



对于冲模而言,主要有凸、凹模间隙,上、下模座底面的平行度,导柱、导套配合精度等。主要体现在以下几个方面。
1.制件精度和质量
进行冲模设计、选择冲模精度等级,以及确定凸、凹模成形零件的加工精度、选取模具标准零件的精度等级、控制模具装配精度和质量等的主要依据是制件精度和质量的要求。
2.冲裁间隙及其均匀性
确定模具精度等级的重要因素是冲裁模中凸、凹模之间的间隙值及其均匀性,它与模具导向副中导柱、导套的运动配合精度有直接关系。冲裁间隙值(Δ)越小,间隙的均匀性要求越高,上、下模定向运动精度要求就越高,对导柱、导套的运动配合精度要求就越高。即导柱、导套的运动配合精度与凸、凹模之间的间隙值(Δ)及其均匀性成正比例。
导柱、导套运动配合的极限偏差δ凸、凹模之间的间隙值(Δ)的关系式:
δ=k(Δ±Δ′)式中Δ′———间隙值Δ的许用变动量;
Δ———单边冲裁间隙值;常用经验公式为:Δ=(0.06~0.15)T(板厚);
k———导柱外径与导柱、导套配合长度之比。
有关上述参数的取值参见相关标准。
例12.1:设制件料厚T=0.35mm,间隙允许变动量Δ′取间隙值Δ的30%,导柱外径为d=25mm,导柱与导套的配合长度L=60mm,求导柱与导套的配合精度。
解:依经验公式,单边冲裁间隙值取:Δ=0.35×0.06=0.021(https://www.xing528.com)
间隙许用变动量:Δ′=0.3×0.021=0.0063
k=25/60=0.416
δ=0.416×(0.021±0.0063)=0+0.011-0.007
由此可得:极限偏差值为0.018mm。比值k与导柱、导套滑动配合的极限偏差,与标准规定基本上相符。
3.冲模凸、凹模装配精度要求
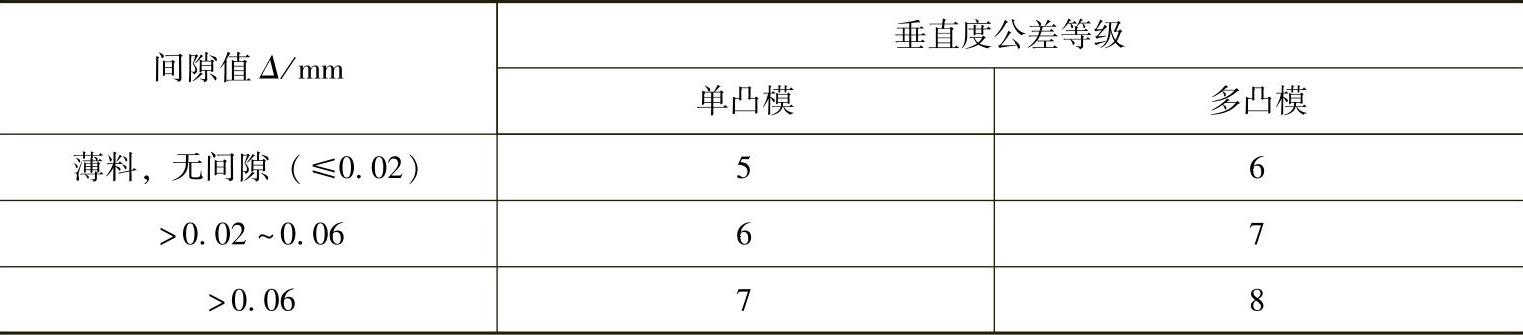
凸、凹模与固定板的配合一般为H7/n6或H7/m6,以保证其工作稳定性与可靠性。凸模在装配时,其对上、下模座基准面的垂直度偏差须在凸、凹模间隙值的允许范围内。推荐的垂直度公差等级见表12-1(GB/T 14662—2006《冲模技术条件》)。
表12-1 凸模垂直度公差等级
4.制件产量
确定模具结构形式、模具精度等级的另一重要因素是制件产量。这与模具寿命有直接关系,为保证模具的使用性能和寿命,适应冲件产量的要求,一般高寿命模具的凸、凹模常采用拼合结构,其拼合件应为完全互换性零件。因此这些拼合件的精度,比一般模具的精度须高1个数量级。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。