



1.机用平口钳
在铣削形状比较规则的零件时,常用机用平口钳装夹。机用平口钳是利用螺杆或其他机构使两钳口作相对移动而夹持工件的工具。如图3-1所示,它由底座、钳身、固定钳口和活动钳口,以及使活动钳口移动的传动机构组成。

图3-1 机用平口钳的结构
1—底座 2—钳身 3—固定钳口 4—钳口垫 5—活动钳口 6—螺杆
机用平口钳的钳口宽而低,夹紧力大,精度要求高。机用平口钳有多种类型,按精度可分为普通型和精密型。机用平口钳按结构分,可分为带底座的回转式、不带底座的固定式和可倾斜式等。机用平口钳的活动钳口也有采用气动、液压或偏心凸轮来驱动快速夹紧的。
机用平口钳方便灵活,适应性广。在数控铣床工作台上安装机用平口钳时,要根据加工精度要求,控制固定钳口与X或Y轴的平行度。方法是将百分表座固定在机床主轴箱上,百分表测头压住固定钳口的钳口垫,通过测头在固定钳口上沿X或Y轴的移动来判断其平行度;调整好平行度后,再通过T形螺钉将平口钳固定在工作台上。
装夹工件时,首先要将固定钳口、活动钳口和钳口中间清理干净。工件比较薄时要在钳口加垫等高垫块,等高垫块的最大宽度要小于工件的宽度。考虑到受力问题,一般不在平口钳上装夹很高的工件,当必须装夹时,可在两钳口处加装比工件稍低的垫块。装夹工件时要以固定钳口作为基准,即要将工件的粗(精)基准面与固定钳口贴合。夹紧时要注意防止工件变形和一端钳口上翘。在加工过程中要尽可能地使主要的切削力作用在固定钳口方向。
平口钳的主要工作参数有钳口宽度、钳口高度、钳口最大张开量等,其中钳口最大张开量决定了平夹时工件的最大允许尺寸,铣床用平口钳的一般为65~200mm。要根据加工对象的尺寸来选择合适的平口钳。
2.螺钉压板
螺钉压板装夹工件是铣削加工的最基本方法,也是最通用的方法。使用时利用T形槽螺钉和压板将工件固定在机床工作台上即可(见图3-2a)。装夹工件时,需根据工件装夹精度要求用百分表等找正工件,或使用其他的定位方式定位。图3-2b示出了压板压紧工件的几种方式。使用压板时应注意:
1)压板本身要有一定的刚性,其形状要规则,压紧工件的一头要低。
2)使用平压板时,垫块的高度应与工件平齐或稍高于工件。
3)T形槽螺钉的长度要适中,伸出部分以能安装1~2个螺母的长度为最佳,太高容易发生干涉,也不便于观测加工过程。
4)为保证夹紧力,T形槽螺钉应适当靠近工件一侧。
5)为保证装夹对工件形状的影响和切削加工顺利地进行,要选择适当的压紧点数、压紧位置。加工过程中除非必须,否则应尽量避免更换夹紧点。
6)使用压板时,工件与工作台接触(或最接近工作台)的面要平,需要的话可使用等高垫块。等高垫块使用时也要考虑是否会引起工件变形,在加工中是否会与通孔等发生干涉。
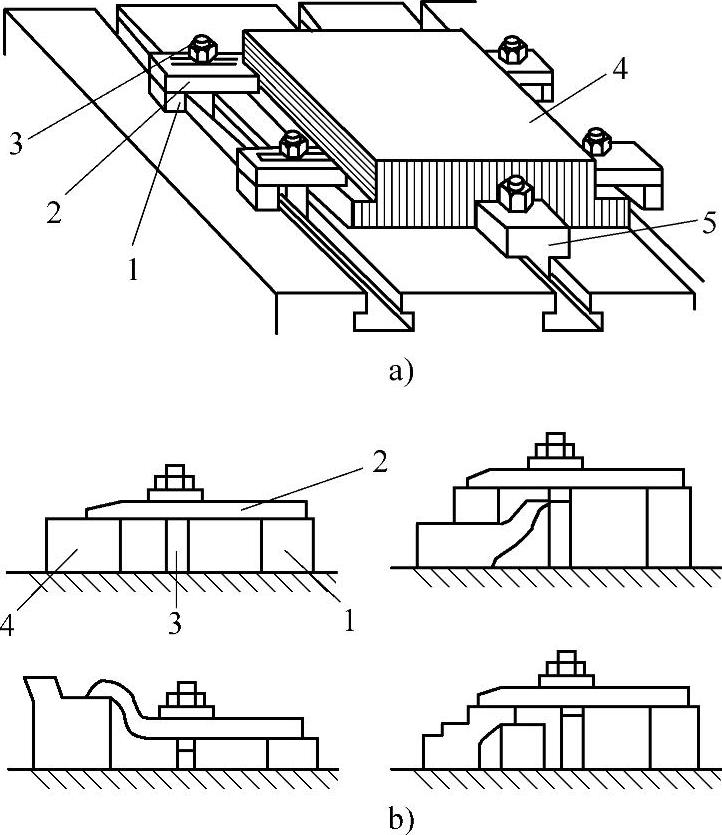
图3-2 螺钉压板装夹工件
a)工件装夹 b)压板形式(https://www.xing528.com)
1—垫块 2—压板 3—螺钉、螺母 4—工件 5—定位块
3.铣床用卡盘
当需要在数控铣床上加工回转体零件时,可以采用三爪自定心卡盘装夹;对于非回转零件可采用四爪单动卡盘装夹。
铣床用卡盘的使用方法与车床卡盘相似,使用时用T形槽螺栓将卡盘固定在机床工作台上即可。铣床用卡盘既可以卧式装夹,用于回转体零件的侧面加工;也可以立式装夹,用于铣削端面,在端面上加工各种孔、槽等。
4.组合夹具
组合夹具是机床夹具中一种标准化、系列化和通用化程度较高的工艺装备。它在新产品研制和单件、小批量生产方面有着很大的优越性。在数控铣床上使用组合夹具可以更好地提高生产率和经济效益。组合夹具是在专用夹具基础上发展起来的一种夹具。按照用途的不同,组合夹具一般由下列八类构件组成(图3-3):
1)基础件(见图3-3a)。它是组合夹具中最大的元件,其他元件通过它连成一个统一的整体。基础件有方形、圆形、长方形基础板和基础角铁等形式。

图3-3 组合夹具的组成
a)基础件 b)支承件 c)定位件 d)导向件 e)压紧件 f)紧固件 g)其他件 h)合件
2)支承件(见图3-3b)。它是组合夹具中的骨架元件,在夹具中起到上下连接的作用,即把上面的合件及定位、导向等元件通过它与基础件连成一体。各种支承可作为不同形状和高度的支承平面或定位平面,也可直接和工件接触作为定位件使用。它也可以作为小夹具的基础件。
3)定位件(见图3-3c)。它用于保证夹具中各元件的定位精度和连接强度及整个夹具的可靠性,也可用于被加工工件的正确安装和定位。定位件包括定位销、定位键、顶尖、定位支承等。
4)导向件(见图3-3d)。它用于保证切削刀具的正确位置,有时也可以作零件定位用。
5)压紧件(见图3-3e)。即各种压板,它们用于保证工件定位后的正确位置。压板的两面都经磨削,可作为连接板和挡块之用。
6)紧固件(见图3-3f)。紧固件包括各种螺栓、螺钉、螺母、垫圈等。它用于连接组合夹具中的各种元件及紧固被加工工件,它在一定程度上影响着整个夹具的刚性。
7)其他件(见图3-3g)。除上述六种元件以外的其他一些元件,其用途各不相同,它们在夹具中主要起辅助作用。
8)合件(见图3-3h)。它是指装配过程中不拆散使用的独立部件。它能扩大组合夹具的使用范围,加快组装速度,简化夹具结构等。合件又可分为分度合件、支承合件、定位合件、夹紧合件等。
组合夹具分为槽系和孔系两类。所谓槽系是指组合夹具元件主要靠槽(T形槽)来定位和紧固。孔系组合夹具主要靠孔(光孔、螺纹孔)和销、螺栓来定位和紧固。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。