



(1)工件的装夹
装夹工件时,必须保证工件的切割部位位于机床工作台纵向、横向进给的允许范围之内,避免超出极限。同时应考虑切割时电极丝运动空间。夹具应尽可能选择通用(或标准)件,所选夹具应便于装夹,便于协调工件和机床的尺寸关系。在加工大型模具时,要特别注意工件的定位方式,尤其在加工快结束时,工件的变形、重力的作用会使电极丝被夹紧,影响加工。
1)悬臂式装夹。图1-2所示是悬臂方式装夹工件,这种方式装夹方便,通用性强。但由于工件一端悬伸,易出现切割表面与工件上、下平面间的垂直度误差。仅用于加工要求不高或悬臂较短的情况。
2)两端支撑方式装夹。图1-3所示是两端支撑方式装夹工件,这种方式装夹方便、稳定,定位精度高,但不适于装夹较大的零件。
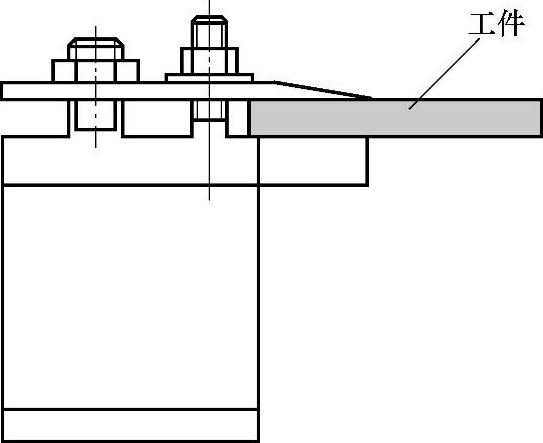
图1-2 悬臂式
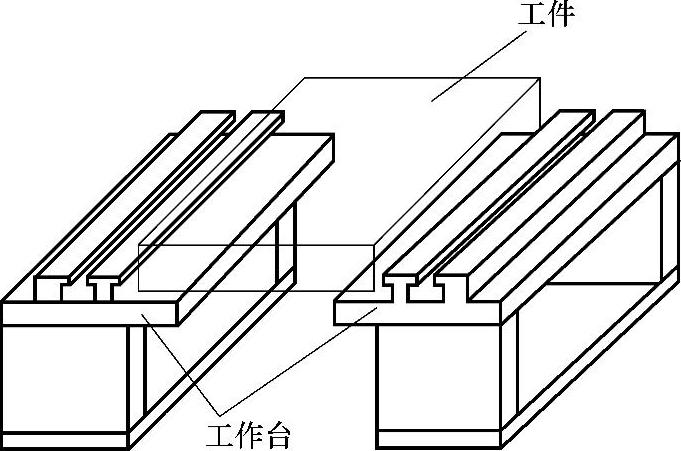
图1-3 两端支撑式
3)桥式支撑方式装夹。这种方式是在通用夹具上放置垫铁后再装夹工件,如图1-4所示。这种方式装夹方便,对大、中、小型工件都能适用。
4)板式支撑方式装夹。图1-5所示是板式支撑方式装夹工件。根据常用的工件形状和尺寸,采用有通孔的支撑板装夹工件。这种方式装夹精度高,但通用性差。
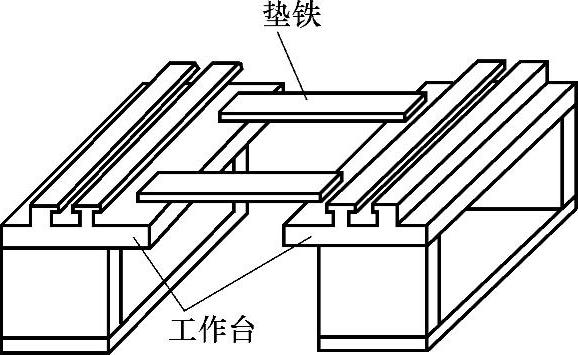
图1-4 桥式支撑(https://www.xing528.com)
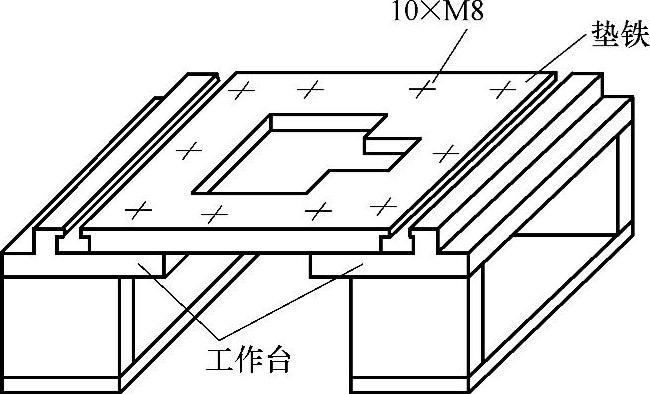
图1-5 板式支撑
(2)工件的调整
装夹好的工件一般需经过适当调整,使工件的定位基准分别与工作台的X、Y方向保持平行,以保证加工面与基准面的位置精度。常用的方法有两种:百分表找正和划线法找正。
1)百分表找正。如图1-6所示,用磁力表架将百分表固定在丝架或其他位置上,百分表的测量头与工件基面接触,往复移动工作台,按百分表指示值调整工件的位置,直至百分表指针的偏摆范围达到所要求的数值。找正应在相互垂直的三个方向上进行。
2)划线法找正。工件的切割图形与定位基准之间的相互位置精度要求不高时,可采用划线法找正,如图1-7所示。利用固定在丝架上的划针对准工件上划出的基准线,往复移动工作台,目测划针、基准间的偏离情况,将工件调整到正确位置。
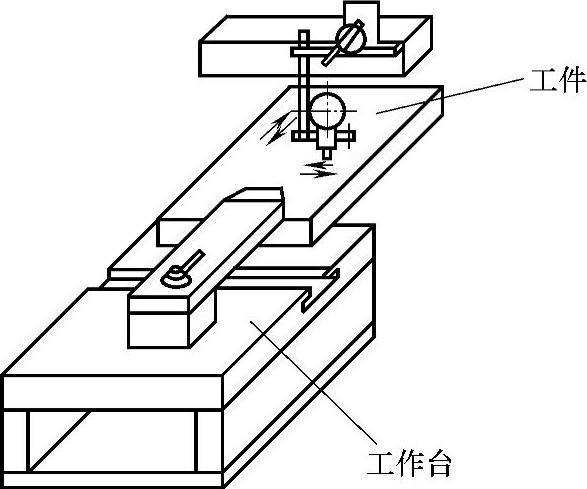
图1-6 百分表找正
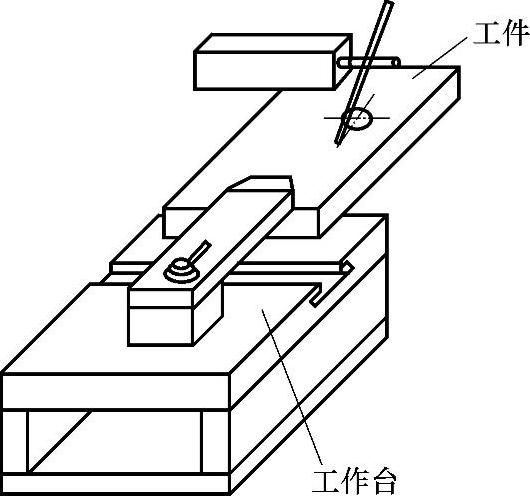
图1-7 划线法找正
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。