



模具生产属单件小批生产,又具有成套性和装配精度高的特点,模具装配的工艺方法主要有互换法、分组法、修配法和调整法等。互换法的实质就是通过控制零件制造加工误差来保证装配精度。按可互换程度又分为完全互换法和部分互换法。分组法是将模具各配合零件按实际测量尺寸进行分组,在装配时按组进行互换装配,使其达到装配精度的方法。修配法是在某零件上预留修配量,装配时根据实际需要修整预修面来达到装配要求的方法。常用的修配方法有指定零件修配法和合并加工修配法两种。调整法的实质与修配法相同,仅具体方法不同,它是用一个可调整位置的零件来调整它在机器中的位置以达到装配精度,或增加一个定尺寸零件(如垫片、垫圈、套筒等)以达到装配精度的一种方法。常用的调整装配法有可动调整法和固定调整法两种。
不同的装配方法对零件的加工精度、装配的技术水平要求不同,生产效率也不相同,因此,在选择装配方法时,应从产品装配的技术要求出发,根据生产类型和实际生产条件合理进行选择。
(1)互换法
1)完全互换装配法。完全互换装配法是指装配时,各配合零件不经修理和调整,即可达到装配精度的要求。
要使装配零件达到完全互换,其装配精度要求和被装配零件的制造公差之间应满足以下条件,即
δΔ=δ1+δ2+…+δn
式中 δΔ——装配允许的公差;
δ1、δ2、…δn——各有关零件的制造公差。
该法具有装配工作简单,质量稳定,易于流水作业,效率高,对装配工人技术要求低,模具维修方便等优点。但采用完全互换法进行装配时,如果装配的精度要求高,装配尺寸链的组成环较多,则易造成各组成环的公差很小,零件加工困难,同时对管理水平要求较高。因此,被广泛应用于大批量、尺寸组成环较少的模具零件的模具装配工作。
2)部分互换法。部分互换装配法也叫概率法,是指装配时,各配合零件的制造公差将有部分不能达到完全互换装配的要求。这种方法的条件是各有关零件公差值平方之和的开方根小于或等于允许的装配误差,即

与完全互换装配法相比,零件的公差可以放大些,克服了采用完全互换法计算出来的零件尺寸偏高、制造困难等缺点,使加工容易而经济,同时仍能保证装配精度。采用这种方法存在着超差的可能,但超差的机率很小,合格率为99.73%,只有少数零件不能互换。
(2)分组法
在成批大量的模具生产中,当装配精度要求很高时,装配尺寸链中各组成环的公差很小,使零件的加工非常困难,有的可能使零件的加工精度难以达到。在这种情况下,可先将零件的制造公差扩大数倍以经济精度进行加工,使零件的加工制造容易。然后将加工出来的零件按扩大前的公差大小和扩大倍数进行分组,并以不同的颜色相区别,以便按组进行装配。在同一个装配组内,既能完成互换装配又能达到高的装配精度,适用于要求装配精度高的成批大量模具的装配。
(3)修配法
1)指定零件修配法。指定零件修配法是在装配尺寸链的组成环中,预先指定一个零件作为修配件,并预留一定的加工余量,装配时再对该零件进行切削加工,达到装配精度要求的加工方法。指定的零件应易于加工,而且在装配时它的尺寸变化不会影响其他尺寸链。
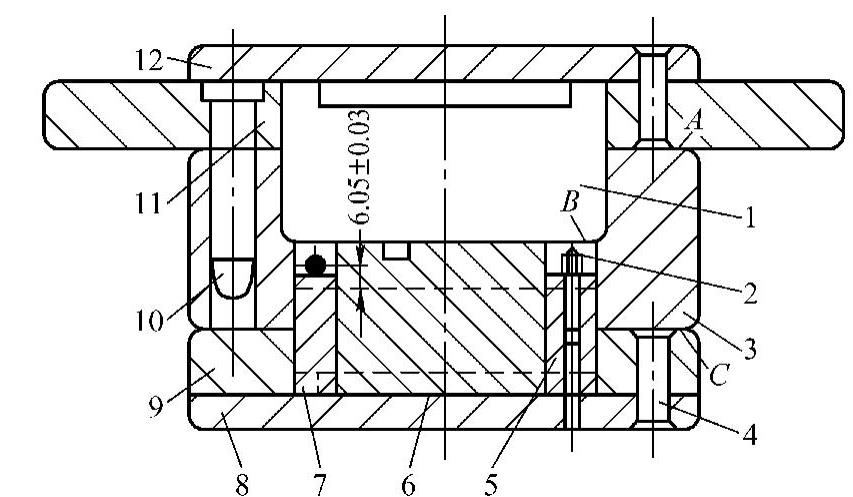
如图12-4所示为热固性塑料压缩模,装配后要求上下型芯在B面上,凹模的上下平面与上下固定板在A、C面上同时保持接触。为了保证零件的加工和装配简化,选择凹模为修配件。凹模的上下平面在加工时预留一定的修配余量,其大小可根据具体情况或经验确定。修配前应进行预装配,测出实际的修配余量大小,然后拆开凹模按测出的修配余量修配,再重新装配以达到装配要求。
2)合并加工修配法。合并加工修配法是将两个或两个以上的配合零件装配后,再进行机械加工,以达到装配精度要求的方法。零件组合后所得到的尺寸作为装配尺寸链中的一个组成环对待,从而使尺寸链的组成环数减少,公差扩大,更容易保证装配精度的要求。
如图12-5所示,当凸模和固定板组合后,要求凸模上端面和固定板的上平面为同一平面。采用合并修配法,在单独加工凸模和固定板时,对A1和A2尺寸并不严格控制,而是将两者组合在一起后,进行磨削上平面,以保证装配要求。
 (https://www.xing528.com)
(https://www.xing528.com)
图12-4 热固性塑料压缩模
1—上型芯 2—嵌件螺钉 3一凹模4—铆钉 5、7—型芯拼块 6—下型芯 8、12—支承板 9、11—上、下固定板 10—导柱
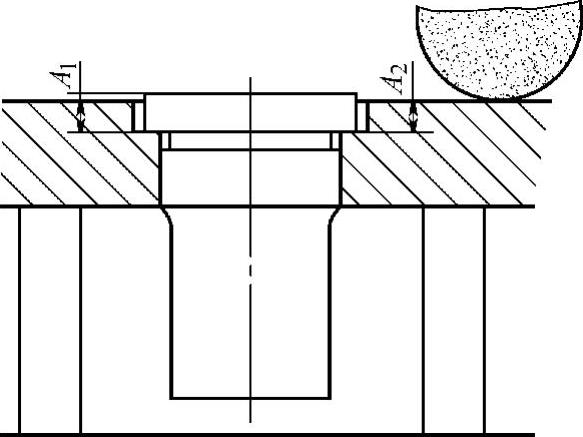
图12-5 合并加工修配
修配装配法能够获得很高的装配精度,而零件的制造精度可以放宽。但在装配中增加了修配工作量,工时多且装配质量依赖于工人技术水平、生产率低。
修配法广泛应用于单件或小批量生产的模具装配工作。
(4)调整法
1)可动调整法。可动调整法是在装配时,用改变调整件的位置来达到装配要求的方法。
如图12-6所示为冷冲模上出件的弹性顶件装置,通过旋转螺母,压缩橡胶,使顶件力增大。
2)固定调整法。固定调整法是在装配过程中选用合适的形状、尺寸调整件,达到装配要求的方法。
如图12-7所示为塑料注射模滑块型芯水平位置的调整,可通过更换调整垫的厚度或微量磨削调整垫的厚度达到装配精度的要求。调整垫可制成不同厚度,根据预装配时对间隙的测量结果,选择一个适当厚度的调整垫进行装配,以达到所要求的型芯位置。
调整装配法可以放宽零件的制造公差,但装配时与修配法一样费工费时,并要求工人有较高的技术水平。
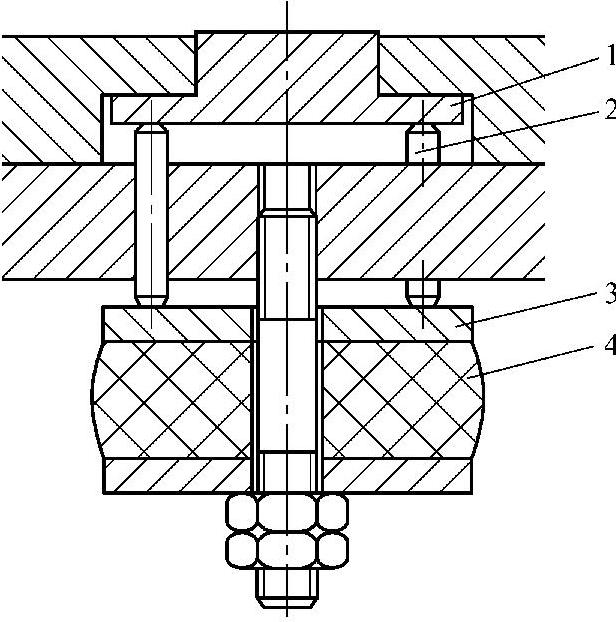
图12-6 弹性顶件装置
1—顶料板 2—顶杆 3—垫板 4—橡皮
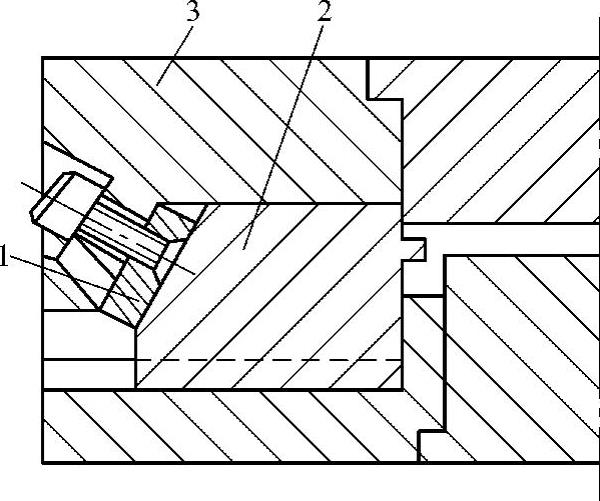
图12-7 固定调整法
1—调整垫 2—滑块型芯 3—定模板
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。