



熔模铸造(又称失蜡铸造)是用易熔材料制成精确的一次性模型,在模型上包覆若干耐火涂料制成型壳,熔去模型,高温焙烧完成制壳,然后,铸造出尺寸精度(IT10~IT14)和表面粗糙度(Ra=1.6~12.5μm)要求较高的铸件,以此来作为毛坯加工模具,这对模具型腔的加工制造尤其具有意义。
熔模铸造的特点如下。
1)毛坯尺寸精度高,表面光洁。
2)减少毛坯切削加工量,能生产形状复杂的模具零件。
3)材料几乎不受限制,有利于加工超高强度合金、耐热合金,以及难加工材料。
4)适应各种批量的生产。
1.熔模制造
熔模材料的基本要求如下。
1)制备简便、得到容易,灰分少,易回收再利用,无公害。
2)熔点在60~100℃范围内,模料的软化点不低于35~40℃;具有良好的流动性、成形性和稳定性。
3)具有一定的强度和表面硬度。(https://www.xing528.com)
4)焊接性和涂挂性良好。
常用50%的石蜡和50%的硬脂酸均匀混合作为熔模材料。
一个熔模只能铸造生产一个毛坯,熔模的质量直接影响模具毛坯的质量,单件生产的熔模可采用快速成形方法获得,批量生产的熔模可采用压制成形获得。
对有些复杂的情况要进行焊接组合,焊接一般采用烙铁或电热刀手工操作。在组合前需清理与修整,组合后,对于要求高的零件需进行几何形状及尺寸的检验。
2.熔模铸造的工艺过程
如图9-22所示为熔模铸造工艺过程。首先,用蜡料做成与铸件形状相同且相差一个金属收缩率的熔模,焊接组合相应的浇注系统;其次,在熔模上涂挂由作为耐火材料的石英粉和作为的黏结剂的水玻璃等配制而成的涂料。然后,向其表面撒上一层硅砂,浸入硬化剂(一般为氯化氨水溶液)中硬化。这样反复几次涂挂涂料和硅砂并硬化,直到形成一定厚度的硬化壳;最后,将带有硬化壳的熔模放入85~95℃的热水中加热,使熔模材料从浇铸口中流出,形成铸型空壳,烘干并在850~900℃下高温焙烧获得无分型面的铸型,在型壳四周填砂后便可浇注,经凝固、冷却、落砂、清理而获得铸件。
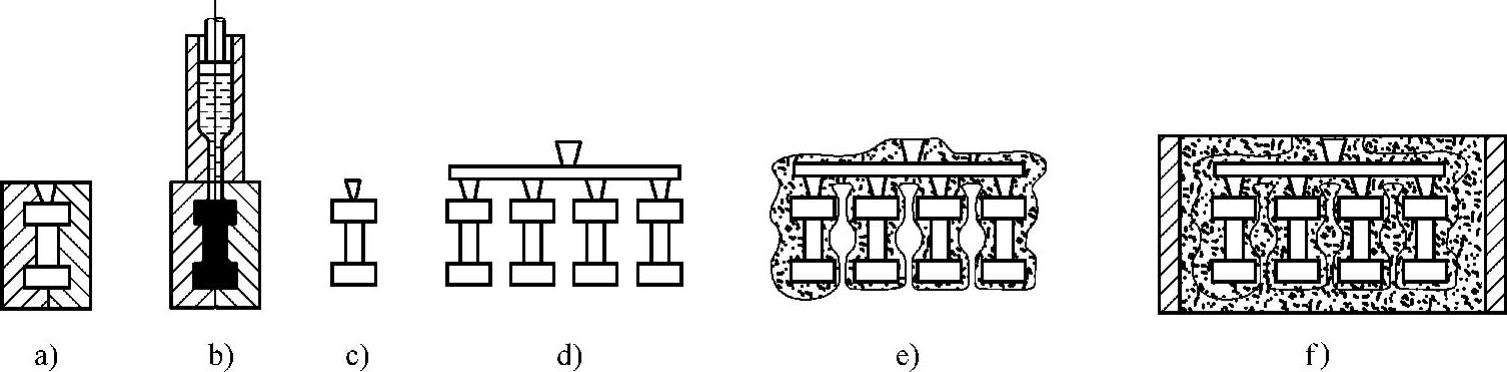
图9-22 熔模铸造工艺过程
a)制压型 b)注蜡模 c)蜡模 d)制成蜡模组 e)壳型 f)准备浇注
铸件清理及热处理后,进行加工外形、导柱孔、螺钉孔、水道等工序,再修光型腔即可进行装配。熔模铸造工序繁多,生产周期长,生产费用高,且熔模尺寸太大或太长易出现变形,由于受型壳的限制,一般铸件质量在25kg以下。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。