



锌-镍复合镀层赋予了钢铁材料优异的耐蚀性,良好的成形性和焊接性,近年来受到国内外广泛的重视[34-36]。目前,获得锌-镍复合镀层的方法主要有:电镀、电刷镀、热浸镀。电镀、电刷镀过程受颗粒表面有效电荷密度、颗粒的尺寸和形状、金属离子在溶液中的特性、电流密度、搅拌强度、镀液类型及品种、添加剂、pH值、温度、极化性和表面微观电流分布等因素的影响,工艺稳定性差[37];另外,电沉积锌-镍复合镀层因为镀层厚度较薄和氢脆现象的产生,不能应用于长效耐腐蚀环境,不适合用于高强度连接件(如高强度螺栓、弹簧垫片、弹簧等);锌-镍复合电镀过程需要添加胺类有机物或其他复合有机物作为络合剂,废液处理难度大,成本高。热浸镀方法只适用于获得低熔点金属防护层,一般不能获得高熔点金属镀层,如金属镍的熔点为1453℃,锌的熔点为419℃,通过热浸镀获得镍含量高的锌-镍复合镀层也是不可能的。目前,热浸镀锌锌浴中加入镍的质量分数只有0.1%左右,其主要目的是解决硅含量高的活性钢热镀锌问题,抑制“桑德林”效应,改善锌液流动性,控制镀层厚度[38,39],而对于显著提高镀层的耐蚀性能意义并不大。另外,热浸镀过程伴有严重的金属蒸气挥发、金属氧化物粉尘,操作环境恶劣。
为了改善机械镀层的外观,提高镀层的耐蚀性,人们在机械镀中加入其他金属元素制备锌基复合镀层[19,40]。文献[18,41]中以非溶性氧化镍(NiO或Ni2O3)为镍源,用氧化亚锡、硫酸氢钠、柠檬酸、氨基磺酸、二丁基硫脲等配制了添加剂,制备了锌-镍复合机械镀层。但该工艺中氧化亚锡颗粒要求尺寸低于10μm(一般为1~6μm),且添加量较高,锡含量几乎为镍含量的100倍,故工艺成本较高,还会导致锌-镍镀层表面不平滑,有瘤状物产生。文献[42]中采用的镍源为金属镍粉,但从其全浸腐蚀试验结果分析,金属镍粉的有效利用率不高。本节采用可溶性镍盐作为镍源,来制备锌-镍复合机械镀层。
1.锌-镍复合镀层制备
试样为垫片,材质为20钢。锌-镍复合机械镀的工艺流程为:表面预处理(脱脂、除锈)→装料→调整pH值→建立基层(加入锌粉+锡盐)→锌-镍层循环增厚(加入锌粉+含镍可溶性添加剂)→水抛光→卸料→分离→烘干。机械镀过程采用玻璃丸作为冲击介质,玻璃丸是由直径为1.5~5mm的多种规格玻璃丸混合而成。含镍可溶性添加剂由硫酸镍、氯化镍、硫酸铵、硫酸亚铁、氯化铵、硫酸氢钠、硫酸氢钾、OP乳化剂及水组成,含镍添加剂中水占总质量的40%~45%,镍盐占总质量的40%~45%。装料时镀筒内添加水的温度为80℃左右。
2.锌-镍复合镀层的组织、结构
锌-镍镀层断口的SEM观察发现,镀层结构与机械镀锌层类似,也是主要由锌粉构成的(见图3-48)。同等倍数下观察发现,锌-镍复合镀层中的锌粉颗粒表面也发生“毛化”现象,不如图3-11所示机械镀锌层中锌粉颗粒表面那样圆整。这可能是因为在锌-镍复合镀层形成过程中二价镍离子和锌单质在锌粉颗粒表面发生反应导致的结果。
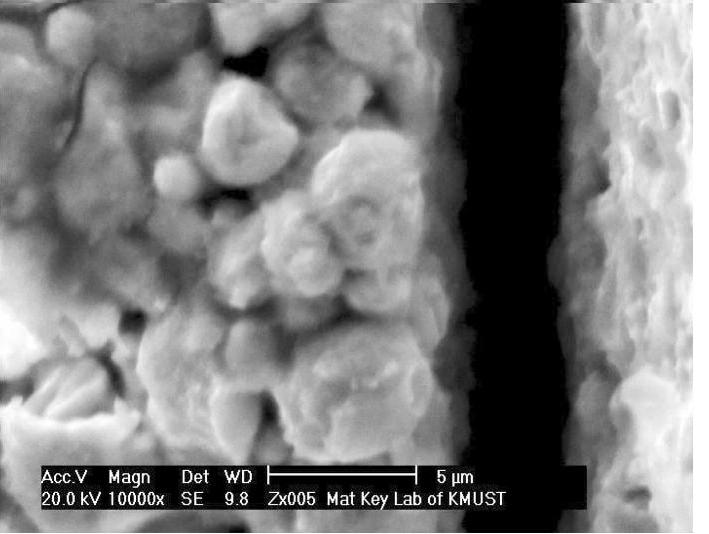
图3-48 Zn-Ni镀层断口的SEM图像
3.锌-镍复合镀层的化学组成
锌-镍复合镀层断口的EDS(X射线能谱仪)扫描结果表明,镀层的主体由Zn元素组成,这正与图3-48分析中发现镀层主要由锌粉颗粒组成相吻合。镀层中还含有一定量的锡,且在镀层与基体界面处,锡含量发生陡升陡降,这与在基层建立和镀层增厚之间在镀液中加入一定量的二价锡盐有关。铁元素在镀层与基体界面处急剧变化,如图3-49所示,界面左边铁含量较高,为基体中的铁;界面右边铁含量很少,有待于采用其他检测手段确定。镀层中镍含量很低,有待于采用其他检测方法确定。(https://www.xing528.com)
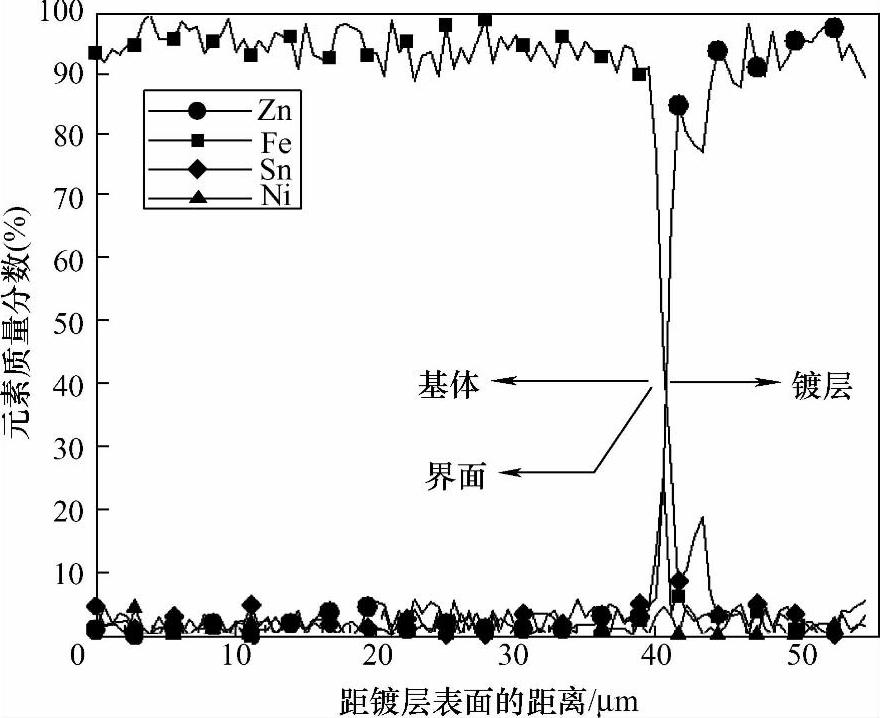
图3-49 Zn-Ni镀层截面的元素分布
ICP-AES分析镀层中锌、锡、镍三元素表明(考虑镀层溶解时难以控制基体中的铁不发生溶解,故未分析铁元素含量),锌-镍复合镀层溶解后稀释溶液中锌、锡、镍三种金属元素的浓度分别为12960μg/mL、174.53μg/mL、169.25μg/mL,这也说明镀层的主体是金属锌。XRD分析结果表明,镀层中含有锌、锡、镍、Ni3Sn4、SnO五种物相(见图3-50)。结合ICP-AES分析结果,镀层中锌、锡、镍金属元素的质量比为97.4∶1.3∶1.3。锌和镍存在电极电位差,镀液的环境温度为20~65℃,超细的活性锌粉作为还原剂将Ni2+还原,故在镀层中出现了单质镍。分析Ni-Sn二元合金平衡相图(见图3-
790℃51),在790℃时,镍、锡合金发生如下反应:L+γ(Ni3Sn2)——→Ni3Sn4,且Ni3Sn4在790℃到室温区间内都可以稳定存在,但锌-镍复合机械镀过程在20~65℃的低温下进行。因此,根据相图理论分析,镀层中不应该出现Ni3Sn4金属间化合物。但是,在酸性环境中,某些金属之间(如Pd、Cu、Ag、Au、Zn、Sn、Ni、In、Ti等)在适当的压力和接近室温的情况下,通过冷焊可以甚至容易形成金属间化合物[43]。锌-镍复合机械镀过程,锌粉颗粒表面会置换出少量的金属锡和金属镍,酸性环境中置换生成的锡和镍表面不存在氧化皮或其他污物,而镀层的形成及致密化过程则是锌粉颗粒之间的流动、挤压、摩擦过程。这会导致锌粉颗粒表面上依附的少量锡和镍发生冷焊,生成金属间化合物。这也许是镀层中发现Ni3Sn4化合物存在的原因。镀层中SnO的存在是因为镀层表面存在的少量锡发生了部分氧化。
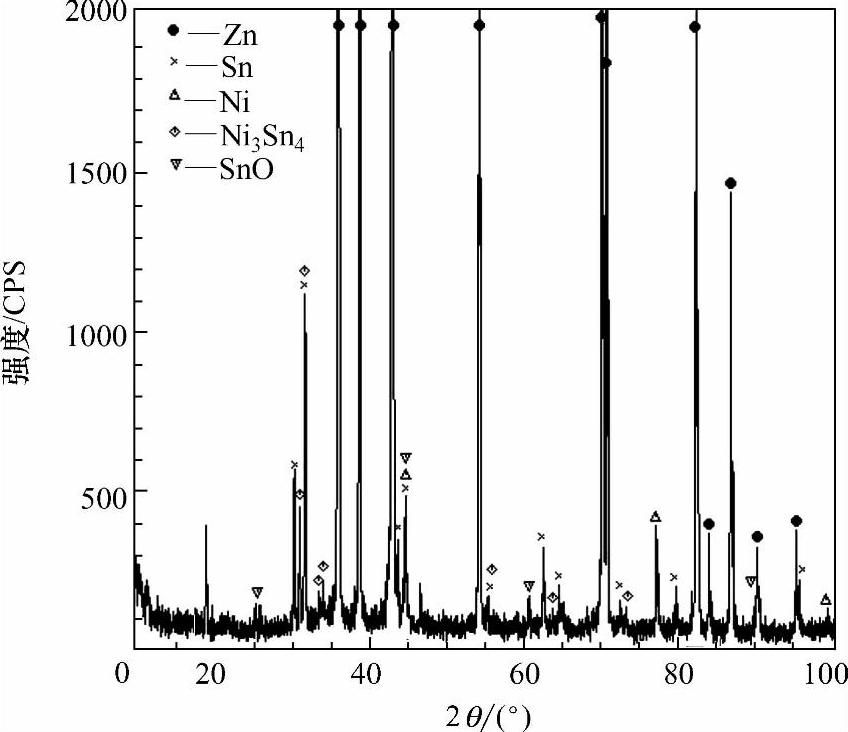
图3-50 Zn-Ni镀层的XRD衍射图谱
由以上分析可知,锌-镍复合机械镀层是由锌、锡、镍、Ni3Sn4、SnO构成的,锌是构成镀层的主体,镀层的结构形貌同机械镀锌层类似。添加的镍盐在形成镀层过程发生化学反应,在镀层中形成了单质镍和Ni3Sn4化合物。
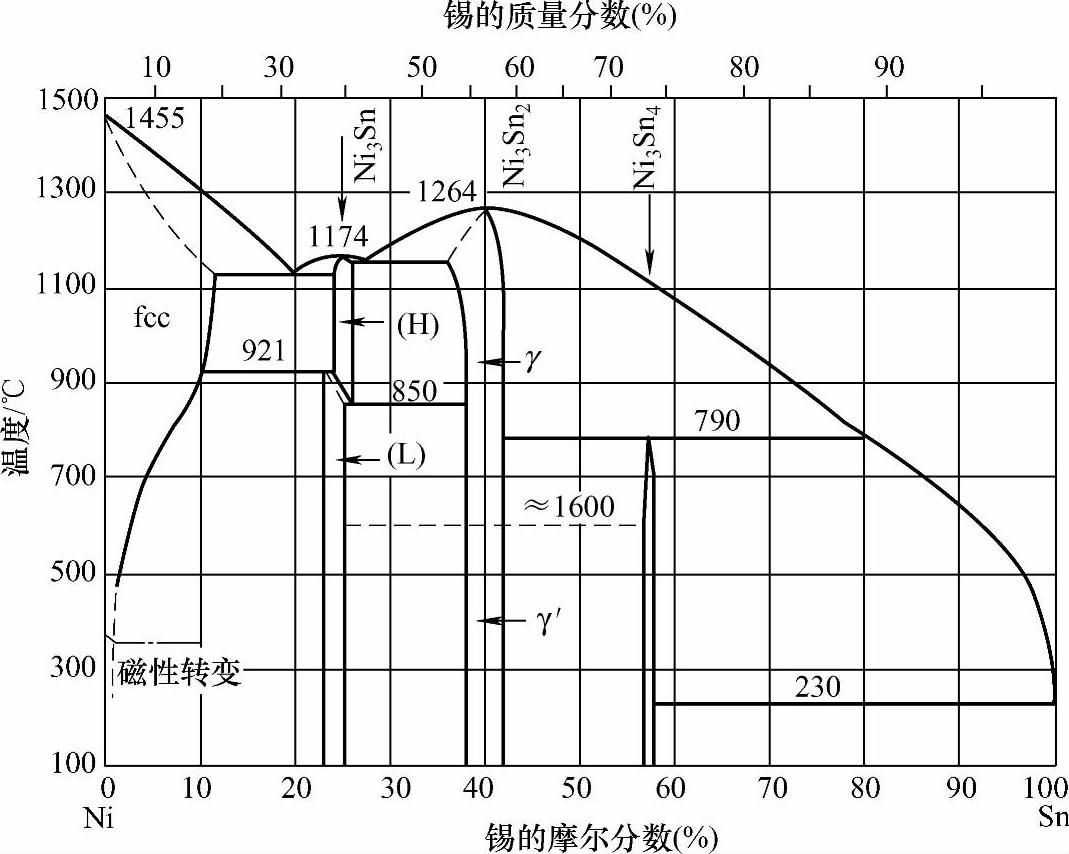
图3-51 Ni-Sn二元合金平衡相图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。