



人耳能听到的声波频率为16~16000Hz,频率低于16Hz的声波为次声波,频率超过16000Hz的声波为超声波。用于加工和抛光的超声波频率为16000~25000Hz,超声波和普通声波的区别是频率高、波长短、能量大、有较强的束射性,传播过程中反射、折射、共振、损耗等现象显著。
超声波抛光是超声波加工的一种特殊应用,超声波抛光是利用工具端面作超声频振动,迫使磨料悬浮液对硬脆材料表面进行加工的一种方法。它对工件只进行微量尺寸加工,加工后能提高表面精度。超声波抛光不但可减小工件表面粗糙度,甚至可得到近似镜面的光亮度。
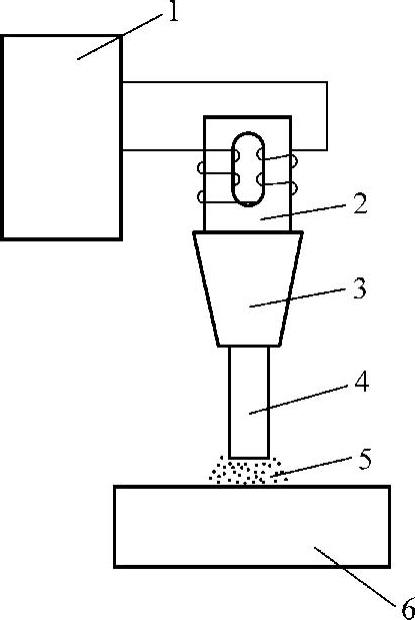
图10-10 超声波抛光基本原理
1—超声发生器 2—换能器 3—变幅杆 4—抛光工具 5—磨料悬浮液 6—工件
1.超声波抛光基本原理
超声波抛光的作用是降低表面粗糙度,其原理如图10-10所示。超声波抛光的主要作用是磨料在超声振动下的机械撞击和抛磨。抛光时,抛光工具4和工件6之间加入由磨料和工作液组成的磨料悬浮液5,并使抛光工具对工件保持3~5N的静压力,推动抛光工具以10~30次/min的频率作平行于工件表面的往复运动,换能器2通入50Hz的交流电,产生16000Hz以上的超声频纵向振动,并借助变幅杆3把位移振幅放大到0.05~0.1mm左右,驱使抛光工具端面作超声振动,迫使工作液中的悬浮磨料以很大的速度和加速度不断地撞击、抛磨被加工表面,使被加工表面的材料不断遭到破坏,并粉碎成很细的微粒,从材料上打击下来,实现微切削作用。虽然每次打击下来的粉末很少,但由于每秒钟打击次数多达16000次以上,所以仍能保持一定的加工效率。其次是工作液中的空化作用加速了超声波抛光和加工的效率。所谓空化作用是当产生正面冲击时,促使工作液钻入被加工表面的微裂处,加速了机械破坏作用。在高频振动的某一瞬间,工作液又以很大的加速度离开工件表面,工件表面的微细裂纹间隙形成负压和局部真空。同时在工作液内也形成很多微空腔,当工具端面以很大的加速度接近工件表面时,迫使空泡闭合,引起极强的液压冲击波,强化了加工过程。
2.超声波抛光的特点
1)适用于加工硬脆材料及不导电的非金属材料。
2)抛光工具对工件的作用力和热影响小,不会产生变形、烧伤和变质层,表面的加工量非常微小,加工精度可达0.01~0.02mm,表面粗糙度Ra可达0.012μm。
3)可以抛光薄壁、薄片、窄缝及低刚度零件。
4)超声波抛光设备简单,使用和维修方便,操作容易,效率高。
5)由于抛光时工具头无旋转运动,工具头可以用软材料做成复杂形状,可以抛光复杂的型孔和型腔表面。
3.超声波抛光设备
如图10-11所示为超声波抛光机的组成。超声波抛光机的功率大小和结构形状虽有所不同,但其组成部分基本相同,一般主要由超声波发生器、换能器和机械振动系统3部分组成。
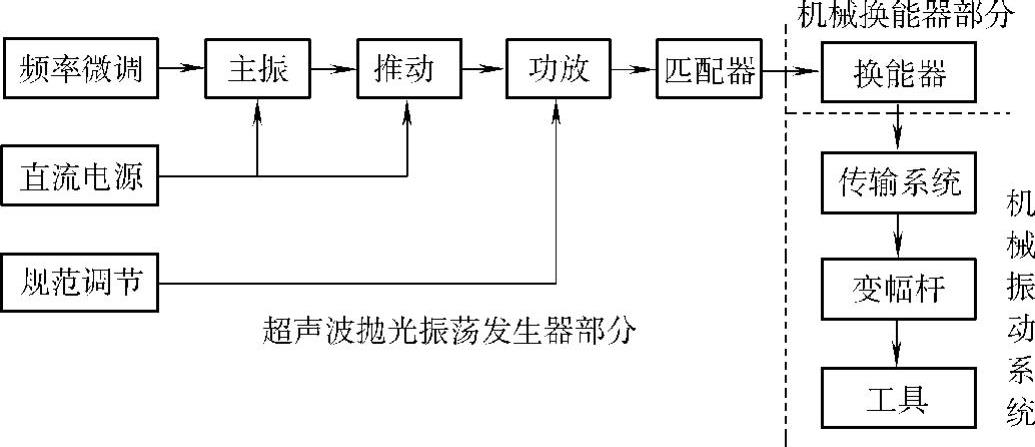
图10-11 超声波抛光机的组成
(1)超声波发生器
超声波发生器的作用是将50Hz的交流电转变成具有一定功率输出的超声波电振荡,以提供工具端面往复振动和去除被加工材料的能量。基本要求:输出功率和频率在一定范围内连续可调,最好能具有对共振频率自动跟踪和自动微调的功能,此外要求结构简单、工作可靠、价格便宜、体积小等。
(2)机械振动换能器
换能器的作用是将超声波电振荡转换成机械振动。目前换能器有压电效应式和磁致伸缩效应式两种。
1)压电效应式。石英晶体、钛酸钡、锆钛酸铅(压电陶瓷)等物质在受到机械压缩或拉伸变形时,在它们两对面的介面上将产生一定的电荷,形成一定的电势;反之,在它们的两介面上加以一定的电压,则产生一定的机械变形,这一现象称为压电效应。
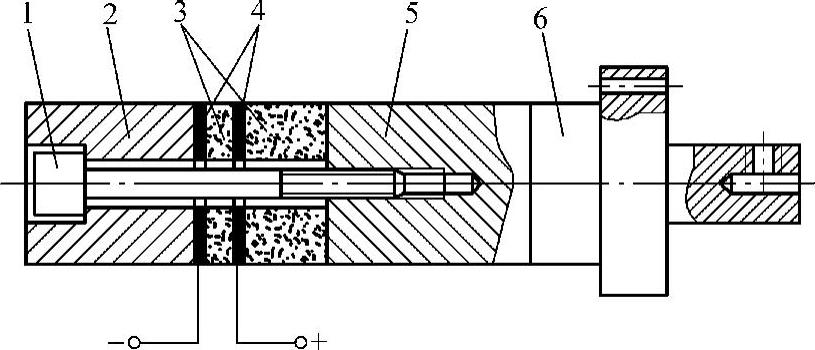
石英晶体的伸缩量太小,3000V电压才能产生0.01μm以下的变形。钛酸钡的压电效应比石英晶体大20~30倍,但效率和机械强度不如石英晶体。锆钛酸铅具有二者的优点,一般可用作超声波清洗和小功率超声波抛光机的换能器。如图10-12所示为压电效应式换能器。将锆钛酸铅制成圆形薄片,两面镀银,经高压直流电进行极化处理,一面为阳极,一面为阴极。使用时将两片叠在一起,阳极在中间,阴极在两侧,用螺钉夹紧。为了导电引线方便,常用镍片夹在两压电陶瓷片阳极之间作为接线端片,阳极必须与设备绝缘。
2)磁致伸缩效应式。铁、钴、镍及其合金的长度能随着所处的磁场强度的变化而伸缩的现象称为磁致伸缩效应。其中:镍在磁场中的最大缩短量为其长度的0.004%,铁和钴则在磁场中伸长,当磁场消失后又恢复原有尺寸。
为减少高频涡流损耗,生产实际中常用纯镍片叠成封闭磁路的镍棒换能器,如图10-13所示。在两芯柱上同向绕以线圈,通入高频电流使之伸缩,与压电效应式相比,它有较高的机械强度和较大的输出功率,常用于中功率和大功率的超声波抛光机中。其缺点是镍片的涡流发热损失较大,能量转换效率较低,故加工过程中需用风或水冷却,否则随着温度升高,磁致伸缩效应变小甚至消失,也可能把线圈绕组沟的绝缘材料烧坏。
(3)变幅杆
超声波抛光需0.01~0.02mm的振幅,压电效应式或磁致伸缩效应式所产生的变形量都很小,不能直接用来加工。因此,必须通过一个上粗下细的杆子将振幅加以放大,此杆称为变幅杆,也称为振荡扩大棒。
 (https://www.xing528.com)
(https://www.xing528.com)
图10-12 压电效应式换能器
1—压紧螺钉 2—主端块 3—压电陶瓷 4—导电镍片 5—下端块 6—变幅杆
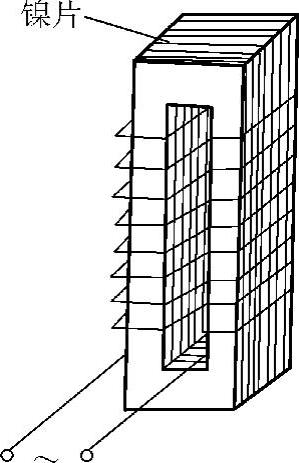
图10-13 磁致伸缩效应式
如图10-14所示为变幅杆,变幅杆的形式有圆锥形、指数形和阶梯形等。变幅杆之所以能扩大振幅,是由于通过它每一截面的振动能量是不变的,截面小的地方能量密度大。变幅杆大端与换能器的轴截面相连,所以连接面的截面大,而工作端截面小。因此,它可以将换能器的振幅扩大,满足超声加工的需要。
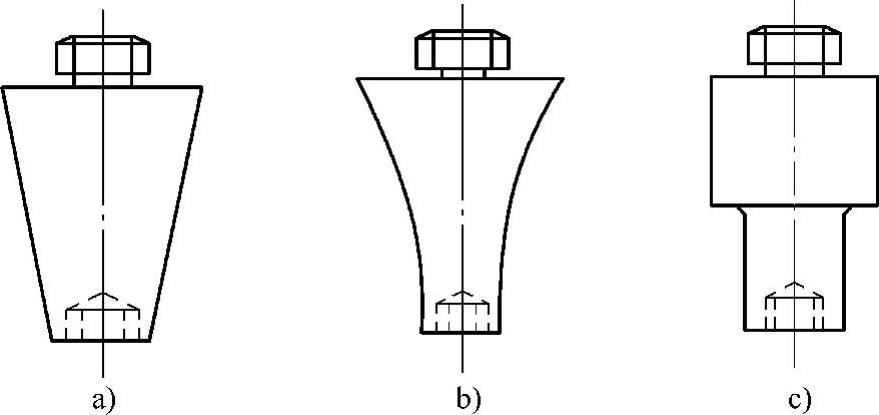
图10-14 变幅杆
a)锥形 b)指数形 c)阶梯形
为了减少超声振动在传递过程中的损耗和便于操作,抛光工具直接固定在变幅杆上,变幅杆和换能器设计成手持式工具杆的形式,并通过弹性软轴与超声波发生器相连接。工具和变幅杆之间采用机械或胶合方式相连接。超声波机械振动经变幅杆扩大振幅后传给工具,工具沿轴向振动。
超声波抛光工具分固定磨料抛光工具和游离磨料抛光工具,工具头的形状应该和模具抛光型腔的形状相适应。固定磨料式工具头有金刚石油石、电镀金刚石锉刀、刚玉油石等,这类磨料用于粗抛光。游离磨料式工具头采用硬木和竹片等材料,抛光时在抛光面涂以研磨粉和工作液的混合剂,用于精抛光。研磨粉是氧化铝、碳化硅等,工作液用煤油、汽油或水。
4.超声波抛光工艺
(1)抛光余量
模具成形表面经过电火花精加工之后,进行超声波抛光时的抛光余量一般控制在0.02~0.04mm之内,特殊情况下抛光余量可小于或等于0.15mm。
(2)抛光方式
欲使Ra=1.25~2.5μm的表面抛光后达到Ra=0.63~0.08μm,要经过逐级抛光才能达到。一般要经过粗抛、细抛和精抛几个阶段。粗抛光时采用固定磨料或采用180#左右的磨料进行抛光;细抛光时采用游离磨料方式,磨料粒度为W40左右;最后精抛光时采用W5~W3.5的磨料进行干抛(不加工作液)。每次更换磨料时,都应该将工具头和抛光表面清洗干净。
5.影响抛光效率的因素
(1)工具的振幅和频率
超声波抛光的效率随着工具振动的频率和振幅的增大而提高,在分级抛光时可以在维持工具头压力的情况下,逐步提高工具头振动的频率和振幅。但是,随着频率和振幅的提高,使变幅杆和工具承受过大的交变应力,会导致变幅杆和工具的寿命降低。另外,随着频率和振幅的增大,使变幅杆和工具、换能器之间连接处的能量损耗增大。因此,一般振幅控制在0.01~0.1mm,频率控制在16000~25000Hz之间。此外,在加工时频率应调至共振频率,以取得最大振幅。
(2)工具对工件的静压力
抛光时工具对工件的进给力也称静压力。随着工具头末端与工件抛光表面之间间隙的增大,磨料和工作液对抛光表面的压力降低,削弱了磨料对工件的撞击力和打击深度。当两者的间隙过小时,磨料和工作液不能顺利循环更新,降低了生产效率。因此,工具与工件之间应有一个合理的间隙和压力。
(3)磨料的种类和粒度
磨料的种类应该根据被加工材料选择。加工硬质合金和淬火钢等高硬度材料时应该选择碳化硼磨料;加工硬度不太高的硬脆材料时,可以选择碳化硅磨料。磨料粒度的选择和振幅有关,当振幅为0.05mm时,磨料粒度愈大加工效率愈高;当振幅小于0.05mm时,磨料粒度愈小加工效率愈高。
(4)料液比
磨料工作液中磨料与工作液之间的体积比或质量比,称为料液比。料液比过大和过小都将使抛光效率降低,通常抛光用的料液比为0.5~1左右。
6.影响抛光表面质量的因素
超声波抛光的表面粗糙度和磨料的粒度、被加工材料性质、工具振幅等有关。磨料颗粒尺寸越小,工件材料硬度越高,超声振幅越小,则加工表面粗糙度改观得越大。另外,采用机油和煤油工作液比水工作液能获得更好的表面粗糙度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。