



(1)环氧树脂粘接法
环氧树脂粘接法是将环氧树脂粘结剂浇入固定零件的间隙内,经固化后固定模具零件的方法。
环氧树脂是有机合成树脂的一种,当其硬化后对金属和非金属材料有很强的粘接力,连接强度高,化学稳定性好,收缩率小,能耐酸碱。粘接方法简单,粘接时不需附加力。环氧树脂粘接法常用于固定凸模、导柱和导套等。适用于固定冲载板厚t≤0.8mm板料的凸模。其突出优点是:可简化型孔的加工,降低机械加工要求,节省工时,提高生产率,对于形状复杂及多孔冲模其优越性更加显著;能提高装配精度,容易获得均匀的冲裁间隙;用于浇注卸料板型孔时型孔质量高。但环氧树脂脆性大,硬度低,不耐高热,小面积上不能承受过高的压力,使用温度需低于100℃。
如图12-18所示为环氧树脂粘接法固定凸模的几种结构形式,其中:12-18a、b适用于固定冲裁板厚t≤0.8mm的板料,图12-18c适用于固定冲裁板厚t≥0.8mm的板料。
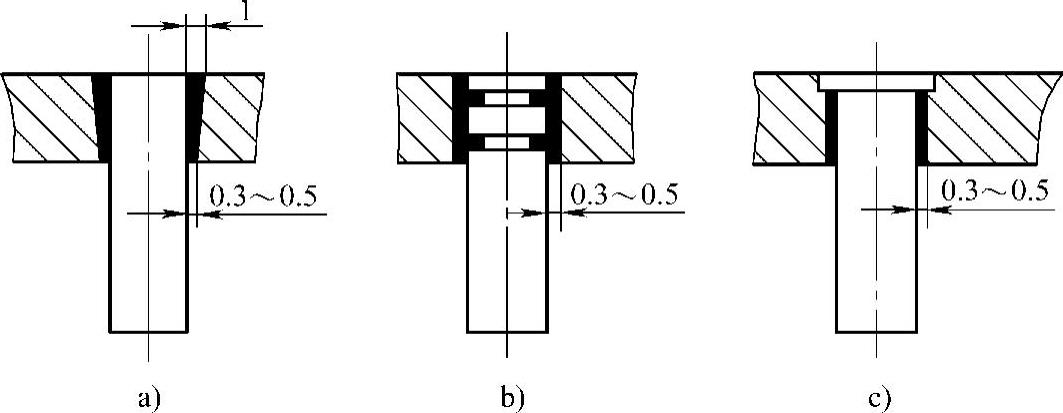
图12-18 环氧树脂粘接法固定凸模的几种结构形式
环氧树脂粘结剂的配方见表12-4。按照配方中的用量,先将环氧树脂和磷苯二甲酸二丁酯(增塑剂,无色液体)放于干净烧杯内搅拌均匀,然后放入氧化铝粉(填充剂,也可用石英粉、铁粉或水泥等)搅拌,过2~3min后加入乙二胺(固化剂,无色液体),迅速搅拌均匀在流动性最好状态下,立即浇入粘接缝隙中,经过4~6h后,环氧树脂便凝固硬化,12h后即可使用。为了使粘接牢固,粘接表面尽量粗糙些,Ra≥6.3μm,若通过磨削而粘接部分表面较光时,宜用硝酸等溶液将该部分腐蚀粗糙,以增加粘接强度,并控制好粘接缝隙的大小。
若需更换零件或重新粘接时,可将环氧树脂粘接部分局部加热(150℃左右)至环氧树脂稍微软化后,便可取出。
表12-4 环氧树脂粘结剂配方(https://www.xing528.com)

(2)无机粘接法
无机粘接法是采用氢氧化铝的磷酸溶液与氧化铜粉混合为粘结剂,填充在被固定零件的间隙内,经化学反应固化,从而使零件固定的方法。
该方法具有工艺简单,不变形,粘接强度高,剪切强度可达(8~10)×107Pa,耐高温,可耐600℃左右的温度的特点,但其韧性较低,不适宜承受较大的冲击载荷,不耐酸、碱腐蚀。常用于凸模与固定板、导柱、导套,硬质合金模块与钢料、电铸型腔与加固模套的粘接。
无机粘结剂的配方见表12-5。其配制方法为先将与磷酸配量的6~8g的氢氧化铝与所需100mL磷酸中的10mL置于烧杯中,搅拌均匀成乳状,再倒入其余90mL磷酸边搅拌边加热至100~120℃,调成无沉淀甘油状,取下冷却,即成为氢氧化铝磷酸溶液。在1mL氢氧化铝磷酸溶液中加入5g左右的氧化铜粉末,搅拌约2~3min直至呈棕黑色的胶体状,即成粘结剂。
粘接固化方法步骤:首先,用丙酮或甲苯等清洗粘接面上的油污、灰尘和锈迹等;将粘接件按装配要求进行定位固定。必要时利用专用夹具;然后,粘接固化,固化时间视具体情况而定。当磷酸密度小时,固化温度为20℃,固化时间为4~5h;当磷酸密度大时,在室温下保持1~2h后,再加热到60~80℃,保温3~8h即完全固化。
表12-5 无机粘结剂配方

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。