



按照受力的特点,铝合金的铸造可分类如下(见图2-1)

图2-1 根据受力特点进行的铝合金铸造方法分类
按照铸型的特点,又可以分为砂型铸造和特种铸造(见图2-2)
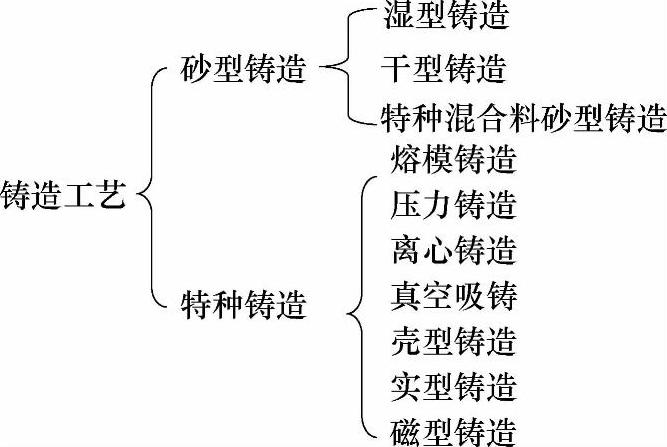
图2-2 根据铸型特点进行的铝合金铸造方法的分类
由于铝合金各组元不同,从而表现出合金的物理、化学性能均有所不同,结晶过程也不尽相同,故必须合理选择铸造方法,才能防止或减少铸造缺陷的产生,从而获得优质铸件。
1.砂型铸造
砂型铸造的特点是由砂子和粘结剂作为制备铸型的基本材料。设备简单、投资少准备周期短、生产简便。铸件成本低廉,铸件结构改进、改型、工艺调整容易实现。适宜各种形状、大小的铝合金铸件的试制和批量生产。金属液在浇注过程中排气、浮渣和在砂型中的冷凝收缩时的条件比其他铸造方法优越。适宜铸造各种牌号和工艺特性的铝合金铸件。
砂型铸造的金属利用率、生产效率、劳动条件以及铸件的致密度、尺寸精度、表面粗糙度比金属型、低压铸造、压铸、熔模铸造等差,不便于制备壁很薄和形状复杂的铸件。一般铸造壁厚在3mm以上、精度等级在HB6103规定的CT7~11级,表面粗糙度Ra≥6.3μm的铸件。
2.金属型铸造
金属型铸造是铝合金常采用的工艺方法之一,金属型使用寿命较长,一般可以浇注几千次甚至几万次,生产效率较高,铸件结晶组织致密,力学性能较高,切削加工余量少,适宜铝铸件的批量生产。但金属型(金属芯)本身无透气性和退让性,故一般不适宜热裂倾向大的合金和形状复杂、壁厚相差悬殊的铸件生产。同时,由于金属型制造周期较长,成本较高,不适于单件、小批量生产。
铝合金金属型铸造的尺寸精度可达HB6103规定的CT6~8级,表面粗糙度Ra≥4μm。
3.压力铸造(https://www.xing528.com)
压力铸造是液体金属在高压和高速下充填型腔,并在压力下快速凝固的铸造方法可以成形薄壁、形状复杂、轮廓清晰的铸件,并可压制出螺纹及图案,铸件具有较高的强度和硬度,加工余量少,金属利用率和生产效率高,是大批生产铝合金精密铸件的有效方法。
压铸生产准备费用、维修费用、模具制造费用等均高,压铸件内部缺陷较多,固溶处理困难,同时对合金品种有一定限制。
压铸件尺寸精度高,可达HB6103规定的CT5~7级,表面粗糙度Ra可达1.6~3.2μm。
4.低压铸造
低压铸造是介于普通铸造和压力铸造之间的一种铸造方法,其原理是液体金属在较低气体压力(一般为0.2~0.8MPa)的作用下,通过升液管充填铸型并在压力下结晶凝固。金属液在压力下充型,适宜浇注各种形状复杂、轮廓要求清晰、壁厚相差不大且厚度在1mm以上的中小型铸件。其充型平稳,速度易于控制,液流方向与铸型内气流方向一致,排气通畅,可以获得内部组织致密的铸件。铝合金在压力下结晶,自上而下的顺序凝固,铸件组织致密、力学性能较好,且浇注系统简单,一般不需冒口补缩,金属利用率达95%以上。对铸型材料无严格限制,凡适用于重力浇注的砂型、金属型树脂砂型、石膏型、熔模壳型等,只需作一定的工艺处理均可采用低压铸造,并且,劳动条件较好,易于实现机械化,适宜批量生产。
但低压铸造设备投资较大,生产准备周期较长,铸件形状和大小会受到一定的限制。
低压铸造适宜铸造精度等级在HB6103规定的CT6~8级,表面粗糙度Ra为1.25~2.5μm的铸件。
5.熔模铸造
熔模铸造又称为失蜡铸造,是采用中低温蜡料作蜡模,再在蜡模表面用硅溶胶、硅酸乙酯及莫来石、刚玉或锆英石粉等耐火材料制成多层型壳,待加热熔去蜡模后形成空心耐火型壳(即铸型)。可以铸造出结构非常复杂的整体薄壁铸件。但该法工艺周期长、成本较高,一般适合于批量较大和有特殊要求的铸件,铸件尺寸精度可达HB6103规定的CT4~6级,表面粗糙度Ra可达3.2~6.3μm。
6.石膏型精密铸造
铝合金石膏型精密铸造的工艺特点是用易熔模料或硅橡胶等制成精确的模型,用石膏浆料作铸型材料,铸件成形性好,可浇注复杂薄壁铸件,最小壁厚可达1mm左右石膏型溃散性好,清理方便;石膏价格低廉,来源丰富,对人体无害,亦不污染环境。
铝合金石膏型精密铸造的缺点是铸型透气性差,易于使铸件形成针孔和晶粒粗大铸型干燥时间长,铸型材料回收困难,生产成本高,一般只适用于其他方法难以生产的整体薄壁复杂铸件和有特殊要求的铸件。
铸件尺寸精度可达HB6103规定的CT4~6级,表面粗糙度Ra可达1.6~3.2μm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。