



开机、关机要严格按规定程序进行。依次接通机床电源,NC上电。系统启动以后进入加工操作区REF模式,出现回参考点窗口,且机床处于急停状态(见图4-9)。旋开急停按钮,进入可以操作的界面。
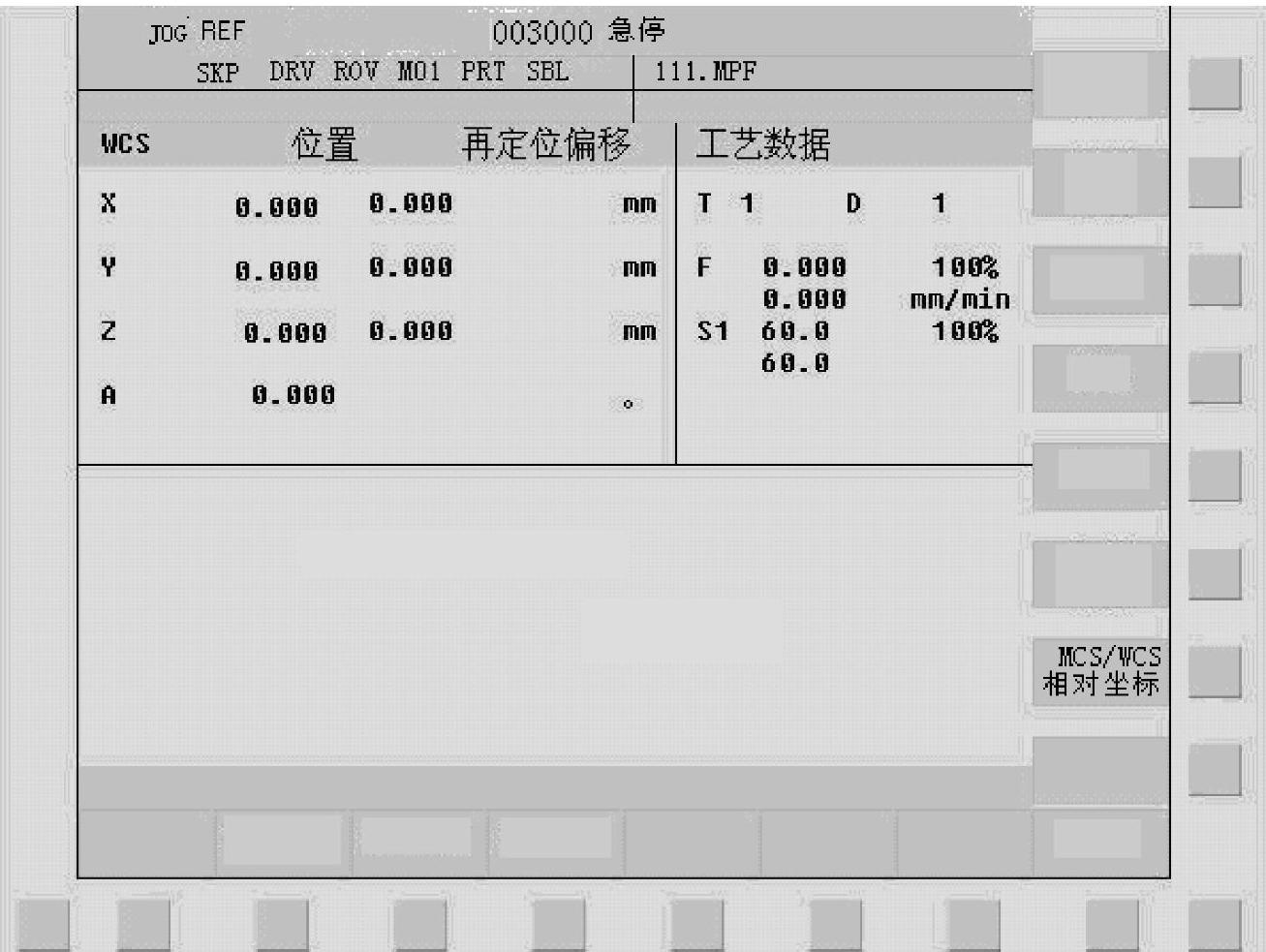
图4-9 SINUMERIK 802D系统数控铣床开机界面
显示屏右侧和下方的灰色方块为菜单软键,按下软键,可以进入软键左侧或上方对应的菜单。
有些菜单下有多级子菜单,当进入子菜单后,可以通过点击“返回”软键,返回上一级菜单。
为了后面的加工需要,数控机床开机后一般要回参考点(进给轴增量编码器方式)。而为了安全考虑,则可能需要先进行手动(JOG)方式向每个轴的负方向移动机床坐标轴,然后再进行回参考点操作。
1.手动操作
(1)手动移动机床 在手动方式中,可以连续、快速或增量移动三个坐标轴。
1)选择手动JOG模式 ,此时界面左上方的“REF”消失(界面见图4-10)。按方向键
,此时界面左上方的“REF”消失(界面见图4-10)。按方向键 、
、 、
、 、
、 、
、 或
或 键,可以连续移动所选择的轴。其运动速度由进给倍率旋钮
键,可以连续移动所选择的轴。其运动速度由进给倍率旋钮 控制。调节旋钮至不同的位置,进给轴的移动速度也不同,旋钮指向的数据越大,移动的速度越快(有些厂家使用的是按键式的进给倍率开关,它们操作起来要慢一些,每按一次“+”或“-”键,进给倍率增大或减少)。
控制。调节旋钮至不同的位置,进给轴的移动速度也不同,旋钮指向的数据越大,移动的速度越快(有些厂家使用的是按键式的进给倍率开关,它们操作起来要慢一些,每按一次“+”或“-”键,进给倍率增大或减少)。
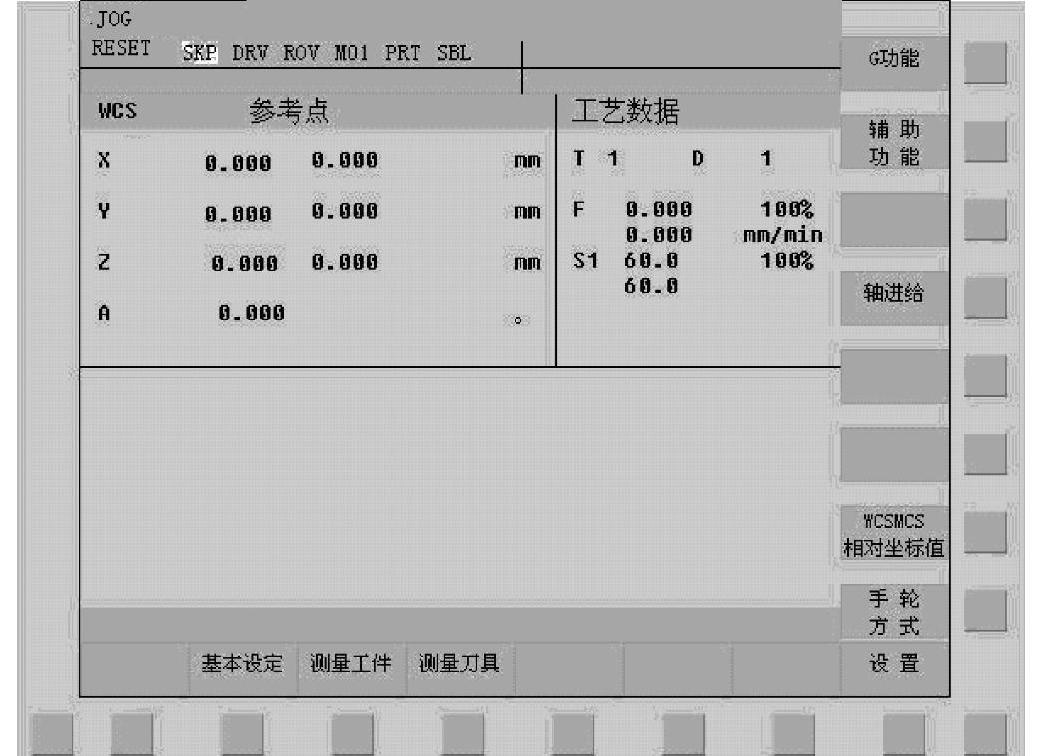
图4-10 SINUMERIK 802D系统的数控铣床手动JOG方式
2)如果同时按住 键,则可以快速连续移动所选择的轴。若松开它,则取消快速移动。
键,则可以快速连续移动所选择的轴。若松开它,则取消快速移动。
3)连续按 键,可以选择不同增量的距离:1INC、10INC、100INC或1000INC(1INC=0.001mm),所选择的轴以增量方式移动。每按一下方向键,相应轴移动一个步距量。
键,可以选择不同增量的距离:1INC、10INC、100INC或1000INC(1INC=0.001mm),所选择的轴以增量方式移动。每按一下方向键,相应轴移动一个步距量。
(2)手动主轴控制
1)选择手动JOG模式 。
。
2)按 、
、 、
、 键,机床主轴正转、反转、停转。
键,机床主轴正转、反转、停转。
2.回参考点REF
1)选择回参考点模式 ,依次按住
,依次按住 、
、 、
、 键,即可使各轴回到参考点(数控机床一般都设定为正向回参考点)。
键,即可使各轴回到参考点(数控机床一般都设定为正向回参考点)。
2)窗口中将显示该轴是否已经回到参考点,其中标志:
 表示坐标轴未回参考点。
表示坐标轴未回参考点。
 表示坐标轴已到达参考点,如图4-11所示。
表示坐标轴已到达参考点,如图4-11所示。
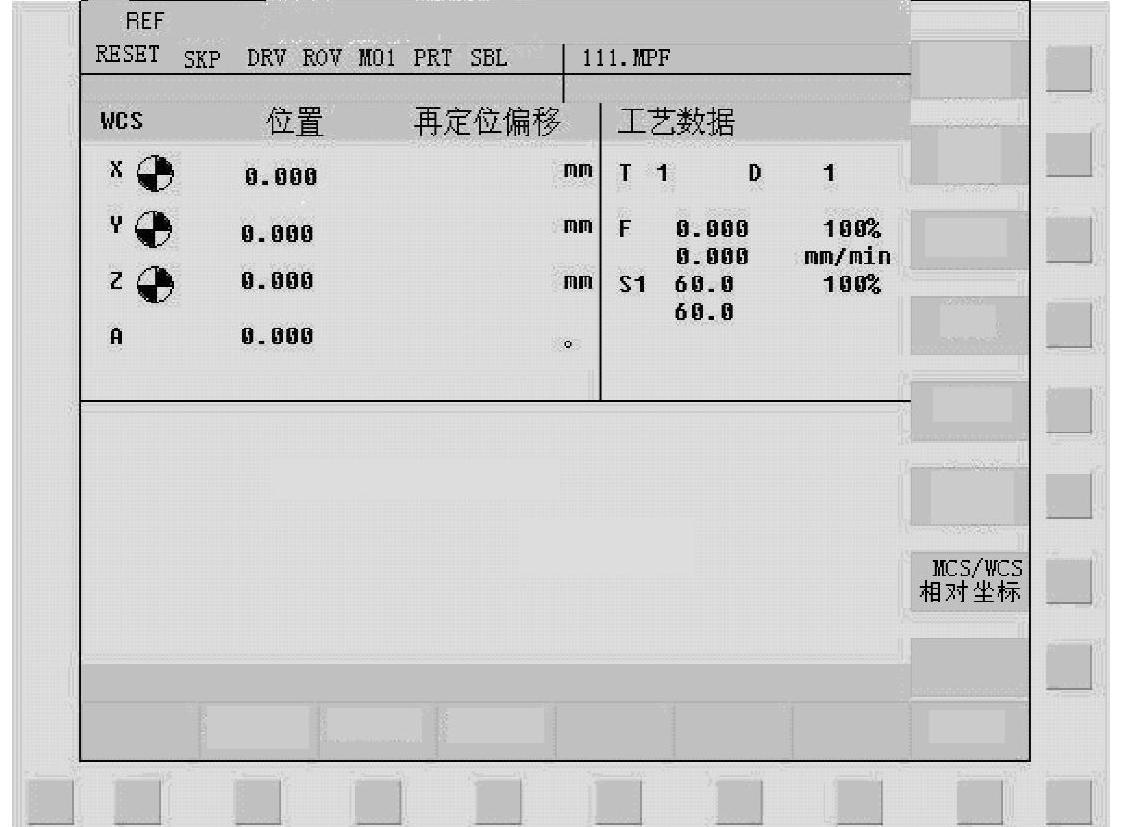
图4-11 SINUMERIK 802D系统的数控铣床回参考点显示
3.特性设定
1)按“设置”下方的软键 ,进入图4-12所示界面。
,进入图4-12所示界面。
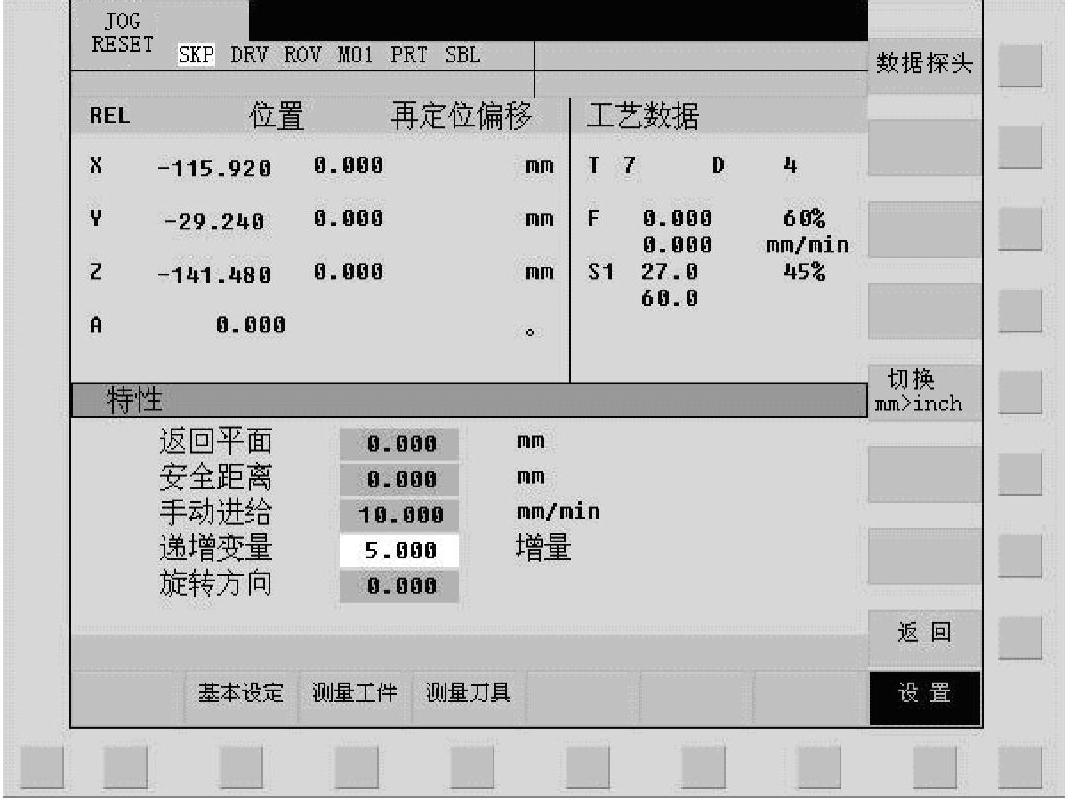
图4-12 SINUMERIK 802D系统的数控铣床设定特性值界面
2)在界面中设定JOG进给率、增量值等。
3)使用光标键 移动光标,将光标定位到需要输入数据的位置。光标所在区域为白色高光显示。
移动光标,将光标定位到需要输入数据的位置。光标所在区域为白色高光显示。
4)通过数控系统面板上的数字键输入数值。
5)按 键确认。
键确认。
4.MDA运行方式
在MDA模式下,可以编制一个零件程序加以执行,执行完毕,输入区的内容仍保留,按“数控启动键”再次保留。
1)按下机床控制面板上的MDA键 ,系统进入MDA运行方式(见图4-13)。
,系统进入MDA运行方式(见图4-13)。
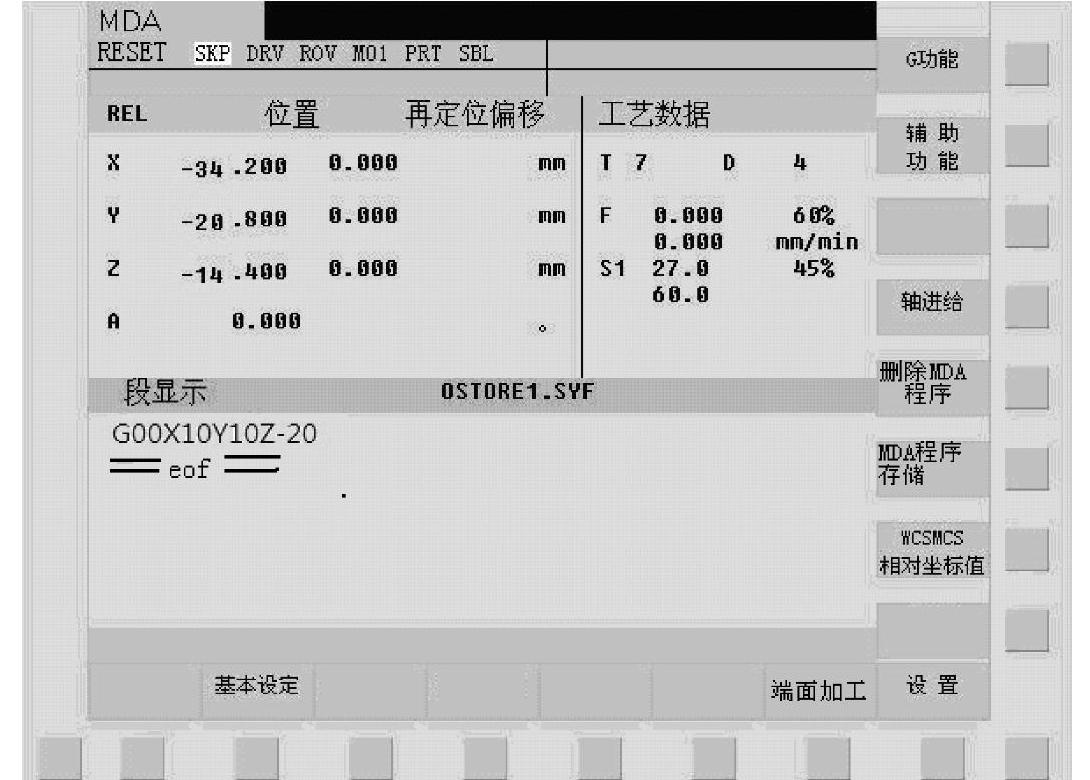
图4-13 SINUMERIK 802D系统的数控铣床MDA运行界面
2)使用数控系统面板上的字母、数字键输入程序段。例如点击字母键、数字键,依次输入G00X10Y10Z-20,则屏幕上显示输入的数据。
3)按循环启动键 ,系统执行输入的指令。
,系统执行输入的指令。
5.程序管理
按程序管理操作区域键 ,按
,按 下方的软键,显示屏显示零件程序列表(见图4-14)。
下方的软键,显示屏显示零件程序列表(见图4-14)。
此界面各键含义为:
(1) 键 如果零件清单中有多个零件程序,按下该键可以选定待运行的零件程序,如通过方向键选择AAA.MPF程序后按“执行”键,则AAA.MPF零件程序被选中,并显示在屏幕的上方,此时按下循环启动键就可执行AAA.MPF的零件程序。
键 如果零件清单中有多个零件程序,按下该键可以选定待运行的零件程序,如通过方向键选择AAA.MPF程序后按“执行”键,则AAA.MPF零件程序被选中,并显示在屏幕的上方,此时按下循环启动键就可执行AAA.MPF的零件程序。
(2) 键 输入新程序。
键 输入新程序。
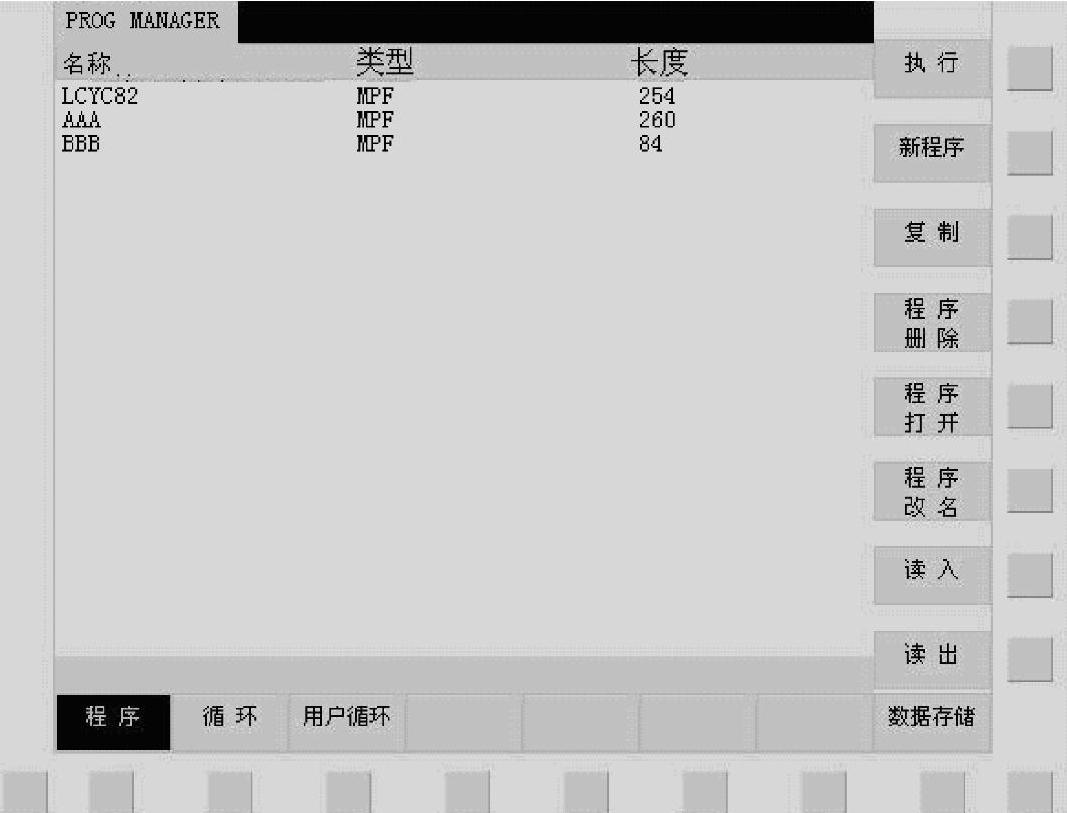
图4-14 SINUMERIK 802D系统的数控铣床程序界面
1)按下 键,则出现图4-15所示的对话框。
键,则出现图4-15所示的对话框。
2)使用字母键,输入程序名。例如输入字母:CCC。
3)按“确认”软键。这时零件程序清单中显示新建立的程序(见图4-16)。如果按“中断”软键,则刚才输入的程序名无效。
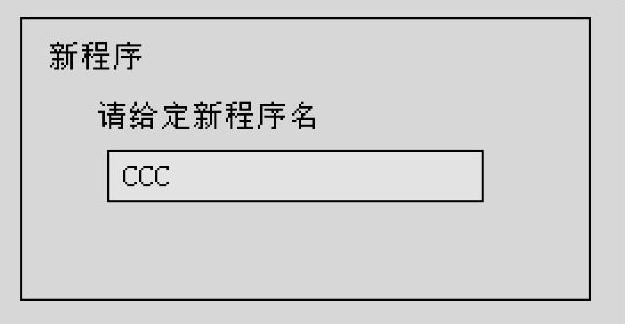
图4-15 SINUMERIK 802D系统的数控铣床建立新建程序对话框
(3)程序管理键
 键:把选择的程序复制到另一个程序中。
键:把选择的程序复制到另一个程序中。
 键:删除程序。
键:删除程序。
 键:打开程序。
键:打开程序。
 键:更改程序名。
键:更改程序名。
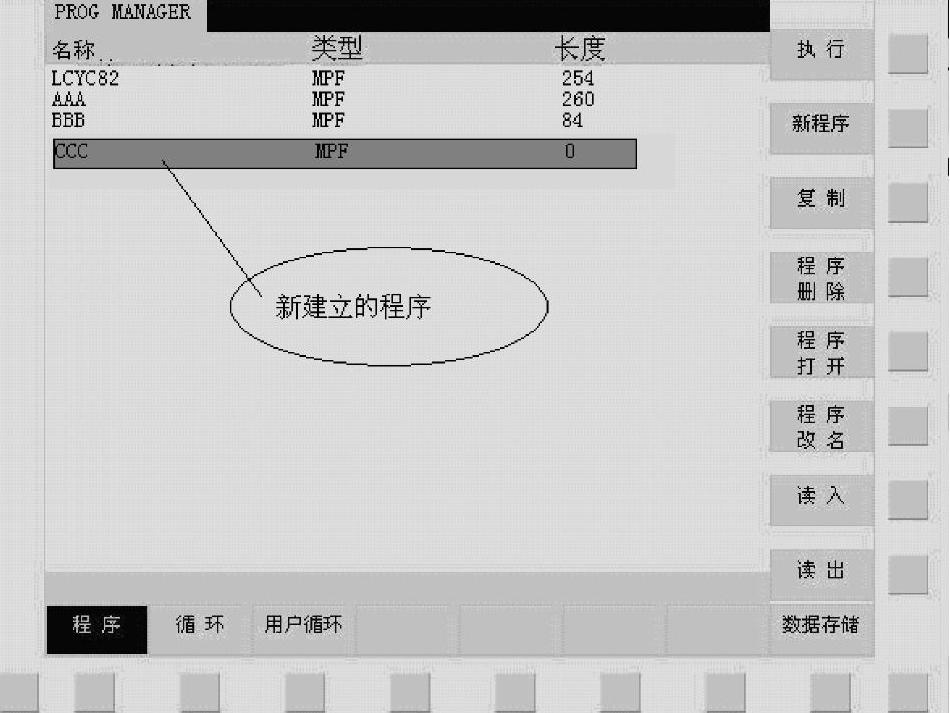
图4-16 SINUMERIK 802D系统中数控铣床建立新建程序后的界面
 与
与 键:用于数控系统与外部计算机进行数据的输入与输出。
键:用于数控系统与外部计算机进行数据的输入与输出。
6.编辑当前程序
当零件程序不处于执行状态时,就可以进行编辑。
1)按程序操作区域键 。
。
2)按 下方的软键。
下方的软键。
3)打开当前程序。
4)使用面板上的光标键和功能键来进行编辑。(https://www.xing528.com)
5)删除:使用光标键,将光标落在需要删除的字符前,按删除键 删除错误的内容,或者将光标落在需要删除的字符后,按退格删除键
删除错误的内容,或者将光标落在需要删除的字符后,按退格删除键 进行删除。
进行删除。
7.数据设置
进入参数设定窗口,按下系统控制面板上的参数操作区域键 ,显示屏显示参数设定窗口,如图4-17所示。按此软键,可以进入对应的菜单进行设置。操作者可以在这里设定刀具参数、零点偏置及对刀(测量工件)等参数。
,显示屏显示参数设定窗口,如图4-17所示。按此软键,可以进入对应的菜单进行设置。操作者可以在这里设定刀具参数、零点偏置及对刀(测量工件)等参数。

图4-17 SINUMERIK 802D系统的数控铣床数据设置
(1)设置刀具参数及刀补参数
1)设置刀具参数的基本方法:
①按“刀具表”下方的软键 。
。
②打开刀具补偿设置窗口,该窗口显示所使用的刀具清单(见图4-18)。
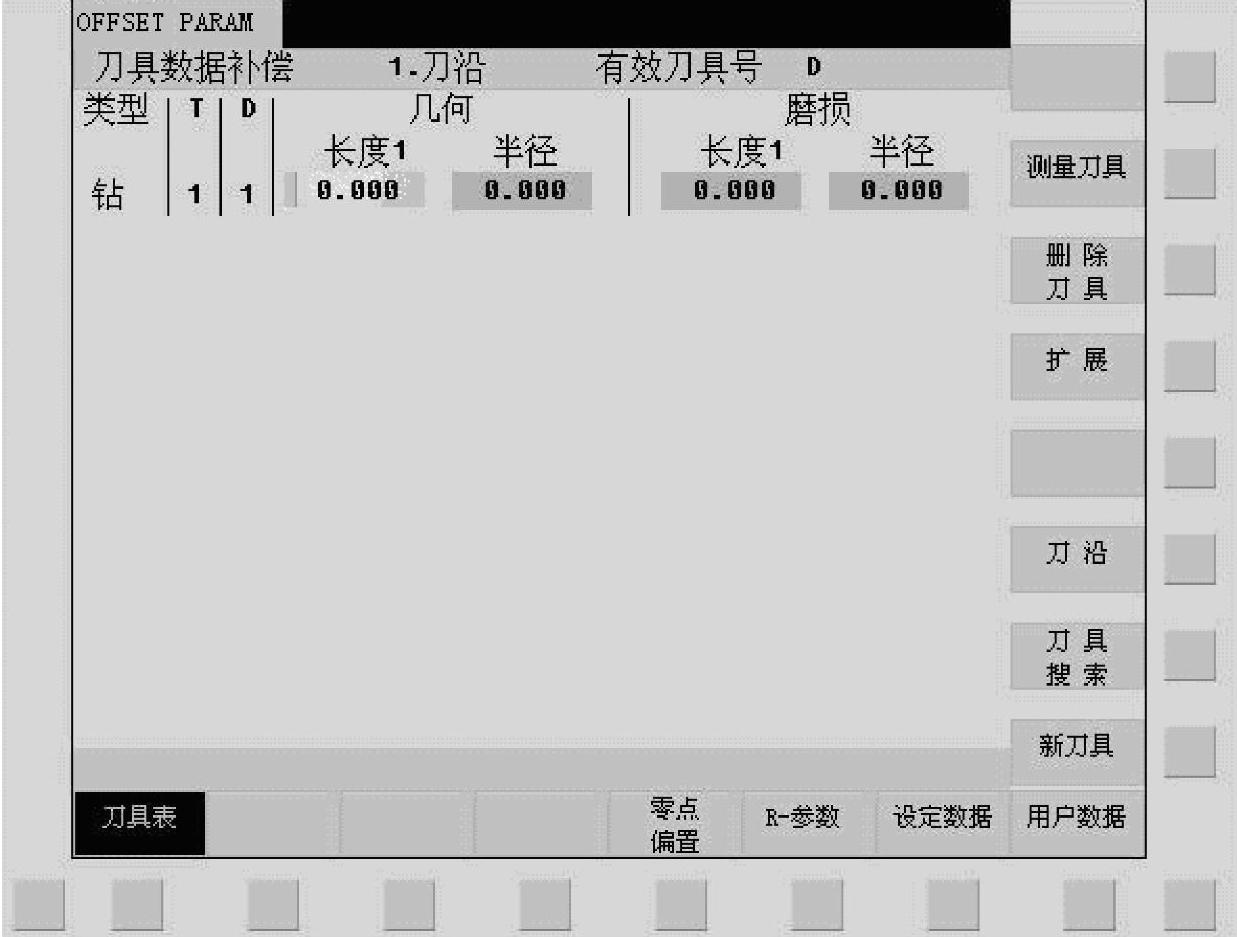
图4-18 SINUMERIK 802D系统的数控铣床设置刀具参数
③使用光标键 移动光标,将光标定位到需要输入数据的位置。光标所在区域为白色高光显示。如果刀具清单多于一页,则可以使用翻页键进行翻页。
移动光标,将光标定位到需要输入数据的位置。光标所在区域为白色高光显示。如果刀具清单多于一页,则可以使用翻页键进行翻页。
④按数控系统面板上的数字键,输入数值。
⑤按输入键 确认。
确认。
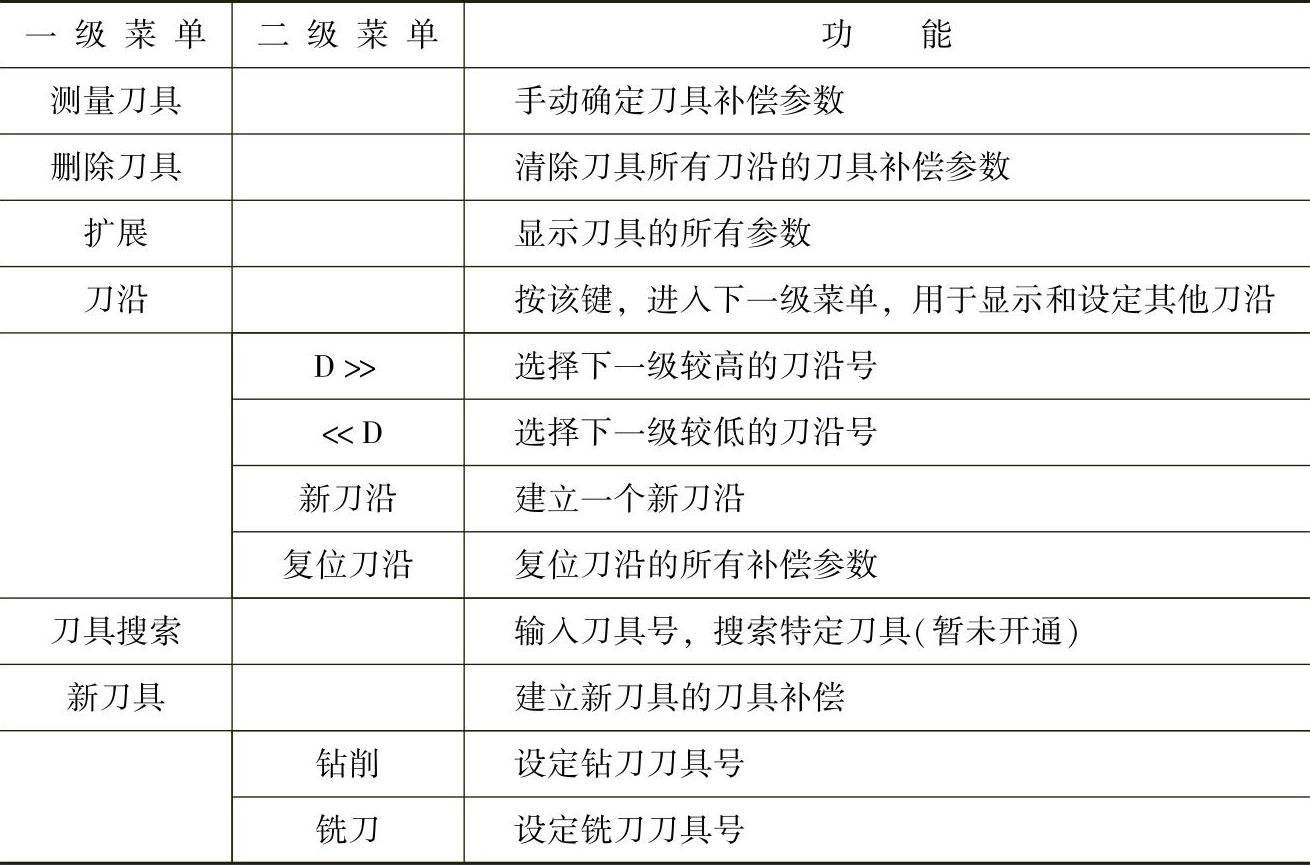
关于刀具的软键菜单含义见表4-1。
表4-1 SINUMERIK802D系统数控铣床刀具菜单
2)建立新刀具:按软键建立新刀具,显示屏右侧出现钻削和铣刀两个菜单项,可以设定两种类型刀具的刀具号。
例如要建立刀具号为6的铣刀,其操作步骤如下:
①按 。
。
②按 ,显示屏内容如图4-19所示。
,显示屏内容如图4-19所示。
图4-19 SINUMERIK 802D系统数控铣床建立新刀具
③使用数控系统面板上的数字键,输入数字6。
④按右下方的“确认”软键,完成建立。这时刀具清单里会出现新建立的刀具(见图4-20)。
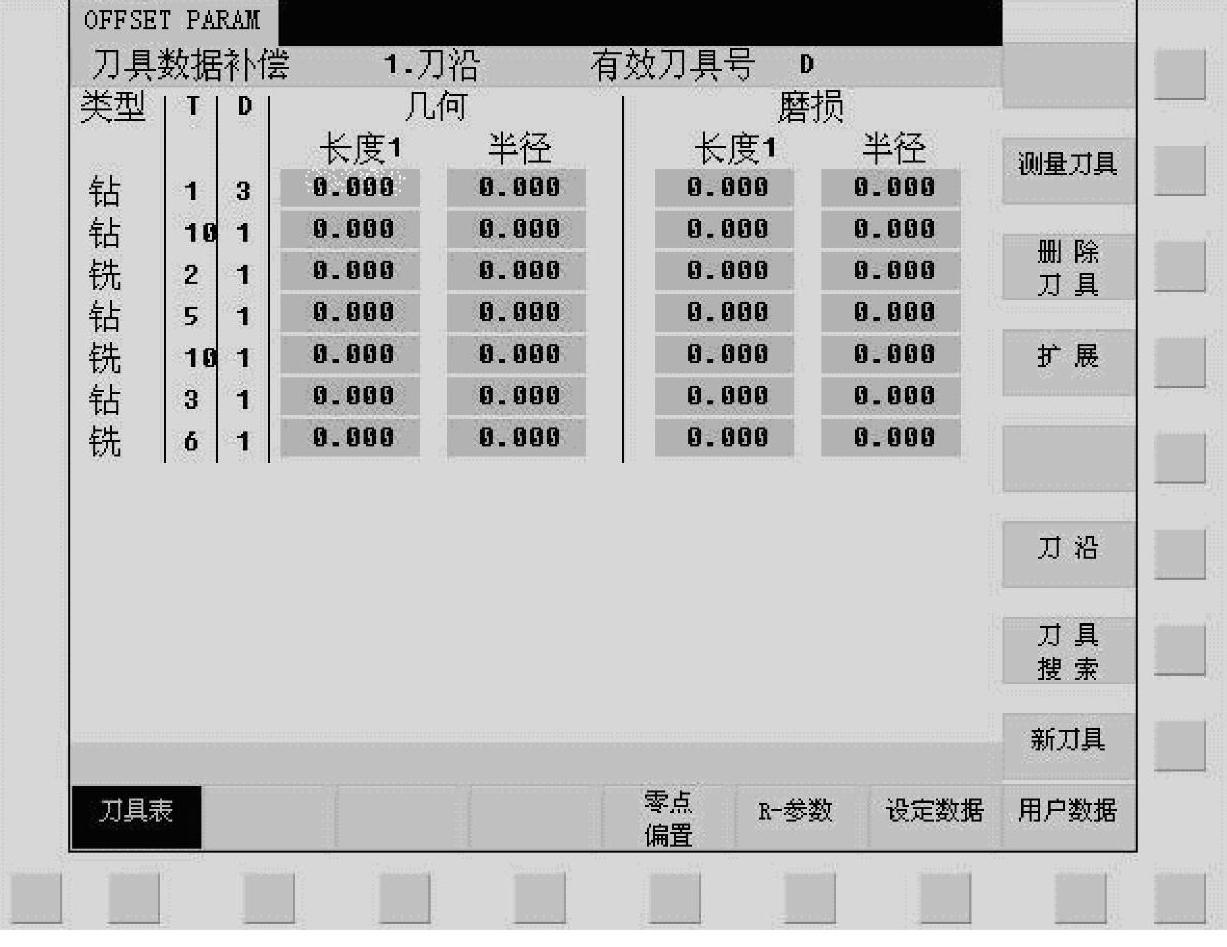
图4-20 SINUMERIK 802D系统的数控铣床设置刀具表
(2)设置零点偏置值
1)按“零点偏置”下方的软键 。
。
2)屏幕上显示可设定零点偏置的情况(见图4-21)。
3)使用光标键 移动光标,将光标定位到需要输入数据的位置。光标所在区域为白色高光显示。
移动光标,将光标定位到需要输入数据的位置。光标所在区域为白色高光显示。
4)按数控系统面板上的数字键,输入数值。
5)按输入键 确认。
确认。
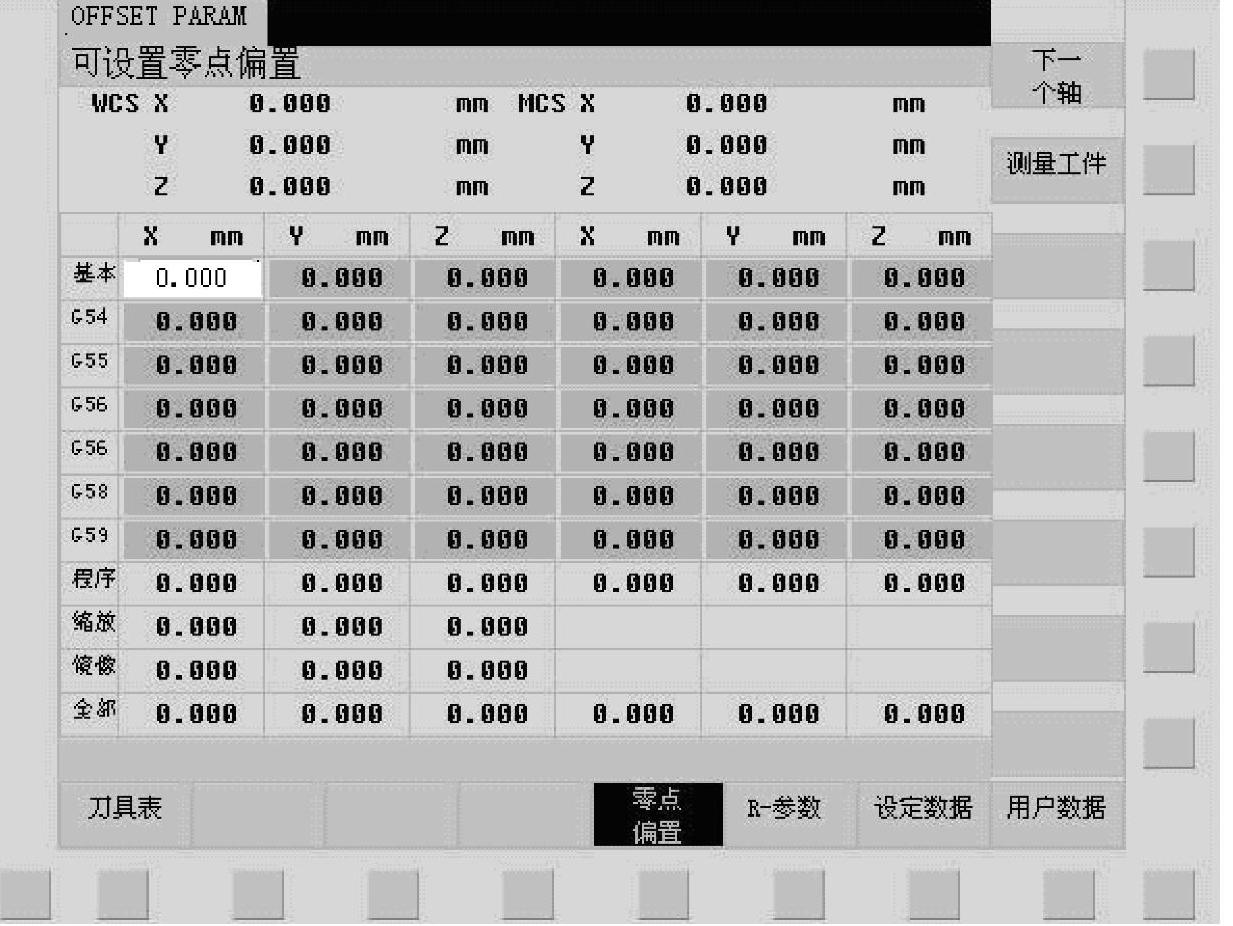
图4-21 SINUMERIK 802D系统的数控铣床设置零点偏置值
值得注意的是,在SINUMERIK 802D系统中,设置的零点偏置包括基本偏置和指令偏置(G54~G59),使用时要搞清它们的关系。
(3)测量工件 在图4-21的界面中,按 键,系统进入测量工件界面。按屏幕右边的“X”轴,进入图4-22所示的测量X轴方向(对刀)的操作界面。
键,系统进入测量工件界面。按屏幕右边的“X”轴,进入图4-22所示的测量X轴方向(对刀)的操作界面。
在这个界面中,主轴旋转,移动X轴,测量出X轴与工件侧面的距离,并输入使用刀具的半径值,系统自动计算出X轴的零点偏置值,并将之存入基本偏置(Base)或G54~G59中。对Y轴的测量使用相同的操作。
按屏幕右边的“Z”轴,进入图4-23所示的测量Z轴方向(对刀)的操作界面。旋转主轴并接触工件表面,可测量Z轴的零点偏置。结果同样被自动存入相应的“零点偏置”中。
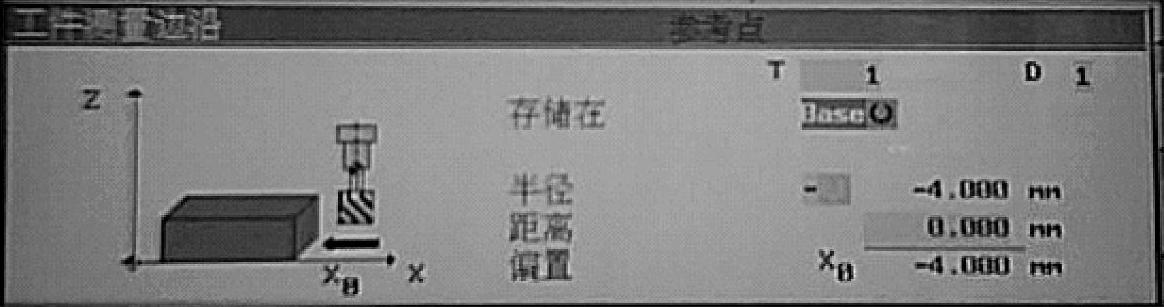
图4-22 SINUMERIK 802D系统数控铣床X方向对刀
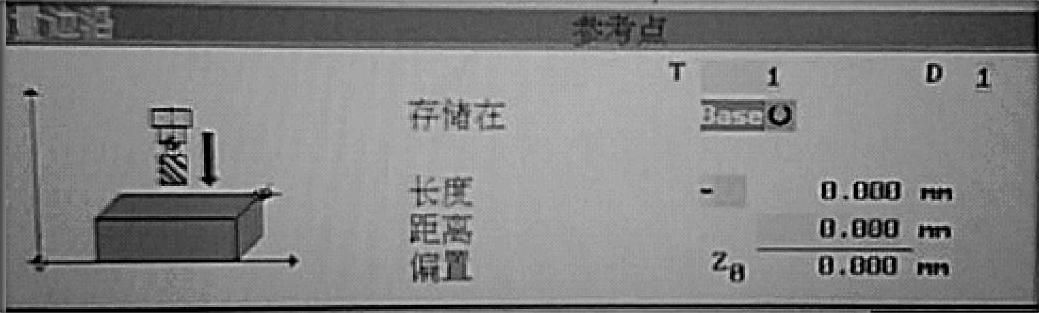
图4-23 SINUMERIK 802D系统的数控铣床Z方向对刀
8.自动运行操作
(1)进入自动运行方式
1)按下系统控制面板上的自动方式键 ,系统进入自动运行方式(见图4-24);
,系统进入自动运行方式(见图4-24);
2)显示屏上显示自动方式窗口,显示位置、主轴值、刀具值以及当前的程序段。
在SINUMERIK 802D的自动运行方式中,通过“程序控制”可以干预零件加工程序的执行过程,当按下 键后,其控制内容主要包括:
键后,其控制内容主要包括:
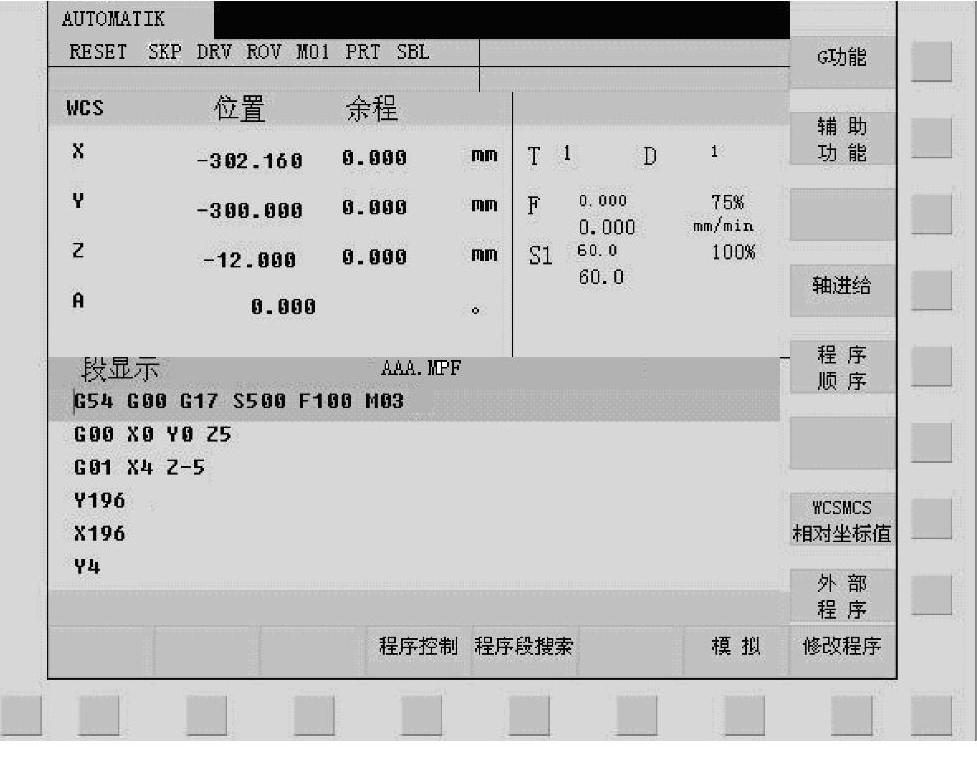
图4-24 SINUMERIK 802D系统的数控铣床自动运行方式
 键:按下该键后,所有到进给轴和主轴的给定值被禁止输出,此时给定值区域显示当前运行数值。
键:按下该键后,所有到进给轴和主轴的给定值被禁止输出,此时给定值区域显示当前运行数值。
 键:进给轴以空运行设定数据中的设定参数运行。
键:进给轴以空运行设定数据中的设定参数运行。
 键:程序在运行到有M01指令的程序段时,停止运行。
键:程序在运行到有M01指令的程序段时,停止运行。
 键:前面有“/”标志的程序段将跳过不予执行。
键:前面有“/”标志的程序段将跳过不予执行。
 键:每运行一个程序段,机床就会暂停。
键:每运行一个程序段,机床就会暂停。
 键:按快速修调键,修调开关对于快速进给也生效。
键:按快速修调键,修调开关对于快速进给也生效。
(2)选择和启动零件程序
1)按下自动方式键 。
。
2)选中并按下窗口中的“打开”键,将其打开。
3)按循环启动键 ,系统执行程序。
,系统执行程序。
(3)停止、中断零件程序
1)停止:按循环停止键 ,可以暂停正在加工的程序,再按循环启动键
,可以暂停正在加工的程序,再按循环启动键 ,就能恢复被停止的程序。
,就能恢复被停止的程序。
2)中断:按复位键 ,可以中断程序加工,如果再按循环启动键
,可以中断程序加工,如果再按循环启动键 ,程序将从头开始执行。
,程序将从头开始执行。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。