



产品驱动系统的具体设计步骤如图7-27所示。
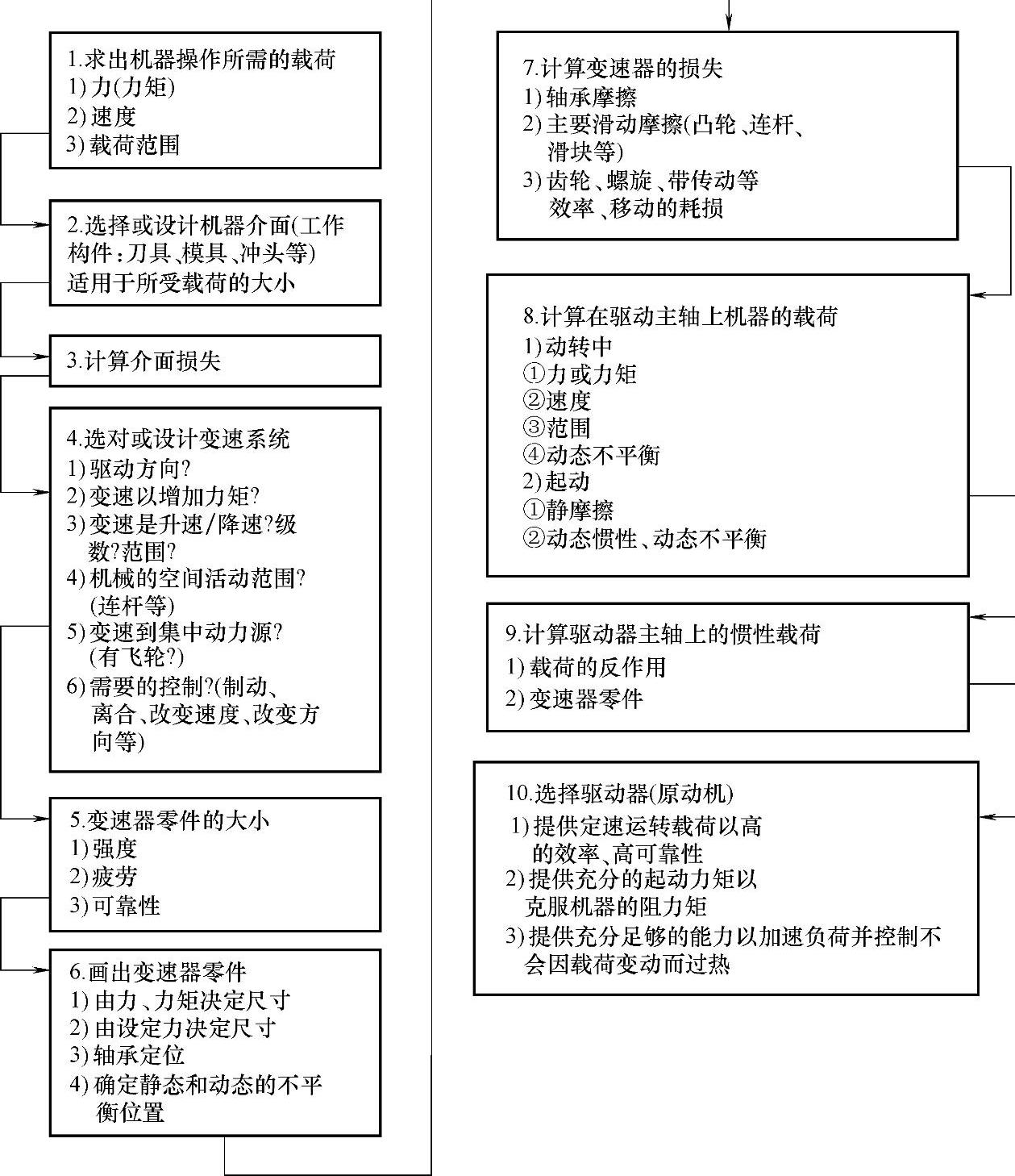
图7-27 产品驱动系统的具体设计步骤
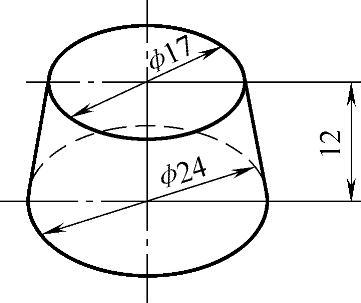
图7-28 圆台形锥状巧克力糖产品形状
【案例7-4】粒状巧克力糖包装机的总体设计
1)原始资料
①产品。加工对象为圆台形锥状巧克力糖,见图7-28。
②包装材料。采用厚度为0.008mm的金色箔卷筒纸包装。
③对自动机生产能力的要求。根据给定的生产定额为每班生产570kg,折合成自动机的正常生产率为120块/min。采用无极调速自动机的生产率的可调范围为70~130块/min。
2)包装工艺的确定。对人工包装动作顺序进行加工提高,使之能够适合机械动作要求。由于巧克力糖不能采用料斗式上料机构,故要求通过工艺试验解决自动上料问题。第一次工艺试验采用刚性整体锥形模腔,以迫使铝箔纸紧贴巧克力糖的圆锥表面上,结果发现存在糖块粘模、破纸等问题。第二次试验经过改进,将刚性整体锥形模腔改成具有一定弹性的钳糖机械手卡子,组成了比较完善的工艺方案。
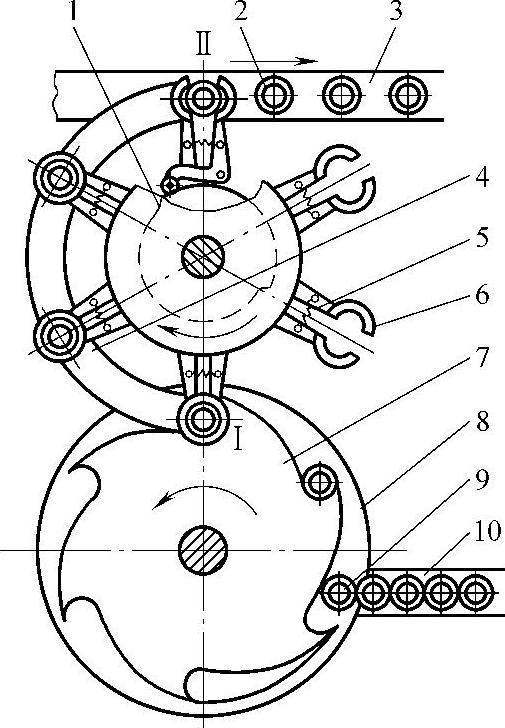
图7-29 机械手及进出糖机构
1—机械手开合凸轮 2—成品 3—输送带 4—托板 5—弹簧 6—钳糖机械手 7—送糖盘 8—托盘 9—巧克力糖 10—输料带
Ⅰ—进料工位 Ⅱ—出料工位
3)包装机的总体设计
①包装机型选择。首先根据产品数量是属于大批量生产性质,故选择全自动机机型。其次从工艺过程特点来看,适合于选择“回转式工艺路线多工位自动机”。再次,分析其工艺路线,实际只需要两个工位。一个是“进料、成形和折边工位”,另一个是“出料工位”。工件的步进转送采用六槽槽轮机构。
②自动机执行机构的确定。根据巧克力糖的包装工艺确定其执行机构共七种,即:送糖机构、供纸机构、顶糖和接糖机构、抄纸机构、拨糖机构、钳糖机械手和开合机构以及转盘步进机构。
a)机械手及进出糖机构。如图7-29所示。送糖盘7从输料带10上取得糖块,并与钳糖机械手反向同步旋转至进料工位Ⅰ,经顶糖、折边后,产品被机械手送至出糖工位Ⅱ后落下,或由拨糖杆推下。机械手的开闭由机械手开合凸轮1控制。该凸轮的轮廓线是由两个半径不同的圆弧组成。而机械手的夹紧主要靠弹簧力。
b)顶糖、接糖机构。如图7-30所示。顶糖和接糖杆的运动,不仅具有时间上的顺序关系,而且具有空间上的相互干涉关系。因此它们的运动循环设计必须遵循空间同步化的设计原则,在结构设计中应予以充分重视。此外,当顶糖杆和接糖杆同步上升时,应使糖块上的夹紧力不能太大,以免损伤糖块。同时应使夹紧力保持稳定,因此接糖杆的头部采用弹性元件制成。(https://www.xing528.com)
c)抄纸和拨糖机构,如图7-31所示。
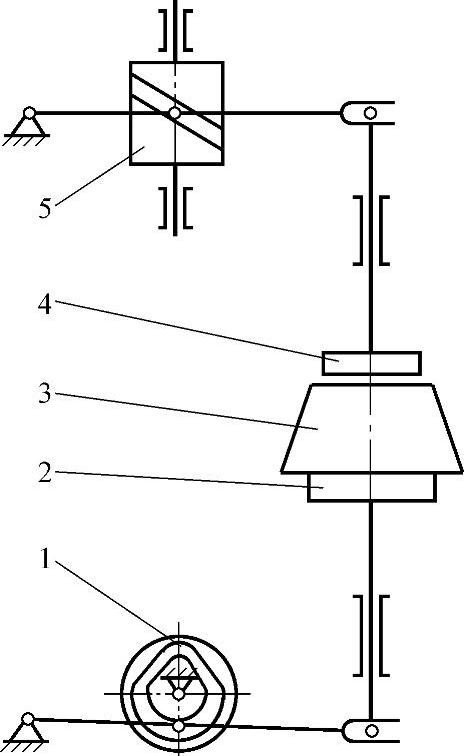
图7-30 顶糖、接糖机构
1—平面槽凸轮机构 2—顶糖杆 3—糖块 4—接糖杆 5—圆柱凸轮机构
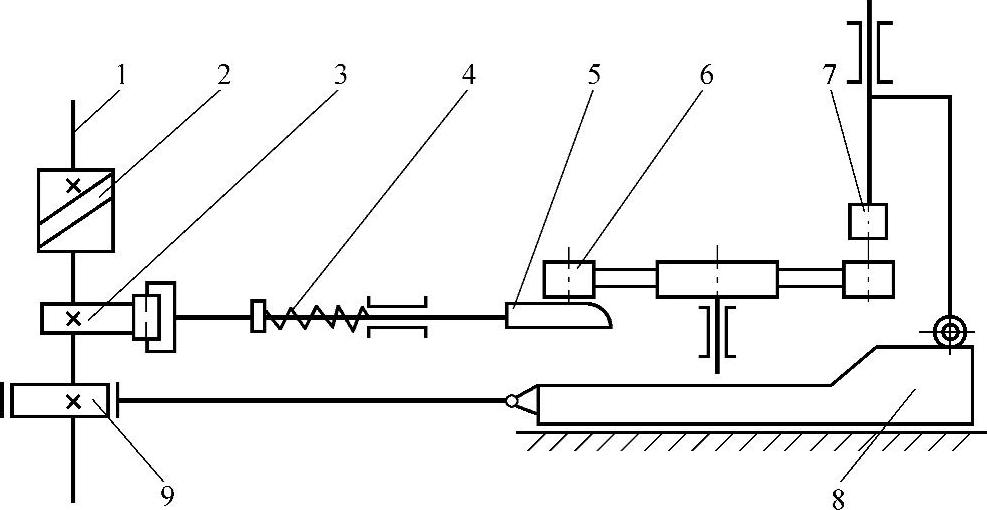
图7-31 抄纸和拨糖机构
1—分配轴 2—接糖杆圆柱凸轮 3—抄纸凸轮 4—弹簧 5—抄纸板 6—钳糖机械手 7—拨糖杆 8—板凸轮 9—偏心轮
d)工位间的步进传送机构。工件在工位间的步进传送,即钳糖机械手的间歇转位,由六槽槽轮机构带动两组螺旋齿轮副分别转动机械手的转盘和送糖盘。
③包装机的总体布局。将上述各类机构组装起来,便形成巧克力糖包装机的总体布局,参见图7-32。
4)包装机的驱动系统设计。巧克力糖包装机系专用自动机,宜采用机械传动方式,其驱动系统参见图7-33。驱动系统的主要参数如下:电动机转速为1440r/min,功率为0.4kW。分配轴转速为70~130r/min。
5)包装机的工作循环图。巧克力糖包装机的工作循环图如图7-34所示(随后的结构设计包括总装配图、部件装配图和零件工作图的设计)。
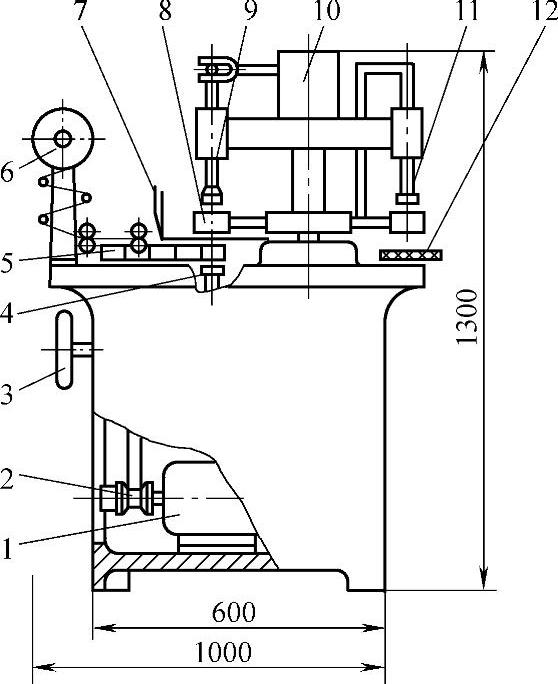
图7-32 包装机的总体布局
1—电动机 2—带式无极变速器 3—分配轴手轮 4—顶糖机构 5—送糖盘部件 6—供纸部件 7—剪纸刀 8—机械手转盘 9—接糖机构 10—凸轮箱 11—拨糖机构 12—输送带
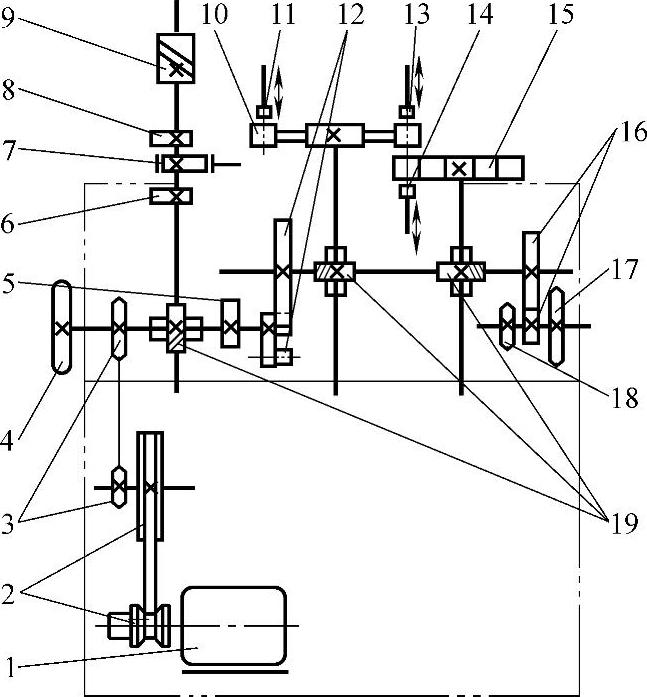
图7-33 包装机的驱动系统
1—电动机 2—带式无极变速机构 3—链轮副 4—分配轴手轮 5—顶糖杆凸轮 6—剪纸凸轮 7—拨糖杆凸轮 8—抄纸板凸版 9—接糖杆凸轮 10—钳糖机械手 11—拨糖杆 12—槽轮机构 13—接糖杆 14—顶糖杆 15—送糖盘 16—齿轮副 17—供纸部件链轮 18—输送带链轮 19—螺旋齿轮副
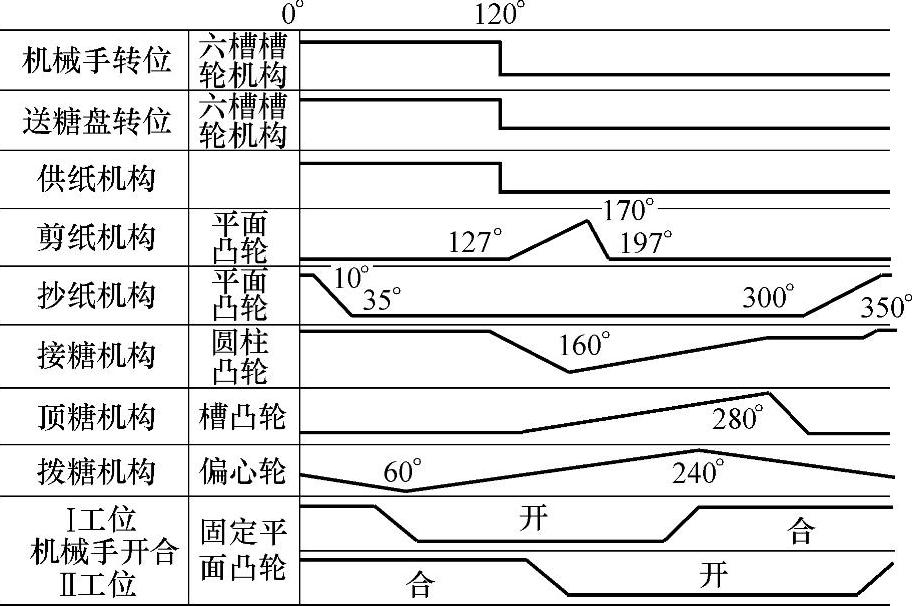
图7-34 巧克力糖包装机的工作循环图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。