



【摘要】:模具零件的连接,如上下模座与凸凹模固定板的连接、卸料板与凹模的连接等,通常是以销钉定位、螺钉紧固的。应该注意的是,在装配过程中选定的基准件,可在用螺钉紧固后配钻铰销孔,并装入销钉定位。而非基准件应先用螺钉初步紧固,然后根据基准件找正,并进行切纸试冲,直至符合要求后方可紧固螺钉并配钻铰销孔,装入销钉。表12-7 塑料模装配中各种修磨方法示例(续)
模具零件的连接,如上下模座与凸凹模固定板的连接、卸料板与凹模的连接等,通常是以销钉定位、螺钉紧固的。
在传统工艺中,不同零件上相应的螺孔、螺纹过孔一般都采用配作的方法进行加工。随着加工手段的现代化,孔系加工的位置精度大大提高,完全可以满足装配要求,现今这些螺孔、螺钉过孔已较多采用分别加工的方法,这样可大幅度提高装配效率。但对于不同零件上的导柱、导套孔、定位销孔,若采用分别加工法则势必大大提高其位置精度要求,从而增加加工的难度,因而仍较多地采用配作的方法。应该注意的是,在装配过程中选定的基准件,可在用螺钉紧固后配钻铰销孔,并装入销钉定位。而非基准件应先用螺钉初步紧固,然后根据基准件找正,并进行切纸试冲,直至符合要求后方可紧固螺钉并配钻铰销孔,装入销钉。
另外,在模具的装配过程中,经常要对装配后的组件进行加工,从而保证模具的装配精度。例如冲模模柄与上模座组装后的同磨、凸模(型芯)与凸模(型芯)固定板组装后的磨削(图12-23)等。
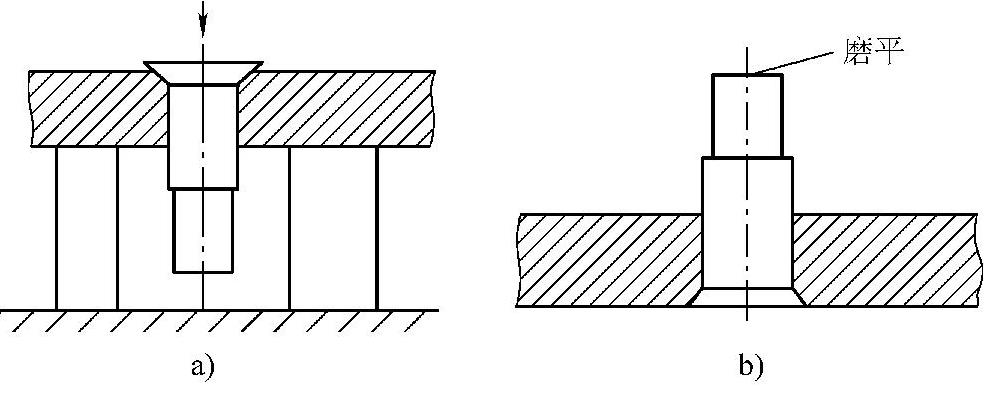
图12-23 凸模的组装
a)压入凸模后将其尾部磨平 b)磨平凸模端面(https://www.xing528.com)
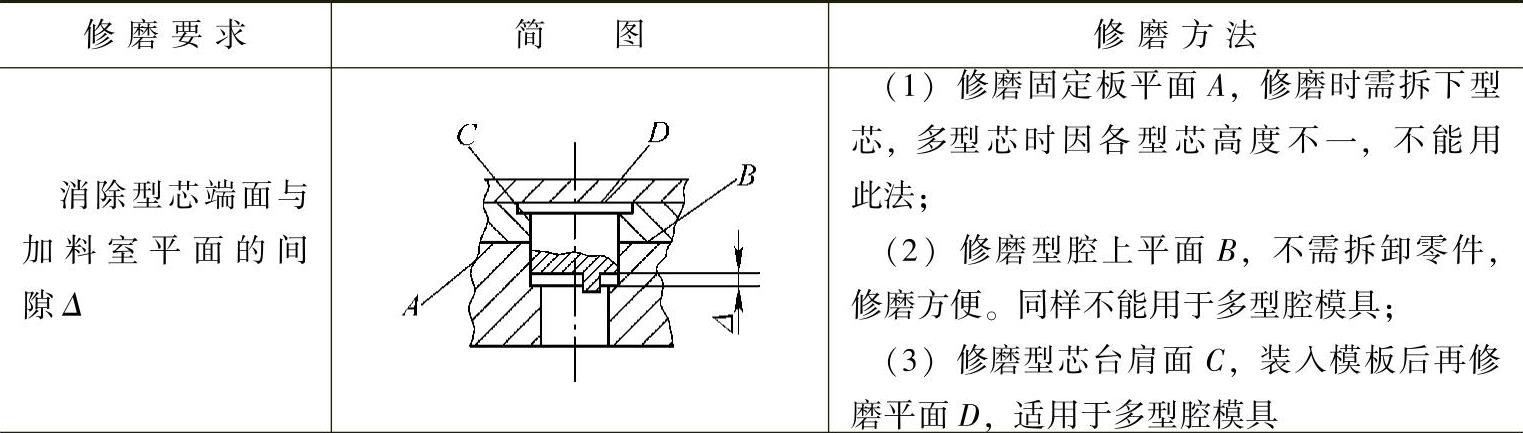
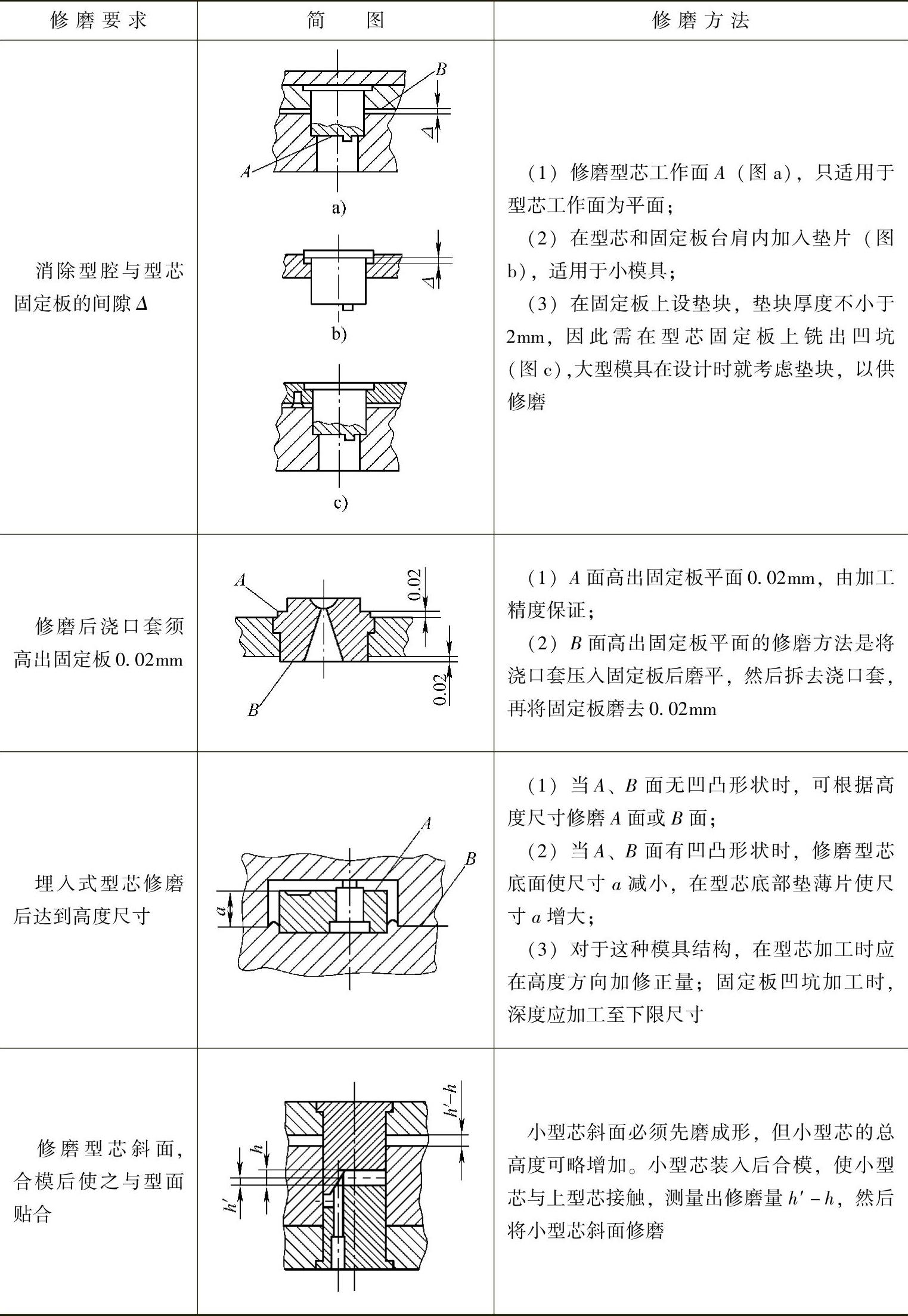
塑料模装配中的各种修磨方法示例见表12-7。
表12-7 塑料模装配中各种修磨方法示例
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。