



磨料在研磨抛光加工中,起着对被加工工件表面进行微切削和微挤压的作用,对加工质量起着重要作用。
(1)磨料的种类
磨料的种类很多,一般是按硬度来划分的。硬度最高的是金刚石,包括人造金刚石和天然金刚石两种;其次是碳化物类,如黑碳化硅、绿碳化硅、碳化硼和碳硅硼等;再次是硬度较高的刚玉类,如棕刚玉、白刚玉、单晶刚玉、铬刚玉、微晶刚玉、黑刚玉、锆刚玉和烧结刚玉等;硬度最低的是氧化物类(又称软质化学磨料),有氧化铬、氧化铁、氧化镁及氧化铈等。也可按天然磨料和人造磨料来分类。由于天然磨料存在着杂质多、磨料不均匀、售价高、优质磨料资源缺乏等限制,因此,目前几乎全部使用人造磨料。
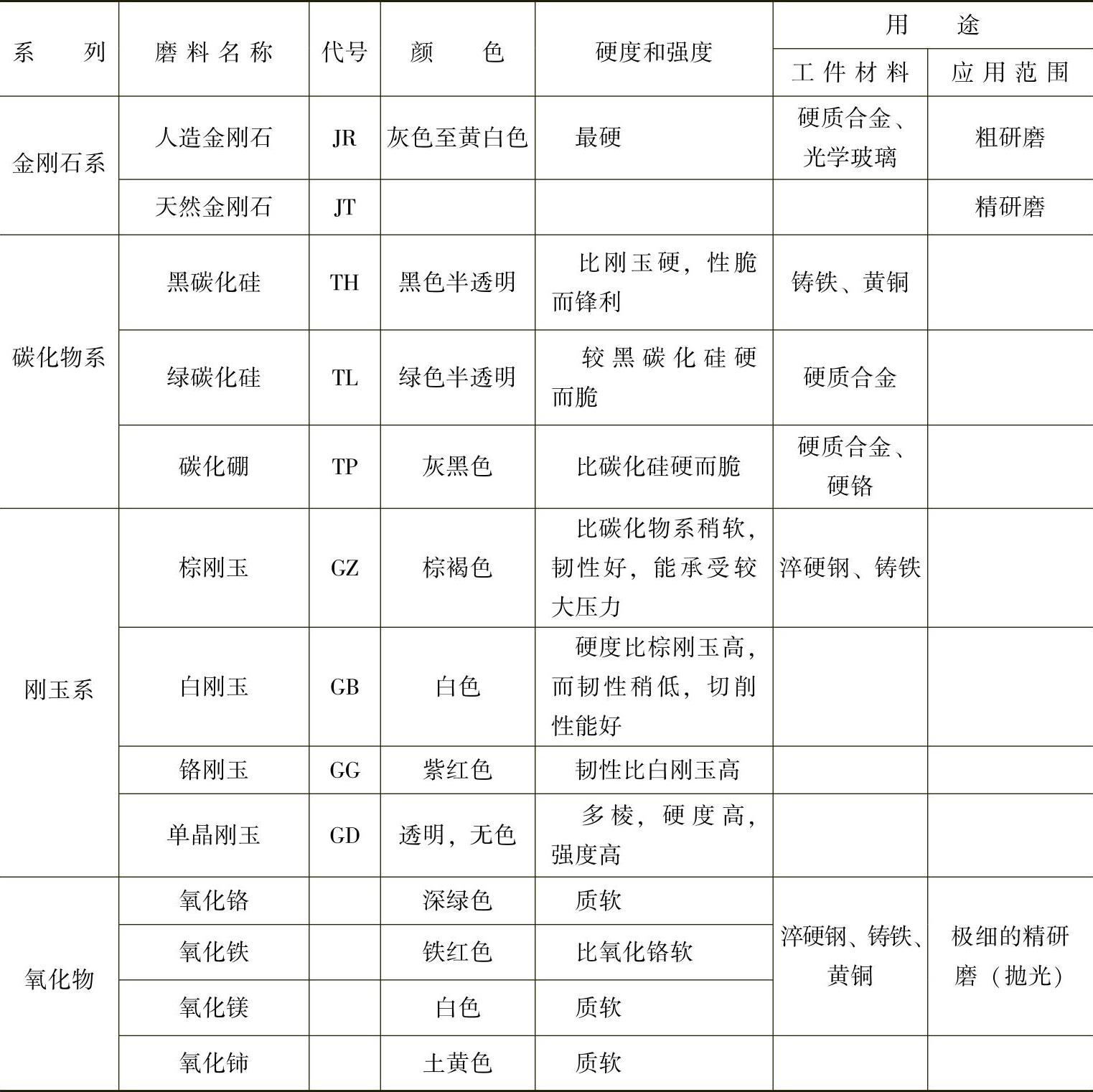
可根据被加工材料的软硬程度和表面粗糙度,以及研磨抛光的质量要求等选择磨料的种类。常用磨料的种类及用途见表10-2。
表10-2 常用磨料的种类及用途
(2)磨料的粒度
磨料的粒度是指磨料的颗粒尺寸。磨料可按其颗粒尺寸的大小分为磨粒、磨粉、微粉和超微粉四组。其中,磨粒和磨粉这两组磨料的粒度号数用每一英寸筛网长度上的网眼数目表示,其标志是在粒度号数的数字右上角加“#”符号。例如240#,是指每一英寸筛网长度上有240个孔,粒度号的数值越大,表明磨粒越细小。而微粉和超微粉这两组磨料的粒度号数是以颗粒的实际尺寸来表示的,其标志是在颗粒尺寸数字的前面加一个字母“W”。有时也可将其折合成筛孔号。例如W20是表示磨料颗粒的实际尺寸在20~14μm之间,折合筛孔号为500#。
在各种磨料的粒度中又有粗、中、细不同的颗粒。中粒是研磨粉中的基本粒度,是决定磨料研磨能力的主要因素,在粒度组成中占有较大的比例。细粒在研磨中起很小的研削作用,粗粒除对研磨工件的质量不利外,而且还会降低研磨效率,应在粒度组成中尽量减少它们的数量。因此,从研磨的效率和工件的质量来说,都要求磨料的颗粒均匀。经过离心分选后的研磨粉其研磨能力将比分选前提高20%。(https://www.xing528.com)
磨料粒度主要依据研磨抛光前被加工表面的表面粗糙度,以及研磨抛光后的质量要求进行选择。粗加工选择大的粒度,精加工选择小的粒度。见表10-3。
表10-3 磨料粒度的选择

(3)磨料的硬度
磨料的硬度是指磨料表面抵抗局部外作用的能力,而磨具(如油石)的硬度则是粘结剂粘结的磨料在受外力时的牢固程度,它是磨料的基本特性之一。研磨的加工就是利用磨料与被研工件的硬度差来实现的,磨料的硬度越高,它的切削能力越强。
(4)磨料的强度
磨料的强度是指磨粒本身的牢固程度。也就是当磨粒锋刃还相当尖锐时,能承受外加压力而不被破碎的能力。强度差的磨料,它的磨粒粉碎得快,切削能力低,使用寿命短。这就要求磨粒除了具有较高的硬度外,还应具有足够的强度,才能更好地进行研磨加工。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。