



(1)外观 目测已镀工件主要表面,不应有明显可见的凸瘤、麻坑、粗糙、裂纹或未镀区域,也不应有褪色和脱色。非主要表面上缺陷的可接受程度和位置应由需方规定。镀层应具有均匀的银色外观,其光泽为无光至中等亮度的光泽。
注:当基材光滑、没有碎金属、夹杂物、空隙及其他缺陷时,往往能在其表面获得较好的加工(精饰)效果。金属精饰者常常可以采用特殊的处理方法(如研磨、抛光、磨料喷射、化学处理和电抛光等方法)去除缺陷。但是,这不是精饰加工的正常步骤。必要时这些处理方法应由需方规定。
(2)表面缺陷 由基材表面条件和精加工引起的镀层外观缺陷和变异(如刮伤、针孔、滚印、夹杂物等)不应成为拒收的理由。
镀层外观应是均匀的,不应有影响镀层功能的缺陷,例如凸瘤、麻坑、结节、剥落等。镀层应镀覆所有表面,包括螺纹根部、螺纹顶部、拐角处和边缘处。镀层在一定程度上不应脱色,否则会影响镀层外观,而这种外观被视为功能要求。但是,由漂洗引起表面污迹及颜色或出光的变化不应成为拒收的理由。
注:通常情况下机械镀的镀层不如电镀层光滑或光亮。
(3)厚度 整个主要表面上镀层厚度的测量应符合GB/T 12334的规定。
镀层厚度可用以下标准中的方法测定:GB/T 4955(库仑法)、GB/T 4956(磁性方法)、GB/T 6462(显微镜法)、GB/T 16921(X射线光谱法)。其他方法如能验证与GB/T 4955、GB/T 4956、GB/T6462和GB/T 16921厚度测量值的不确定度小于10%,则这些方法也可以用于厚度测量。
镀层厚度的测量应在产品的主要表面或规定的部位进行。
经过后处理(见表B-1)的镀层,其厚度测量应在补镀或后处理之前进行。对于2类铬酸盐转化膜,镀层厚度测量之前,用手指蘸上柔性的研磨剂(例如浮型氧化铝或氧化镁)轻轻将其从测试区擦除。
注1:2类镀层在铬酸盐转化过程中会溶解少量的锌。因此,应在铬酸盐转化后进行厚度测量以满足厚度要求。最小厚度符合表6-3。
注2:机械镀层通常在暴露的边缘和尖锐部位会比较薄,在平面和凹处镀层会比较厚。
注3:本标准所要求的镀层厚度是指最小厚度,即主要表面上任一点的镀层厚度应该等于或者大于规定厚度。表面每点的镀层厚度值各不相同是机械镀的特性。因此,某些点镀层厚度应该超过规格值,才能保证所有点厚度等于或者大于规定值,才能保证所有点厚度等于或者大于规定值。在多数情况下,工件上的平均厚度应大于规定值。厚度应该大于规定值多少依工件形状和沉积过程特性而定。
(4)结合强度 检测锌镀层与基材的结合强度时,试验方法应与镀件的使用要求一致。用剥离法将镀层与基材分离,与由镀层或基材断裂引起的剥落明显不同,因而剥离的难易程度作为结合强度好坏的判据。结合强度可以由以下方法之一进行测定:
1)弯曲试验:使部件从塑性变形直至破裂,如果有规定按照规定进行。
2)划痕试验:被镀物件表面用尖锐物、刀子、刀片划穿至基材,并且用4倍放大镜检查划痕和切痕。(https://www.xing528.com)
注:还没有很好的方法评估机械镀层的结合强度。以上是经常使用的方法,但是,在特殊情况下用其他的方法可能更适合。GB/T5270介绍了结合强度试验的各种方法。
(5)耐蚀性 根据GB/T 10125进行中性盐雾试验(NSS)时,每个等级的镀层应持续表B-2规定的最短暴露时间才开始出现明显腐蚀。
注:如果附加2类铬酸盐转化膜(见表B-2)的工件既要检查白锈也要检查红锈,则可用替代试样来确定白锈与红锈的终点。这样允许试验可不间断地持续所要求的两个试验周期多的时间,并且不须根据GB/T 10125在检验时先清洗试样。
附加2类铬酸盐转化膜的工件在盐雾试验之前应在室温下放置24h。
附加3类处理(上蜡,染色等)的工件不应用做耐腐蚀试验的试样,以考察是否满足要求。
表B-2 加速盐雾试验的最小暴露时间
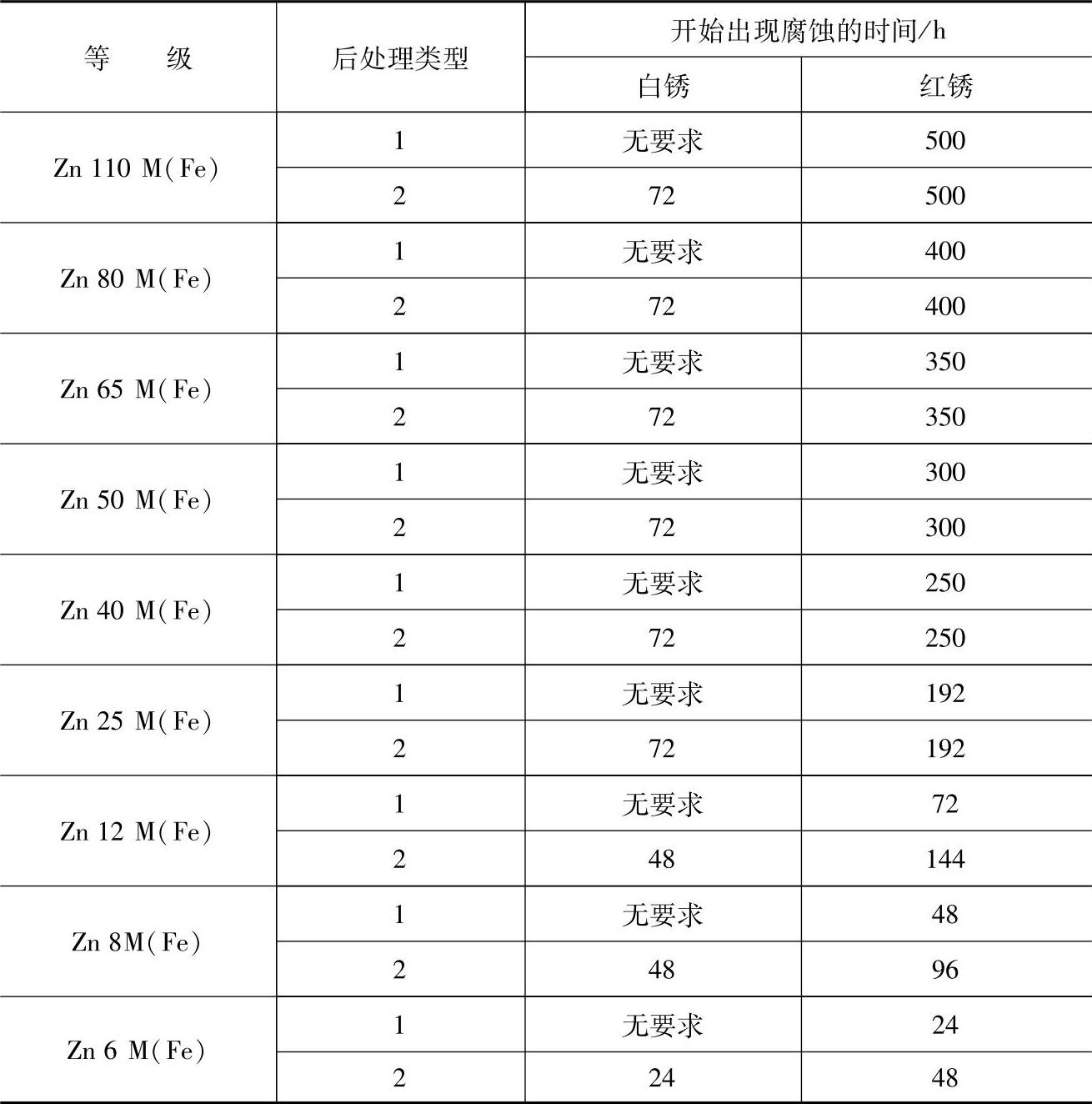
在表B-2规定的试验周期结束时,用目视或矫正视力在通常的阅读距离内观测,白色(锌)或者红色(亚铁或三价铁)腐蚀物质出现表明其耐蚀性不合格,若这些腐蚀物只在工件的边缘出现则除外。相对于明显的腐蚀产物,轻微的白色腐蚀是可以接受的。
附加2类转化膜的工件,需要更长的时间才会出现白色或者红色腐蚀物。例如:对于Zn8M(Fe)类型2,如果48h没有白色腐蚀物出现,则试验需要继续96h;同样,对于Zn25M(Fe)类型2,如果72h后没有白色腐蚀物出现,则试验总共需要192h。
盐雾试验要求可适当地验证加工工艺的技术质量,但是这些要求对于实际工件的验收可能不切实际。在这种情况下,需方应该在订货单上注明要求。
注1:机械镀只是一种滚筒加工工艺。工件经过机械镀所产生的镀层与通过挂镀所产生的表面具有不同的性质,同样,工件的腐蚀试验结果与试样的结果也可能不同。
注2:在多数情况下,加速腐蚀试验的结果与其他介质中的抗腐蚀能力是没有直接关系的。因为影响腐蚀过程的某些因素,例如保护膜的形成,受外界的影响有很大的不同,所以试验的结果不能作为材料在使用中的耐蚀性的直接依据。
(6)无氢脆试验 弹簧和其他承受弯曲的高强度工件在镀覆后需要在室温下至少放置48h,之后再加载、弯曲或者使用。这种高强度钢件不会有氢脆。需方订单有规定时,应按照GB/T 26107进行无氢脆的检测。
注:机械镀的主要优势是在镀覆过程中不会使硬化钢产生氢脆。然而,一些清洗过程中会使工件产生明显的氢脆。合适的后续工序和清洗方法可能会使工件产生轻微程度的氢脆,这种氢脆通常只需在室温下放置24h即可消除。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。