



前述减摩设计措施,在减摩的同时也减少了磨耗,增加了耐磨性。但减摩与耐磨两者毕竟有所不同,在本节中着重讨论耐磨设计的要点。
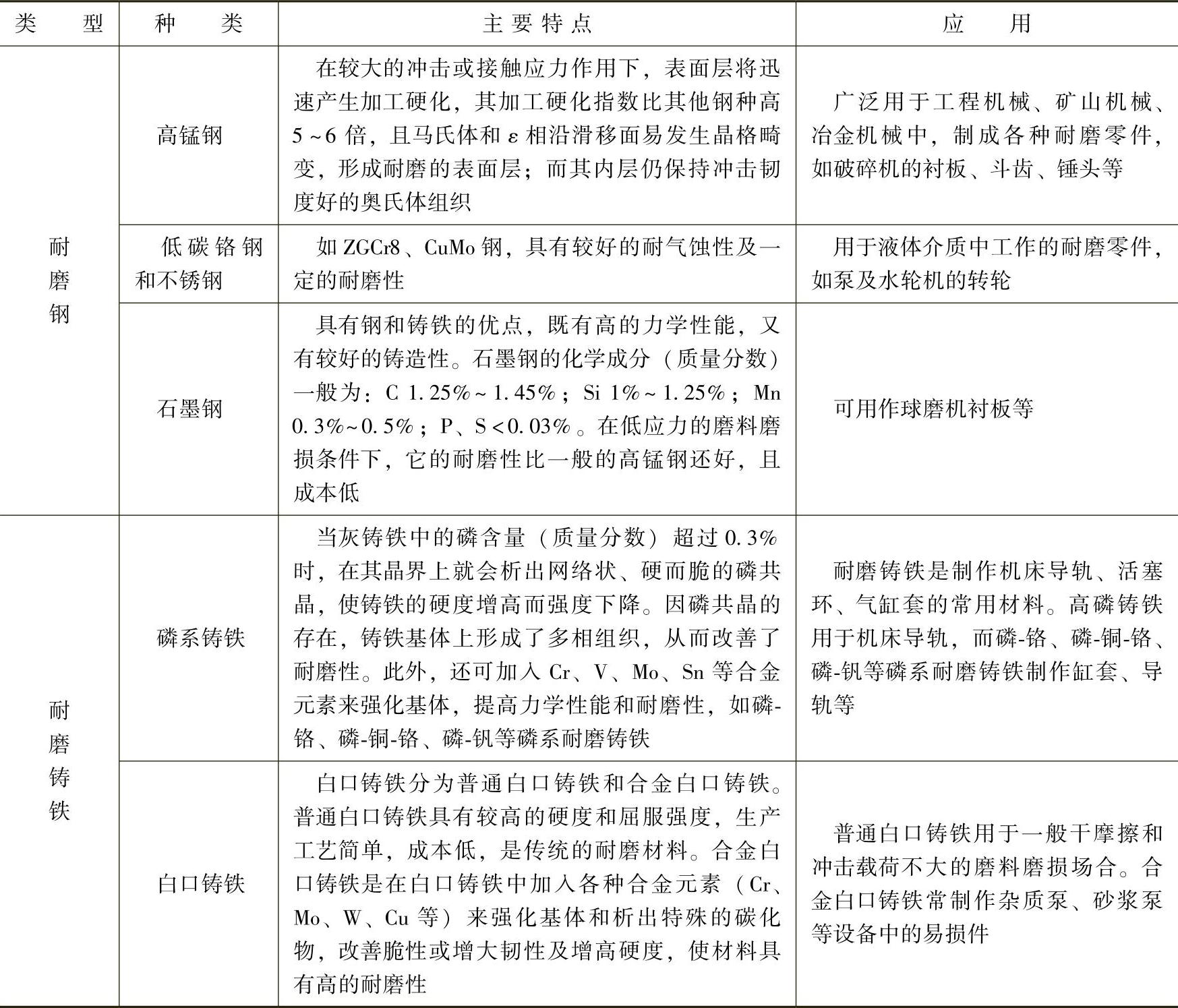
(1)耐磨材料 在不同的工作条件下,应选用适当的耐磨材料,常用的耐磨材料见表4-16。
表4-16 常用的耐磨材料
(2)表面耐磨强化处理 摩擦发生在表面,表层被磨损。机械设备的相对运动的摩擦副,如齿轮、缸套、活塞环、机床导轨、工模具等零件的失效形式,绝大多数都是因为各种形式的磨损而报废。为了提高耐磨性和可靠性,常用的表面耐磨强化方法如下:
1)冷作硬化。冷作硬化是指在常温下,通过滚压工具(如球、滚子、金刚石滚子等)向工件的摩擦面施加一定的压力或冲击力(喷丸),使其表层产生一定的塑性变形。由于微凸峰不断被“擦平”,表面粗糙度下降,使真实接触面积增大,摩擦时因受高压作用而产生“粘着”的接触点减少,有利于抗“粘着”磨损和减少“粘着”阻力,使摩擦因数有所降低。更主要的是,由于表层受压而产生的塑性变形,金属表层的粗晶沿着流动变形方向变得细长而致密,使亚晶粒细化,位错密度增高而形成较大的冷作硬化层并产生较大的残余压应力,对抗疲劳磨损及抗磨粒磨损都有利。常用的冷作硬化方法有:喷丸、挤压及滚压。
2)表面淬火。对于中碳钢和中碳合金钢,通过表面淬火可增大表面硬度,是提高摩擦表面耐磨性的重要措施之一。这种热处理方法的要点,是将待处理的表面快速加热到相变温度(Ac1和Ac3以上)后,迅速冷却使其表层组织方式转变,由奥氏体变为马氏体组织,表层硬度增大,心部仍保持原来的韧性,而表面的耐磨性大为提高。表面淬火方法有:高频淬火、火焰淬火、电接触加热和激光加热等。
3)表面化学热处理。摩擦表面的耐磨性不仅与其表层硬度、残余应力及组织有关,而且与材料表面层的化学成分及组织的关系很大。表面化学处理法就是改变表层的化学成分和组织,以满足不同的耐磨要求。具体方法是在一定的加热条件(温度、时间及介质)下,向摩擦表面渗入C、N、B、Cr、S以及C-N、C-N-B、Ti-N-C共渗,使表层合金化,形成各种碳化物、氮化物、硼化物、硫化物等高硬度的质点和软基体,成为耐磨的多相结构,从而提高耐磨性。常用的表面化学热处理方法有:
①表面渗碳。表面渗碳是向钢零件表面渗入碳原子,以增加表层的含碳量,提高表面的耐磨性。具体工艺方法有:固体渗碳、液体渗碳、气体渗碳、电解渗碳、真空渗碳和离子渗碳等。它们各有其特点,但以气体渗碳应用最广。适于表面渗碳的材料为低碳钢(碳质量分数为0.1%~0.25%),其中采用较多的有:碳素结构钢和低碳合金钢(如20Cr、20CrMnTi、20SiMnVB)。
②表面氮化。表面氮化是向钢零件表面层渗入氮原子,通过渗入介质加热(500~700℃),分解为氮原子被钢表面吸收并进一步向内层扩散,而形成一定厚度的氮化物表层。氮化渗层硬度高(1000~1200HV)、抗疲劳、耐蚀性好,主要用于滑动速度和温度都较高、弱腐蚀介质等场合,如高速齿轮、转轴和曲轴颈、阀门、挤压机螺杆等零件。它们有较好的抗粘着、耐疲劳及腐蚀磨损的能力。常用的氮化工艺有:离子氮化、软氮化、气体氮化等,其中以离子氮化因其变形微小、表面硬度高为最优,适用于铸铁、碳钢、合金钢及台合金等。(https://www.xing528.com)
③表面渗硼。表面渗硼是向钢零件表面渗入硼原子。钢表面渗硼后,生成由FeB和Fe2B所组成的渗硼硬化层,其表面硬度可达1300~2000HV,比渗碳、氮化处理后的表面硬度还要高。因此,渗硼硬化层具有更好的耐磨、耐热和耐蚀性能。FeB(2000HV)脆性较大,属斜方晶系,而Fe2B(1500HV)脆性较小,是正方晶系。常用的渗硼方法有:液体渗硼(盐浴)、固体渗硼和气体渗硼。表面渗硼常用于模具。
④表面渗硫。表面渗硫是向钢零件表面渗入硫原子。表面渗硫后,虽然表面硬度没有什么变化,但在其表面形成了薄薄一层摩擦因数小、耐磨性好的硫化物膜。表面渗硫处理主要采用低温渗硫法,该法温度低、时间短、无污染,表面生成的硫化膜(FeS)有良好的自润滑性和抗粘着性等特点,故该法又称为减磨表面处理法。
4)表面喷涂与喷焊
①表面喷涂。表面耐磨喷涂是利用各种热源(如氧乙炔火焰、电弧、高频电流、等离子电弧等)将待喷涂的耐磨材料熔化或接近熔化状态的雾化微粒,高速喷到工件的表面上,形成耐磨覆盖层的一种工艺方法。表面喷涂处理的特点是:各种材料(如各种金属与合金、金属陶瓷、无机和高分子材料的线材或粉材)均可用作喷涂用材,故应用广泛,适用于高硬度的耐磨涂层、具有自润滑性的减摩涂层,抗粘着、抗磨料磨损、抗腐蚀的涂层;由于被熔化的材料呈雾化微粒,不断沉积在工作表面上,故涂层具有多孔性,有利于自润滑;强度低,涂层厚度可达数毫米,其他方法无法企及,因此,该法已广泛应用于修复已磨损的工作面。
②表面喷焊。表面喷焊是利用喷涂工艺,使被处理的工件表面发生薄层熔化,同时与喷射材料的熔化微粒形成“焊接”形式的冶金结合层——喷焊层。表面喷焊既不同于堆焊,又有别于喷涂。喷涂基材料表面的熔化层薄而均匀,而喷焊则在喷涂过程中,工作表面要同时产生熔化熔敷层,与基材料的结合形式为冶金式的结合,其结合力比喷涂时的机械结合力要大得多,且涂层均匀,致密性好。因此,其应用广泛,可用于受冲击、冲刷工作的场合。但因受热面积较大,易变形,而不适于薄壁件及长杆件的表面耐磨处理。喷焊方法可利用相应的喷涂工艺。
5)表面电镀。摩擦表面电镀是通过电解或电化学方法,镀上一层耐磨金属或合金,以提高表面耐磨性和修复已磨损的零件表面。常用的零件表面耐磨电镀有:镀铬、镀镍及化学复合镀层。
①镀铬。镀铬是以铬酐(CrO3)与硫酸(H2SO4)按一定比例配制的电解液中,放入经预处理的待镀零件为阳极,以铅或铅合金为阴极,在一定的电流密度的直流电作用下,使电解析出的铬离子吸附在零件表面上,形成有一定厚度的铬层。铬具有耐热、耐蚀和对其他金属的粘着性小等优点。作为耐磨镀铬层,主要是以硬质镀铬为主。镀铬层较薄,一般为0.01mm左右。硬质镀铬的硬度高(800~1200HV)、摩擦因数小,因此镀铬层次有较好的耐磨性,不仅镀铬层本身的耐磨性好,而且对配偶件的磨损也小。硬质镀铬已广泛应用于工具、量具、胎膜、塑料成型模、缸套、活塞环等对耐磨性要求较高的零件的耐磨处理。
②镀镍。镀镍层厚度为2.5~25μm,它具有良好的抗粘着和腐蚀磨损能力,但抗磨料磨损和疲劳磨损的能力较差。由于镀镍层具有良好的耐蚀性,用于化学镀镍钻头硬度增高,寿命可提高1~2倍;还用于塑模压机中某些零件的摩擦面、修复叶轮泵和分配泵的转子等零件。
③化学复合镀层。为使电镀层具有多相的结构,综合各单一金属镀层的优点,以得到更好的耐磨镀层和扩大其应用范围。近年来,采用各种复合镀层作为耐磨表面处理。复合镀层是在电解液中,加入一定量的金属或非金属微粒(直径为3~5μm),悬浮的不溶性的微细粒子向阴极面移动,沉积嵌入镀层中而得到多相的电镀层。这种镀层无需高温处理,基材与镀层间无扩散、镀层孔隙率小、耐磨性高。按镀层的作用不同,复合镀层分为:耐磨复合镀层和减摩复合镀层。耐磨复合镀层是在电解过程中,在金属镍或钴基上共沉积着高硬度的碳化物(如SiC、TiC、Cr3C、WC、及B4C等)及氧化物(如TiO2、Al2O3)。减摩复合镀层是在镍基、铜基上,分散沉积固体润滑微粒,常用的有Ni-CoS2、Ni-石墨、Cu-MoS2、Cu-石墨以及聚四氟乙稀等。由于它们都具有优良的减摩耐磨性,故称为“自润滑”复合镀层。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。