



如图12-16所示为低熔点合金法固定连接凸模的几种结构形式,低熔点合金法又称冷胀法。它是利用低熔点合金冷凝时体积膨胀的特性来紧固零件。低熔点合金法可以减少凸、凹模的位置精度和间隙均匀性的调整工作量,主要用于凸模、凹模、导柱和导套,以及浇注成卸料板型孔等。适用于多凸模、复杂小凸模和冲裁t≤2mm钢板凸模的固定。尤其对于大而复杂的冷冲模装配,其效果尤为显著。
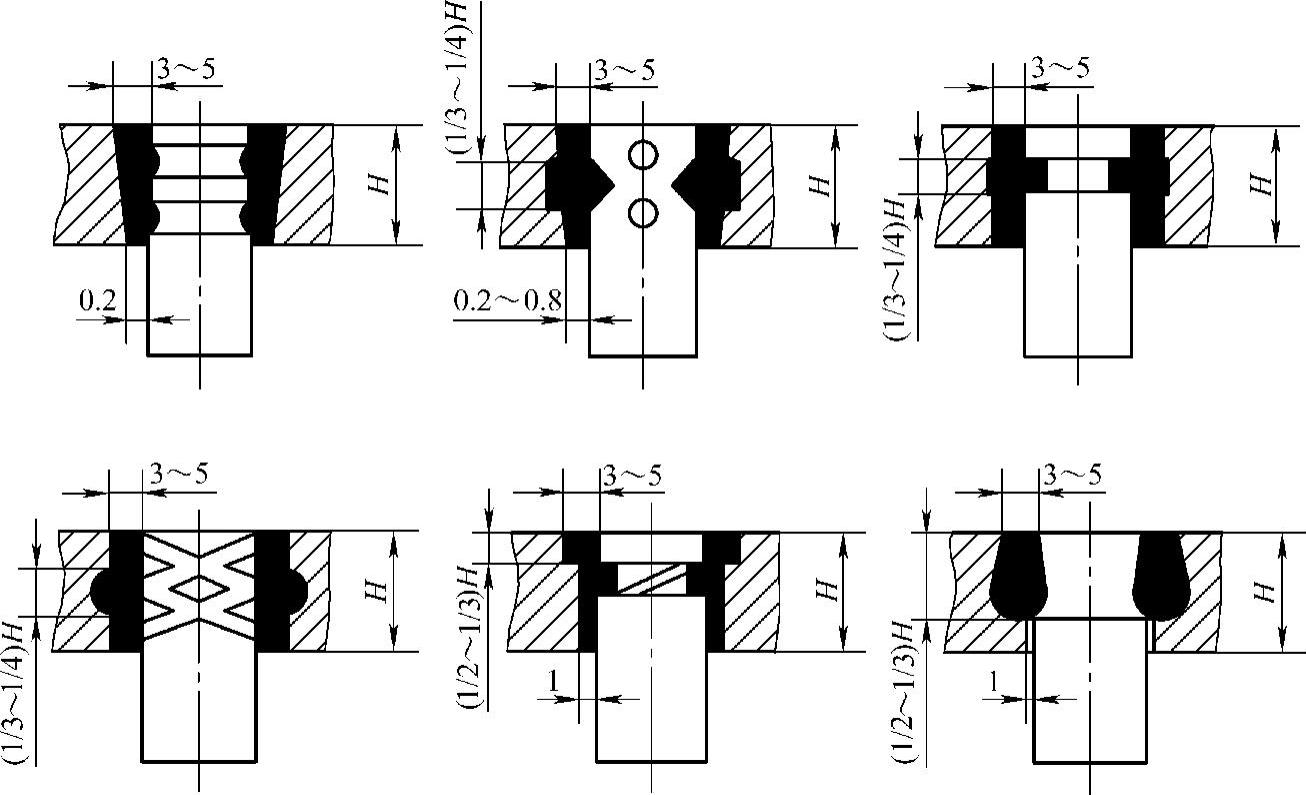
图12-16 低熔点合金法固定连接凸模的几种结构形式
低熔点合金法的优点:工艺简单、操作方便,并可降低配合部位的加工精度,减少加工工时;有较高的连接强度;低熔点合金可以重复使用。合金收回熔化后再重复使用,一般可回用2~3次。回用次数较多时,应测定合金的成分比例,补足多次回收熔化而散失的合金元素。
低熔点合金法的缺点:浇注前相关零件要加热;模具易发生热变形;耗费贵重金属铋。
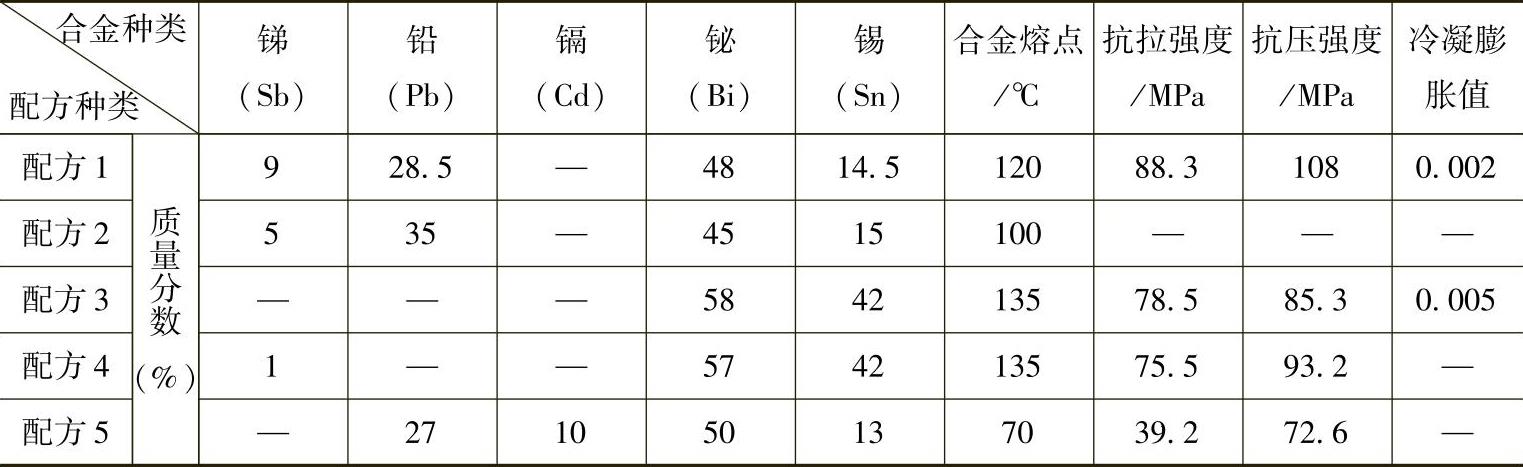
常用低熔点合金的配方及性能见表12-3。
表12-3 常用低熔点合金的配方及性能
如图12-17所示为低熔点合金法的浇注示例,其工艺过程如下。(https://www.xing528.com)
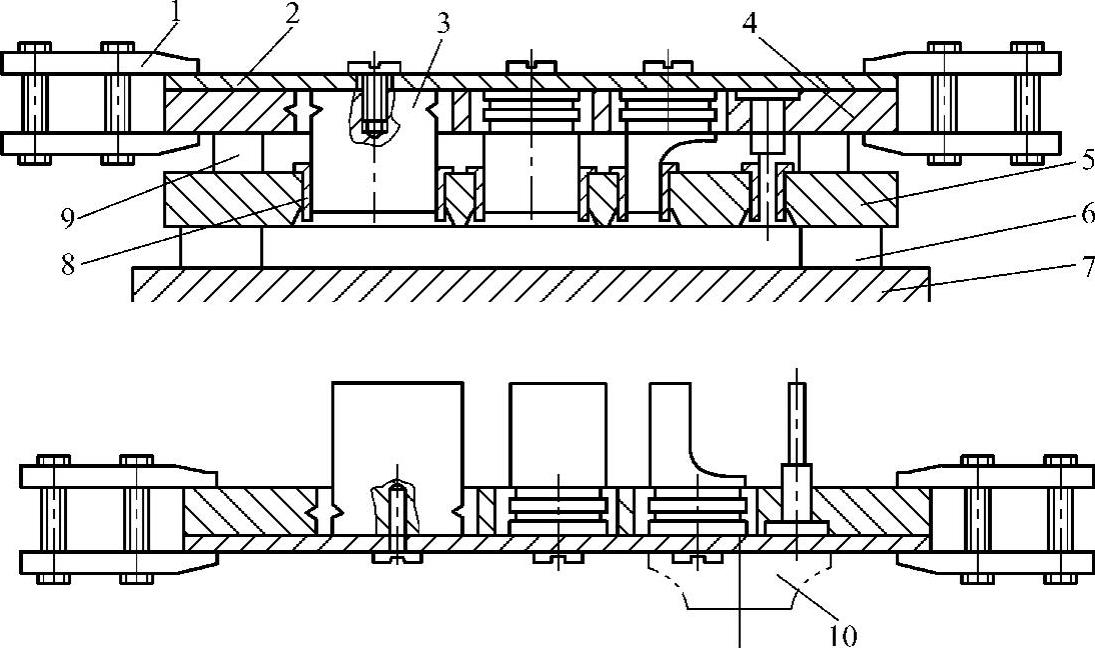
图12-17 低熔点合金法的浇注示例
1—平行夹 2—垫板 3—凸模 4—固定板 5—凹模 6、9—等高垫块 7—平板 8—间隙垫铁 10—支板
1)浇注前去除凸模3及固定板4浇注部分的油污,并涂以氯化锌溶液,均匀浸锡。
2)以凹模5的孔定位安装凸模。若凸、凹模之间的间隙≤0.015mm,可直接将凸模放入凹模孔中对位;若凸、凹模之间的间隙≥0.015mm,为保证间隙的均匀,可在凸模上镀铜或在凸、凹模间垫薄片。
3)在凹模5与固定板4之间垫上等高垫铁9,保证凸模进入凹模型口的深度为2~5mm。放在电炉板上加热(或喷浇加热),其预热温度为100~120℃。
4)在清洁的坩埚内加热熔化合金,温度以200℃为宜,并用清洁铁棒搅拌,待温度降至150℃时开始浇注。
5)在合金凝固前可用清洁的细铁丝在合金内轻微拖动,使气泡溢出,以增加强度。合金浇注完毕后应放置10~12h,待冷却后方可动用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。