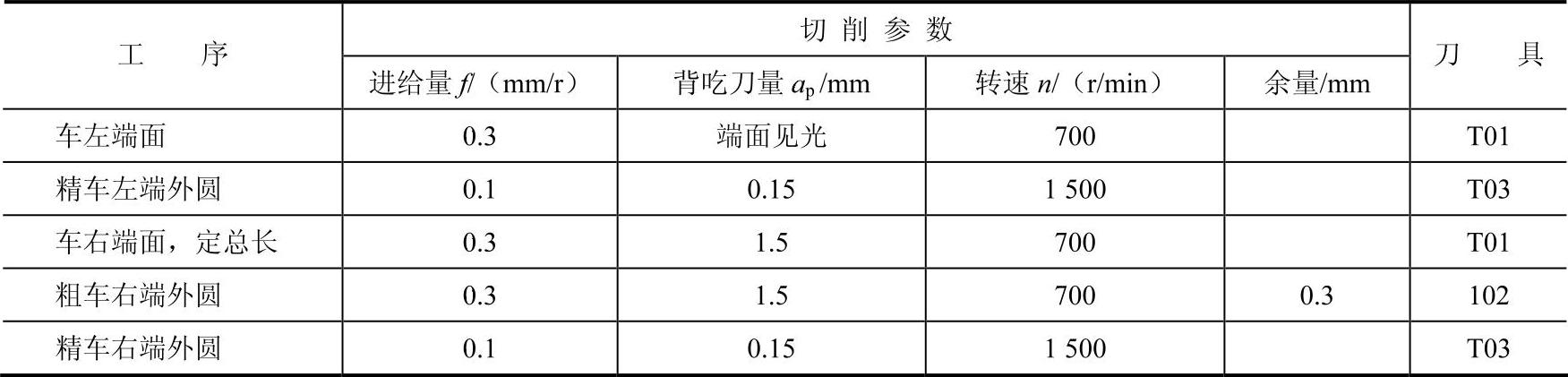
5)选择进给量,编制数控加工工序卡片。各道工序间进给量的选择如下:粗车时n=700r/min,ap=1.5mm,f=0.3mm/r,留精加工余量0.3mm;精车时n=1500r/min,ap=0.15mm f=0.1mm/r。数控加工工序卡片见表1-1。(https://www.xing528.com)
表1-1 数控加工工序卡片
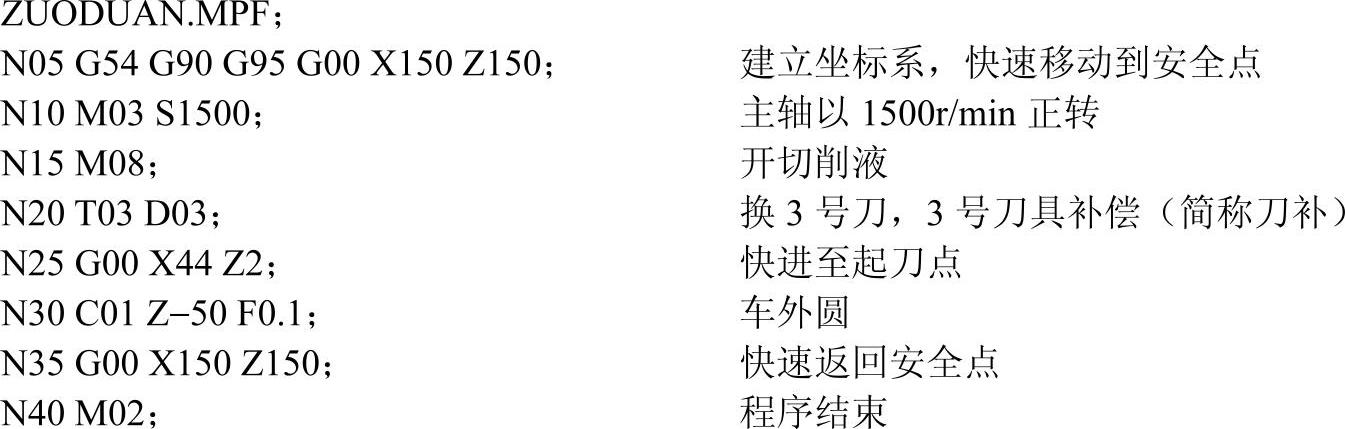
4.编制程序
坐标原点设在工件的右端面,以装夹在卡盘上的位置为准。
车工件右端外圆
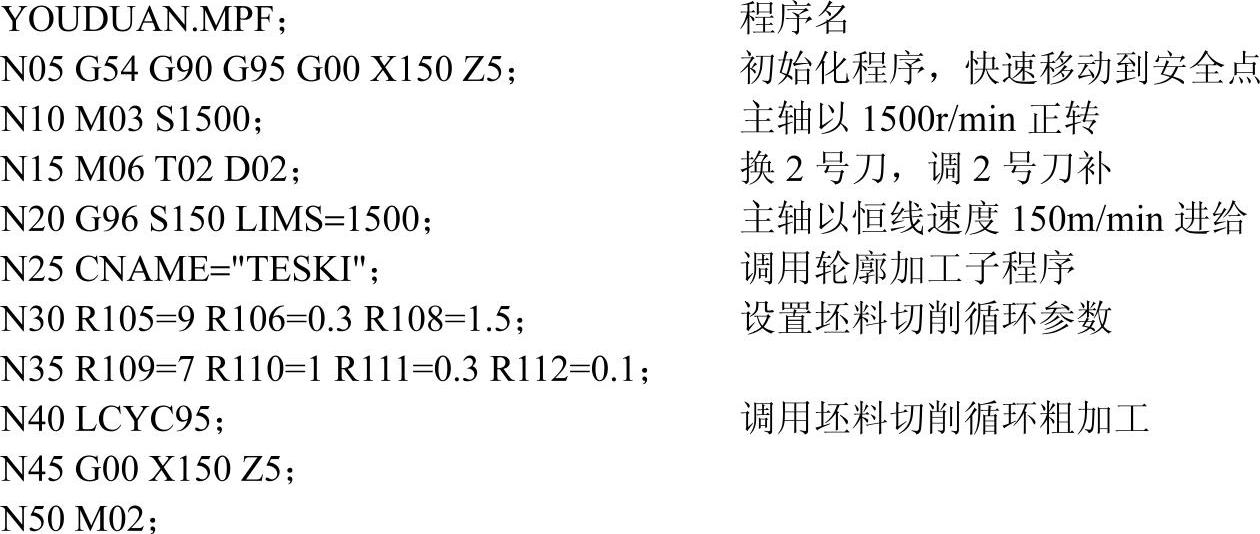
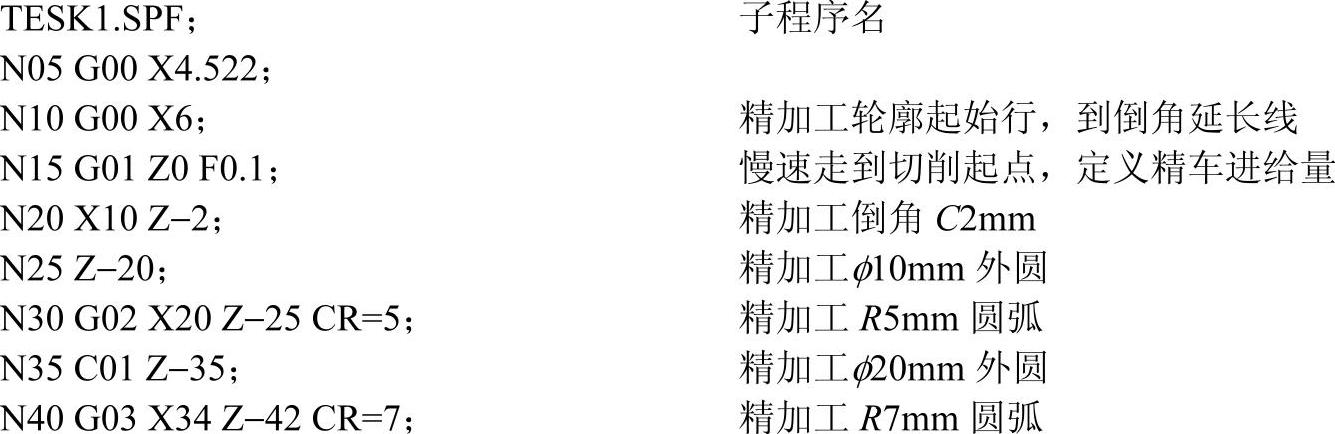
轮廓加工子程序

点评
轮廓加工子程序TESK1.SPF即为轮廓精加工程序,相当于FANUC数控系统G71程序段中P、Q之间的加工内容。
G71 U(Δd)R(e);
G71 P(ns)Q(nf)U(Δu)W(Δw)F(f)S(s)T(t);
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。