



参数设计、容差设计技术与方法的主要内容有:
1)因素水平的选择与分类。
2)特性值的选择与分类。
3)表头的设计与数据分析。
4)正交设计技术。
5)信噪比S/N的应用。
由于前三项比较简易,下面仅就正交设计和信噪比S/N作简单介绍,详细情况可参阅有关文献[1]。
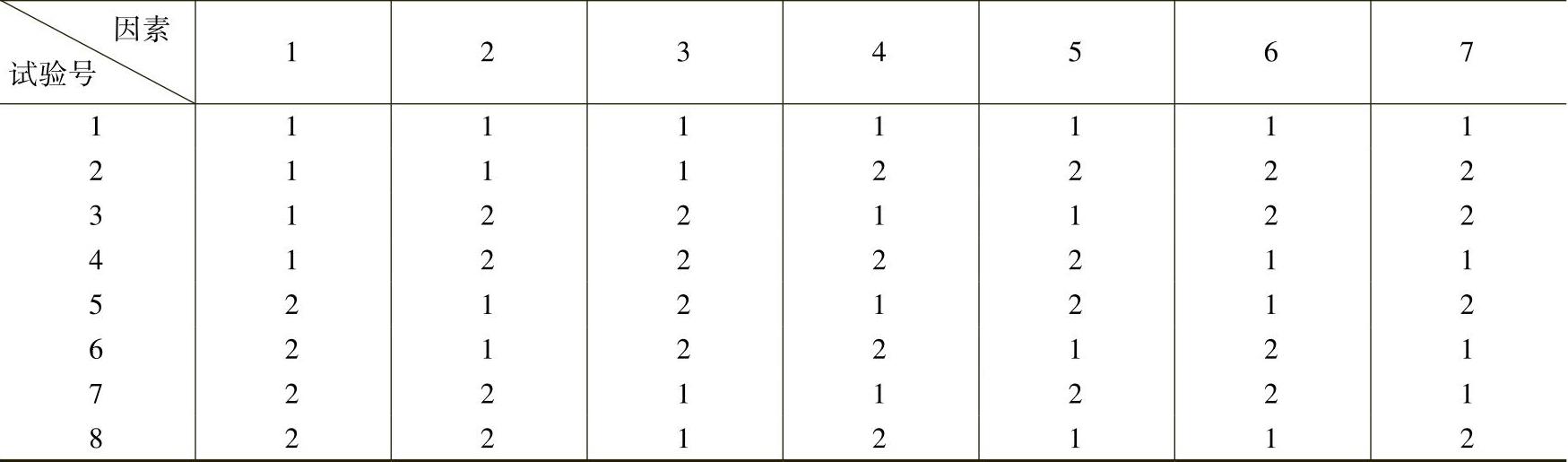
(1)正交设计技术 参数设计是通过试验优化方法来确定产品各参数的最优组合。以某系统为例,包含7个因素,每个因素可分两个水平,则可能的参数组合形式有27=128种。若要全部进行试验,时间和费用都是难以接受的。应用单一因素,则试验次数将大大减少为2×7=14,但是最终结果往往距离优化点很远。田口方法应用正交试验技术,只用最少的试验就可以找到参数设计的近似最优点。他根据R.A.Fisher统计学理论:“一个缩减的因素集具有与全集相同的统计意义”,构造了一些正交向量,利用少量的试验来研究整个参数空间的性质。以7个因素2个水平为例,它的正交向量如表4-3所示。由表4-3可见,利用正交向量使得试验次数大幅度减少,从128次减少到8次,无论从时间上还是费用上来讲,这种节约都是相当惊人的。
表4-3 正交向量表L8(27)
(2)信噪比S/N分析 根据损失函数的概念,只有当产品性能指标严格为标准值时,损失才为零,偏差越大损失越大。因此,产品质量的控制既要考虑平均值又要考虑其变化。为此,田口提出了评价指标——信噪比S/N。同时对产品质量的平均值和偏差进行衡量。信噪比S/N的表达式随损失函数不同而变化。图4-9所示三种损失函数下的信噪比S/N的表达式列于表4-4。
表4-4 三种常用信噪比S/N表达式

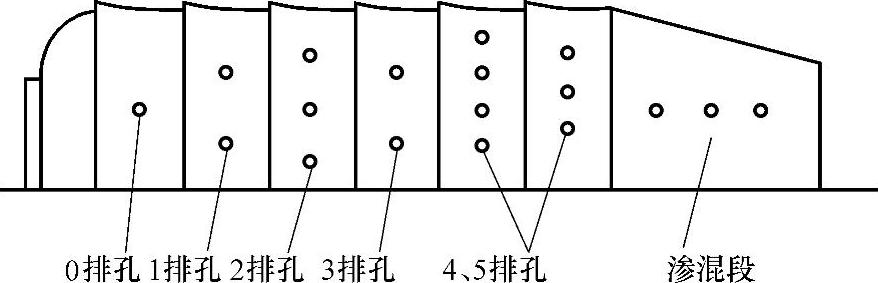
图4-11 气膜火焰筒的结构示意图
其中,平均值 ;偏差
;偏差 表示试验观测值,i=1,2,3,…,n。
表示试验观测值,i=1,2,3,…,n。
为了得到质量稳定性好的产品设计,应尽可能增大S/N值。(https://www.xing528.com)
【案例4-2】减少气膜火焰筒的噪声
图4-11为气膜火焰筒的结构示意图,由于火焰筒中的热气流始终存在一种频率较低的脉动现象,使得试验时产生一种啸声。为了减少这种啸声,应用正交试验法对其结构参数进行对比,得到了较好的设计结果。
应用田口方法对其进行分析优化,将会看到田口方法比一般单纯的正交试验法具有更为理想的优化效果。其主要步骤如下:
1)确定产品质量性能及目标值。产品质量性能的研究对象为气膜火焰筒的啸声,目标值为越小越好。可以用声级计,对啸声声压的大小进行测量。通过经验分析认为影响啸声的主要因素有五个,每个因素分两种孔径水平进行试验,主要影响因素及其水平值见表4-5。其中每个因素都是可控因素,噪声的其他影响因素(如温度、气体涡动等不可控因素的影响),可以通过多次采样计入。
2)正交试验设计。根据试验原则,可选用表4-5的前五列安排试验。
表4-5 主要影响因素及其水平值

3)试验。试验数据及其二次计算分析数据(噪声合计、信噪比)列于表4-6。
表4-6 试验数据及其二次计算分析数据
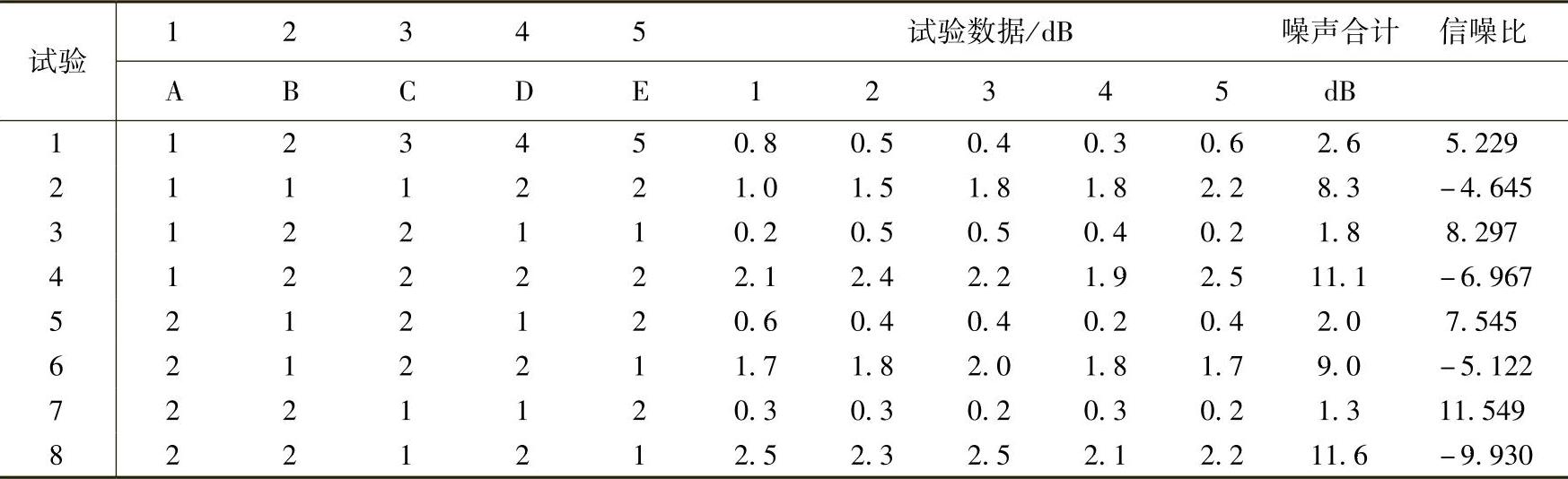
4)信噪比S/N分析。由试验数据可计算出各因素对信噪比S/N的影响作用,发现因素D(三排孔)对信噪比影响最大,其次为因素E(5排孔),后面依次为因素A、C、B。信噪比越大,说明产品的质量越好,而且质量稳定性越好。由信噪比S/N分析可知,因素D应当取水平1(D1),因素E应当取水平2(E2),其余因素对信噪比影响不大,可按试验结果中噪声最小先暂时取A2、B2、C1。
5)平均值分析。各因素对产品啸声声压平均值的影响不同。计算表明,因素D对平均值的影响最大,其余因素对平均值的影响较小。根据质量优化目标为产品啸声越小越好,结合信噪比分析结果,可确定因素D取值为D1,因素E取值为E2。
6)相关性分析。为了确定A、B、C三个因素的水平值,还需要对各因素之间的相互影响作用详细分析。此处五个因素之间都有相互影响的可能,因此,需要计算C52=10种组合情况。分析表明,E与A之间的相互作用最大,其次为D与B和C与E以及D与A之间也有较弱的相互作用。根据质量优化设计目标和前面分析所得结果(D1、E2),参照因素相互影响作用,可确定其他因素取值为A2、B2、C1,与初选完全一致。
由以上分析确定各因素的最优值为:A2、B2、C1、D1、E2。此时,产品五次试验的噪声值分别为0.3dB、0.3dB、0.2dB、0.3dB、0.2dB,噪声总计为1.3dB,信噪比为11.549,在全部八组试验中最优。由此可见,在正交试验优化的基础上,应用信噪比S/N分析、平均值分析和相关性分析等技术后,使得田口方法具有更为有效的优化效果。
近年来,随着计算机技术、优化设计和CAD技术的发展,在以三次设计法为代表的传统的稳健设计方法中,注入了许多新的内容,逐渐形成了现代的稳健设计方法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。