



在数控机床中,对刀仪的使用可以有效提高机床的利用率。在数控铣床上使用对刀仪可在机外完成刀具切削刃径向和轴向坐标尺寸的精密测量,从而减少机床的对刀次数和停机调整时间,方便地实现快捷更换刀具,从而保证机床的加工质量,并可实现刀具管理现代化。
数控铣床用对刀仪一般由三部分组成,即刀柄定位机构、测头与测量机构、测量数据处理装置。下面以DTJII1540型刀具预调测量仪为例,来说明对刀仪的结构和使用方法。
1.对刀仪的组成
如图3-8所示,对刀仪由底座、立柱、主轴、投影屏及电气系统组成。底座1为调向移动部件,左端放置主轴部件,上平面为X向移动的导轨面,滑板在水平导轨上移动。滑板上固定有立柱及投影屏,滑板移动时,通过光栅检测系统可测出刀具的径向坐标尺寸R,转动手轮12使滑板左右移动。
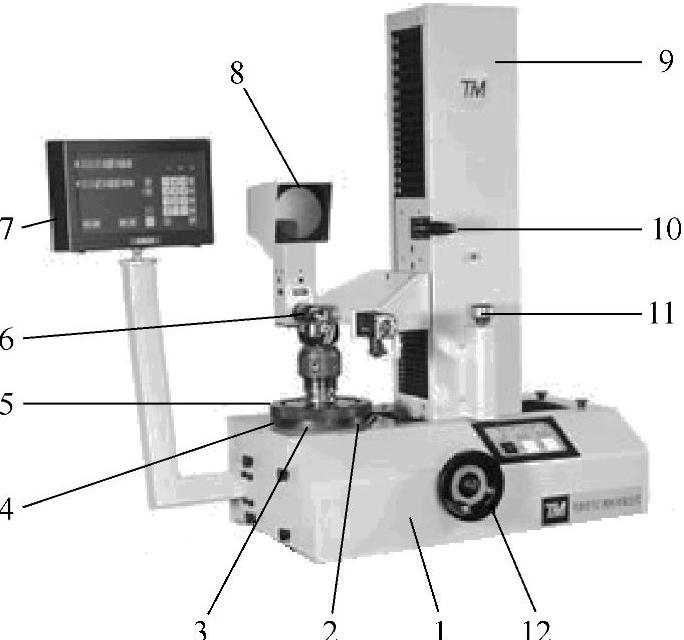
图3-8 对刀仪的组成
1—底座 2、10—手柄 3、5、12—手轮 4—主轴 6—滚花轮 7—电气系统 8—投影屏 9—立柱 11—旋钮
立柱9为Z向移动部件,其滑板在垂直导轨上移动,滑板上固定有投影屏,通过光栅检测系统,移动滑板可测出被测刀具的轴向坐标尺寸L;逆时针转动手柄10可上下移动滑板,顺时针转动手柄10可将滑板锁紧,并可旋动旋钮11使滑板微动。
被测刀具安装于主轴4的锥孔内,转动手轮3可压紧被测刀具,转动手轮5使刀尖轮廓清晰地成像在光屏上后,右拨手柄2可将主轴锁紧,使其位置固定。
投影屏8用来瞄准被测刀具的刀尖,通过光学系统将刀尖轮廓放大20倍成像于光屏上,可提高瞄准精度。固定光屏上刻有十字虚线和360°刻线,旋转分化板上刻有十字线、游标及R0.2、R0.4、R0.8、R1.0、R1.5、R2.0、R2.5的圆弧线,转动滚花轮6使旋转分化板转动,可测出刀尖的角度。
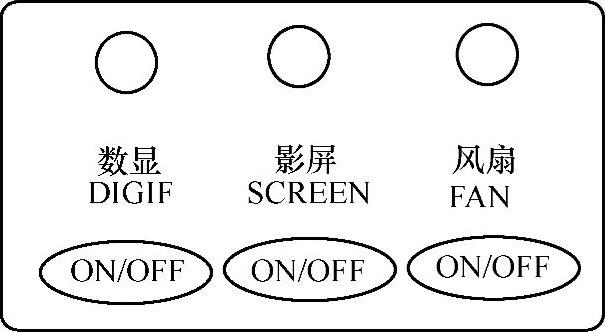
电气系统7分为控制电路及X、Z两坐标光栅数显检测系统两部分。“数显”开关控制数显表电源的开、闭,影屏光源电路由面板上设置的“影屏”开关控制(见图3-9)。检测系统部分为两坐标光栅数显装置。
2.主要技术参数
径向(X)测量范围R:0~150mm
轴向(Z)测量范围L:40~400mm
数显表分辨率:0.001mm
投影屏放大率:20倍
影屏直径:100mm
光源:6V 30W
主轴锥孔:7∶24
 (https://www.xing528.com)
(https://www.xing528.com)
图3-9 开关面板
3.对刀仪的使用方法
(1)安装 拆掉包装,把三套地脚螺栓装入底座底部的三个螺孔内,调整至水平;装上数显表,将数显表电源和光栅尺插头插好;将电源线一端插入底座后面的电源插座内,另一端插入AC-220V电源插座内;将仪器背面的电源开关打开,然后打开“数显”开关;拿掉主轴上面的有机玻璃盖,将零点棒锥柄装入主轴锥孔,转动主轴上的手轮使主轴转动,向右拨动手柄使主轴锁紧。
(2)校准零点 把数显表后面板上的“电源”开关拨到位置1,数显表亮,仪表进行自检,自检完成后,数显表显示“0.000”即表示进入工作状态。
移动X坐标,使零点棒侧面的钢球顶点与光屏的直线相切,按数显表上的“X”键,再按数字键,置入零点棒所刻D值的1/2。此时X坐标的指示灯D应不亮,测出的是半径值;若此时指示灯亮,应按一下“R/D”键,再按“ENTER”键,使输入值进入内存。
移动Z坐标,使零点棒顶端钢球的顶点与光屏的水平线相切,按“Z”键,再按数字键,置入零点棒所刻的L值,接着按“EN-TER”键,使输入值进入内存。
零点校对完成后,取出零点棒,放入箱中。
(3)被测刀具X、Z坐标尺寸的测量 将被测刀具的锥柄擦干净后,插入主轴锥孔内,转动手轮将刀具锁紧,移动坐标使被测刀具的最高点分别对准光屏的水平刻线及垂直刻线。此时数显表显示的X、Z值即刃口半径值和轴向长度值。

图3-10 刀尖投影角度测量
(4)刀尖投影角度测量 需要测量刀尖角度时,转动滚花轮6,使光屏上的某条十字线与刀尖的一边重合(图3-10),通过滚花轮6及游标的角度线读出一角度值;再转动滚花轮,使同一条线与刀尖的另一边重合,再读出一角度值,两次读数之差即为刀尖的角度值。
4.注意事项
1)仪器零点校正好后,断电再开机仍可保留原置入数据。但必须注意,断电后不能移动坐标,否则将造成测量错误。即使断电后未移动坐标,为了确保测量的准确无误,每次开机时也需校对一次零点。
2)在仪器上测量好的刀具仍需要在机床上进行试切,找出仪器测量值与加工后工件的实际尺寸间的变化规律,积累经验,以便进行修正。
3)外露光学零件应保持清洁,如有灰尘或其他污物,可用洗耳球吹掉。用脱脂棉沾少量酒精或汽油轻轻擦拭,切勿用手或棉纱擦拭。光学、电器部件不得随意拆卸。在拔插光栅插头时,必须先关闭电源,以免损坏光栅传感器和电源。
4)仪器无防护层的表面,如主轴锥孔、端面及底座外露表面应仔细维护,防止磕碰及锈蚀,不用时应用优质汽油擦干净,涂上防锈油。
5)若需更换灯泡,先关闭电源,将紧固螺钉松开,拔出灯座,然后将灯泡拔出;插入新灯泡,接通电源,检查光屏视场照明是否明亮、均匀,使灯座上下移动或左右移动,调好后用紧定螺钉紧固,并用螺母锁紧,使灯座的上下位置固定;必要时可松开螺钉,前后移动聚光镜,调好后将其固定,风扇可散发灯泡的热量。
6)视使用频繁程度,每隔3~6个月,打开底座防尘罩,对各油杯注入少许L-AN46全损耗系统用油;打开立柱防护罩,通过滚动导轨滑块上的油杯注入少许L-AN 32全损耗系统用油。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。